1.本发明涉及生活用品的加工领域,具体的说是一种自动整理器及其整理方 法。
背景技术:
2.羽绒服在制造的最后几个步骤无非是充绒、封口以及包装,其中,包装是 指将已经加工完毕的羽绒被装载至特定的包装袋中,这一点在现有技术已经给 出了相应的包装方法,譬如申请号为201721369276.2的中国实用新型专利提出 了一种羽绒被包装机,通过使用机器来代替手工包装,进而提高了羽绒被包装 的生产效率,节省人力,降低了羽绒被包装的生产成本,提高了生产利润。但 它只解决了包装中如何将羽绒被进行装袋的问题,实际生产中,在羽绒被装袋 前,还要对羽绒被的形状进行折叠整理,以便适应袋装的需求,这一点在该专 利以及传统技术中并未体现。
技术实现要素:
3.现为了实现对羽绒被进行自动整理以便适应装袋需求,本发明提出了一种 自动整理器及其整理方法。
4.本发明所要解决的技术问题采用以下技术方案来实现:
5.一种自动整理器,自前向后依次由运输部件、左右翻折部件以及前后翻折 部件所构成;运输部件为前输送带,左右翻折部件包括中输送带、两个抵合于 中输送带左右两侧的侧边板以及与两个侧边板相配合的侧翻组件所构成;中输 送带抵合于前输送带后端;前后翻折部件是由插入式翻折组件与终端台所构成, 终端台抵合于中输送带后端。运输部件负责输送,左右翻折部件用于将羽绒被 的左右两部分进行翻折整理,前后翻折部件用于将羽绒被的前后两部分进行翻 折整理。
6.前输送带设有三个且三个前输送带呈的左右紧密排列;三个前输送带中, 位于中部的前输送带与中输送带相抵。三个前输送带是为了保证对羽绒被的便 捷搭载。两个侧边板分别对应位于三个前输送带中的左侧前输送带后侧方、右 侧前输送带后侧方。
7.每个侧边板前后两端均设有延展杆,每个延展杆均连接有支承轴承座。
8.前后翻折部件包括位于中输送带下方的卡台,卡台上分别安装有导轨、一 号液压缸;导轨的左右两侧均滑动安装有齿条,每个齿条均啮合配合有直齿轮, 直齿轮均安装于对应的延展杆上。
9.所述一号液压缸连接有主推块;主推块与每个齿条之间均设有与二者铰接 相连的副连杆;卡台上设有将主推块前后滑动安装的中底槽。通过一号液压缸 驱动控制两个侧边板旋转,从而实现对羽绒被的左右两侧边进行翻折整理。
10.所述终端台右端焊接有阻挡板。阻挡板是为了保证后续铲板的工作正常进 行。
11.所述插入式翻折组件包括位于终端台左侧方的控制台,控制台上安装有二 号液压缸,二号液压缸连接有主台板,主台板上通过轴承座安装有两根横轴, 每个横轴右端均连接有铲板。铲板可伸入至羽绒被的前部下方以及后部下方。
12.每个横轴上均安装有带轮;两个带轮之间设有将二者异向传动相连的绳带; 两根横轴中的任意一个横轴均连接有电机。通过电机驱动控制铲板旋转,进而 实现对羽绒被前部、后部进行翻转整理。
13.所述电机安装于主台板上;每个铲板右端均设有直倒角。
14.本发明的有益效果是:
15.1.自动化程度高、节省人力,整个过程控制、操作均大部分依靠机械化实 现,人工参与量较少。
16.2.操作使用相对较为便捷。
17.3.实用性较强,且能够间接提高羽绒服的包装效率。
附图说明
18.下面结合附图和实施例对本发明进一步说明。
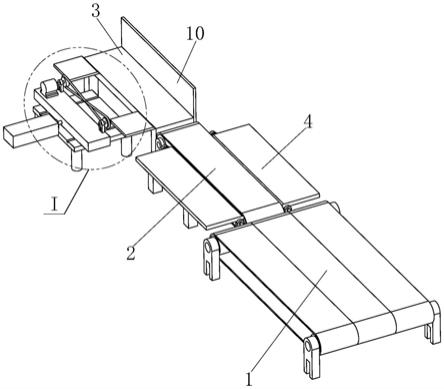
19.图1是本发明的立体图;
20.图2是侧边板的立体图;
21.图3是左右翻折部件除去中输送带后的立体图;
22.图4是图1的i处局部放大图。
23.图中:1、前输送带;2、中输送带;3、终端台;4、侧边板;5、导轨;6、 一号液压缸;7、齿条;8、主推块;9、副连杆;10、阻挡板;11、控制台;12、 二号液压缸;13、主台板;14、横轴;15、铲板;16、带轮;17、绳带;18、 电机;19、卡台;20、直齿轮。
具体实施方式
24.为了使本领域的技术人员更好的理解本发明的技术方案,下面将结合实施 例中的附图,对本发明进行更清楚、更完整的阐述,当然所描述的实施例只是 本发明的一部分而非全部,基于本实施例,本领域技术人员在不付出创造性劳 动性的前提下所获得的其他的实施例,均在本发明的保护范围内。
25.如图1至图4所示,一种自动整理器,自前向后依次由运输部件、左右翻 折部件以及前后翻折部件所构成;运输部件为前输送带1,左右翻折部件包括中 输送带2、两个抵合于中输送带2左右两侧的侧边板4以及与两个侧边板4相配 合的侧翻组件所构成;中输送带2抵合于前输送带1后端;前后翻折部件是由 插入式翻折组件与终端台3所构成,终端台3抵合于中输送带2后端。运输部 件负责输送,左右翻折部件用于将羽绒被的左右两部分进行翻折整理,前后翻 折部件用于将羽绒被的前后两部分进行翻折整理。
26.前输送带1设有三个且三个前输送带1呈的左右紧密排列;三个前输送带1 中,位于中部的前输送带1与中输送带2相抵。三个前输送带1是为了保证对 羽绒被的便捷搭载。两个侧边板4分别对应位于三个前输送带1中的左侧前输 送带1后侧方、右侧前输送带1后侧方。
27.每个侧边板4前后两端均设有延展杆4a,每个延展杆4a均连接有支承轴承 座。
28.前后翻折部件包括位于中输送带2下方的卡台19,卡台19上分别安装有导 轨5、一号液压缸6;导轨5的左右两侧均滑动安装有齿条7,每个齿条7均啮 合配合有直齿轮20,直齿轮20均安装于对应的延展杆4a上。
29.所述一号液压缸6连接有主推块8;主推块8与每个齿条7之间均设有与二 者铰接相连的副连杆9;卡台19上设有将主推块8前后滑动安装的中底槽19a。 通过一号液压缸6驱动控制两个侧边板4旋转,从而实现对羽绒被的左右两侧 边进行翻折整理。
30.所述终端台3右端焊接有阻挡板10。阻挡板10是为了保证后续铲板15的 工作正常进行。
31.所述插入式翻折组件包括位于终端台3左侧方的控制台11,控制台11上安 装有二号液压缸12,二号液压缸12连接有主台板13,主台板13上通过轴承座 安装有两根横轴14,每个横轴14右端均连接有铲板15。铲板15可伸入至羽绒 被的前部下方以及后部下方。
32.每个横轴14上均安装有带轮16;两个带轮16之间设有将二者异向传动相 连的绳带17;两根横轴14中的任意一个横轴14均连接有电机18。通过电机18 驱动控制铲板15旋转,进而实现对羽绒被前部、后部进行翻转整理。
33.所述电机18安装于主台板13上;每个铲板15右端均设有直倒角。
34.一种整理方法,利用自动整理器,具体过程如下:
35.步骤一:人工将已经完成充绒和封口后的羽绒被以平摊模式置放于三个前 输送带上,依靠该三个前输送带将其输送至搭载于中输送带以及两块侧边板上;
36.步骤二:通过一号液压缸将主推块将后推移,在两个副连杆传动作用下, 两个齿条相背滑动,即使得两个直齿轮异向旋转,两个侧边板以合拢形式进行 旋转,而羽绒被的左部、右部随同对应的侧边板旋转超过90度时,在重力作用 下下落,完成自动翻折整理;
37.步骤三:中输送带将已完成左右部翻折的羽绒被输送至终端台上,然后二 号液压缸将主台板向右推移,使得两块铲板可伸入至羽绒被的前部下方以及后 部下方;
38.步骤四:通过电机的驱动以及绳带的异向传动,促使两块铲板15异向传动, 即实现将羽绒被的前部、后部以合拢方式进行自动翻折,至此,整个羽绒被的 折叠整理工作完成。
39.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业 的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中 描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会 有各种变化和改进,这些变化和改进都落入要求保护的本发明内。本发明要求 保护范围由所附的权利要求书及其等效物界定。