1.本发明主要涉及输送包装领域,具体是一种馒头封装前序输送整理一体机。
背景技术:
2.民以食为天,馒头作为中国人饮食的主食之一,每天的消耗量极大。城市中人们已经习惯于直接购买馒头代替自己蒸制,其中为大型超市提供的高端速冻馒头,需要进行塑封包装,这个包装过程是利用枕式包装机来完成的。枕式包装机能够将分组排列好的馒头进行塑封,极大的节省了人工包装的工作量。但是目前对于速冻馒头的包装,还需要人工在枕式包装机的前置输送带上进行“摆盘”,即通过人工的方式将馒头分为四个一组或者六个一组的状态,才能够由枕式包装机完成后续的包装操作。目前的包装过程中人工的参与程度仍然较大,且人为的“摆盘”就要求每个馒头都要经过工作人员手部的抓握,这就具有馒头被污染、传播疾病的风险。
技术实现要素:
3.为解决现有技术的不足,本发明提供了一种馒头封装前序输送整理一体机,它能够自动的完成馒头在枕式包装工序前的分组,减少了人工在包装环节的参与,提高了生产效率,节省了人力支出,同时避免了馒头被污染以及疾病通过馒头传播的风险。
4.本发明为实现上述目的,通过以下技术方案实现:一种馒头封装前序输送整理一体机,包括前置输送机、承载台以及控制器;所述前置输送机至少包括一个上升段,所述上升段上方横置挡料板,所述前置输送机末段设置水平状态的理料段,所述承载台设置在理料段的末端,所述承载台包括前端的固定台、后端的翻转台以及底部的承载架,所述翻转台中部与承载架之间铰接,所述翻转台与承载架之间设置翻转电机,所述固定台前端设置与控制器电连接的筛选电机,所述筛选电机的电机轴上设置导料板,所述固定台后端设置与控制器电连接的计数传感器,所述翻转台上方设置与控制器电连接的推料气缸,所述推料气缸的活塞杆端部设置推料板,当所述翻转台处于翻转状态时,所述推料气缸与翻转台顶面平行设置且所述推料板与翻转台顶面相接触。
5.所述翻转台顶面中部设置隔断条。
6.所述推料板底部设置与隔断条相适应的开槽。
7.所述前置输送机前端设置水平状态的承接段,所述上升段设置在承接段末端。
8.所述承接段前端设置料仓,所述料仓底部具有出料口。
9.所述翻转台末端设置挡料片,所述挡料片与承载架相连接。
10.所述翻转台前端的底部设置圆弧形的翻转板,当所述翻转台翻转时,所述翻转板暴露在固定台末端的上方。
11.所述挡料板设置多个,多个所述挡料板沿上升段均布。
12.对比现有技术,本发明的有益效果是:本发明提供了一款速冻馒头包装的前序整理设备,可以将速冻馒头自动排列为四
个或者六个一组,从而为枕式包装机的包装提供包装基础。
13.本装置替代了现有的人工摆放馒头分组的过程,减少了人力的参与,提高了包装效率,同时也减少了外界因素污染馒头的概率,避免了病菌通过馒头传播。
附图说明
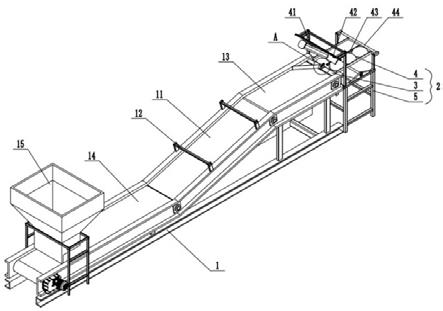
14.附图1是本发明第一立体视角结构示意图;附图2是本发明第二立体视角结构示意图;附图3是本发明右视视角结构示意图;附图4是本发明使用状态参考图;附图5是本发明a部局部放大结构示意图。
15.附图中所示标号:1、前置输送机;2、承载台;3、固定台;4、翻转台;5、承载架;6、枕式包装机;10、控制器;11、上升段;12、挡料板;13、理料段;14、承接段;15、料仓;31、筛选电机;32、导料板;40、翻转电机;41、推料气缸;42、推料板;43、隔断条;44、挡料片;45、翻转板。
具体实施方式
16.结合附图和具体实施例,对本发明作进一步说明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所限定的范围。
17.如图1-5所示,本发明所述一种馒头封装前序输送整理一体机,包括前置输送机1、承载台2以及控制器10。所述前置输送机1与承载台2对速冻馒头进行整理,使其自动分组,便于后续的塑封包装。其中承载台2末端连接枕式包装机的输送带,枕式包装机的输送带受到控制器10的控制。控制器10采用食品机械通用的工程机。
18.所述前置输送机1至少包括一个上升段11,所述上升段11上方横置挡料板12。挡料板12与前置输送机1的支撑架相连,挡料板12距离前置输送机1的输送带面高度仅比速冻馒头的高度略高。
19.上升段11呈20度左右的角度向斜上方延伸,当速冻馒头在上升段11运输时,正向放置的馒头高度不会触及挡料板12,从而可以顺畅的通过。而反向的馒头则会因为倾斜的原因而高度比正向的馒头高,从而触及到挡料板12,因为上升段11本身为倾斜设置,速冻馒头前方抬高首先触碰到挡料板12,因而随着前置输送机1的输送,反转的速冻馒头会因为挡料板12的阻挡而翻转到正向放置,从而对速冻馒头进行整理,使得倾倒的馒头翻转到正向,完成速冻馒头的正向整理。
20.具体的,所述挡料板12可安装多个,多个所述挡料板12沿上升段11均布,从而可以保证将倒置的冷冻馒头全部理正。
21.所述前置输送机1末段设置水平状态的理料段13,理料段13连接在上升段11后部,对上升段11整理后的馒头继续输送。
22.所述承载台2设置在理料段13的末端,所述承载台2包括前端的固定台3、后端的翻转台4以及底部的承载架5。固定台3宽度不超过一个速冻馒头直径的一半,固定台3作为理料段13与翻转台4之间的连接。所述固定台3前端中部安装与控制器10电连接的筛选电机31,所述筛选电机31的电机轴上安装导料板32,所述导料板32可被筛选电机31控制左右摆
动,从而将理料段13输送而来的速冻馒头导流到翻转台4的两侧分组。所述固定台3后端设置与控制器10电连接的计数传感器,计数传感器具有两个,两个所述计数传感器背向设置,从而对经过的馒头进行计数,当一侧的馒头数量达标后,控制器10控制着筛选电机31将导料板32翻转,将速冻馒头导流到另一侧,从而完成速冻馒头两列的分组。
23.所述翻转台4中部与承载架5之间铰接,所述翻转台4与承载架5之间设置翻转电机40。具体的,所述翻转电机40为电推杆,所述电推杆的末端与承载架5铰接,电推杆的丝杠端部为球头,球头与翻转台4底面铰接,通过电推杆的推动可实现翻转台4向后方倾斜一定角度,从而将速冻馒头倾泻到枕式输送机的输送带上。
24.所述翻转台4上方安装与控制器10电连接的推料气缸41。具体的,所述承载架5侧面延伸安装气缸安装架,所述推料气缸41即通过螺栓安装在气缸安装架的底部。所述推料气缸41的活塞杆端部设置推料板42,当所述翻转台4处于翻转状态时,所述推料气缸41与翻转台4顶面平行设置且所述推料板42与翻转台4顶面相接触。当翻转台4处于水平状态时,推料气缸41的气缸杆处于收缩状态,此时不会对冷冻馒头进入翻转台4的动作造成干涉。
25.具体的,所述翻转台4顶面中部设置隔断条43,隔断条为0.5cm左右,既能保证将冷冻馒头的两列进行间隔,又可以避免对推料气缸41的推料动作造成干扰。进一步的,所述推料板42底部开设与隔断条43相配合的开槽,使得推料板42在将冷冻馒头推落时不会与隔断条43发生干涉。为了保证冷冻馒头能够准确地输送到翻转台4末端,所述翻转台4末端还需要安装挡料片44,所述挡料片44一侧安装在承载架5上。当翻转台4翻转后,挡料片4不会与冷冻馒头的倾倒路线发生干涉。为了保障翻转台4翻转后不会与前面正在输送的馒头发生干涉,所述翻转台4前端的底部安装圆弧形的翻转板45,翻转板45的直径与翻转台4的转动半径一致,从而保证当所述翻转台4翻转时,翻转板45暴露在固定台3末端的上方且紧贴固定台3末端边缘,将可能存在的冷冻馒头进行阻挡,在翻转台4复位后也不会对前置的冷冻馒头进行挤压。
26.具体的,所述前置输送机1前端设置水平状态的承接段14,所述上升段11设置在承接段14末端。承接段14作为冷冻馒头的大规模下料位置。本实施方式中,所述承接段14、上升段11、理料段13为一个整体的带式输送机,带式输送机的两端以及折角处安装传动辊,至少一个传动辊为主动辊,主动辊通过电机利用皮带或者链轮驱动。前置输送机1的电机同样也可受到控制器10的控制。为了保证承接段14与上升段11之间的输送带过度,在前置输送机1底部拐角的上方焊接张紧片,所述张紧片位于输送带上方对输送带的拐角进行限制,使输送带在下方拐角处被限位。张紧片的厚度以及宽度均较小,不会对冷冻馒头的输送造成过大干扰。
27.具体的,所述承接段14前端安装料仓15,所述料仓15底部具有出料口,料仓15的出料口距离承接段14的高度大于一个馒头的直径,可以保证冷冻馒头在料仓15底部的顺畅出料。
28.使用时,只需要将冷冻馒头倾倒入料仓15内,就无须人工的参与了。冷冻馒头在料仓15底部的出料口落下,经过前置输送机1的输送,反面的冷冻馒头在上升段11被阻挡摆正,使得所有的冷冻馒头均处于正向状态。摆正后的冷冻馒头经过理料段13的输送来到固定台3,此时固定台3上的导料板32摆向一侧,将冷冻馒头引导向另一侧的翻转台4暂存,此时后续的冷冻馒头推动前序的冷冻馒头到翻转台4末端被挡料片44阻挡。当该侧的计数传
感器记录到足够的冷冻馒头经过后,控制器10控制筛选电机31带动导料板32摆动向另一侧,将冷冻馒头引导向另一侧的翻转台4,直到另一侧的计数传感器记录到足量的馒头进入到了翻转台4为止。此时控制器10控制前置输送机1降速或者直接停止,并同时控制翻转电机40动作将翻转台4翻转,此时翻转台4末端即将接触枕式输送机的前置输送带,推料气缸41此时得到控制器10的信号而动作,利用推料板42将冷冻馒头推动使其滑落,在冷冻馒头滑落的同时,枕式输送机的前置输送带通过控制器10的控制同步向前移动,使冷冻馒头均匀的降落在枕式输送机的前置输送带上,形成冷冻馒头的自动分组。完成推料后,推料气缸41的气缸杆回缩,翻转台4随后反向翻转到水平位置,继续承接冷冻馒头,等待承接完成后继续将冷冻馒头倾泻到已经向前移动特定距离的枕式输送机前置输送带上。最终冷冻馒头经过枕式包装机完成塑封切割,成为包装好的产品。
29.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。