1.本发明属于叠片机技术领域,具体涉及一种基于机器视觉的叠片机及其片料校准方法和控制方法。
背景技术:
2.半固化片是pcb设计过程中所必需的主要材料之一,它是一种经过处理的玻纤布,浸渍上树脂胶液,再经热处理(预烘)使树脂进入b阶段而制成的薄片材料。在pcb板生产车间中,有一道生产工序是将不同种类的半固化片按照配方堆叠整齐,目前大多采用人工堆叠半固化片的方式进行叠片,工作量大、叠放不整齐、工作效率低,难以与机器同步,不利于后续转运包装,并且长时间的重复劳动容易给工人的健康造成危害。为了解决人工效率低下,排版速度慢的问题,现在许多企业都开始采用机械工艺进行叠片。
3.目前,叠片机相关技术较多,可是直接适用在半固化片上的叠片机技术仍然较少。黄成、朱昌能等人在实用新型专利《垫板转换装置及半固化片自动裁片堆叠系统》中介绍了一种垫板转换装置及半固化片自动裁片堆叠系统,该半固化堆叠装置中缺少校准机构,如果半固化片传送及半固化片吸取中存在误差,容易导致半固化片摆放不整齐,导致堆叠倾斜,使得半固化片堆叠不稳。
4.除直接适用在半固化片上的叠片机技术外,其他行业叠片机技术资料较多。在何林的发明专利《一种锂电池电芯叠片系统》中,锂电池行业中有一道必须工序是将极片堆叠,但是现有叠片机技术在将极片传输过程中容易产生偏移,导致堆叠完成后对齐精度较低,使得产生的电芯较差,难以满足工艺要求;在梁建、梁金培等人的发明专利《一种叠片机》中,通过玻璃叠片机在各片玻璃间加上防护膜纸,但是该装置缺乏精确的对位系统,如果吸取排放不当,容易导致玻璃堆叠倒塌,造成经济损失;在温和东的发明专利《一种叠片机及叠片方法》中,该叠片机通过机构的交叉换位缩短了电芯的下料辅助时间,但该叠片机依旧缺少片料校准机构,使得机构下料不准,导致成品错误率高,容易产生损失。
5.如上所述,现有叠片机系统存在缺少片料校准机构的问题,从而导致半固化片堆叠容易出现堆叠不整齐,容易导致堆叠不整齐,片料倒塌,造成经济损失。
技术实现要素:
6.本发明的目的是针对现有叠片机缺少片料校准机构,导致堆叠不整齐的技术问题,提供一种基于机器视觉的叠片机及其片料校准方法和控制方法,其叠片机设有片料校准子系统,其应用一种基于机器视觉的叠片机的片料校准方法实现堆叠过程中的片料校准,进一步保证片料堆叠整齐,尤其是其可以直接应用于半固化片领域,解决半固化片的堆叠问题。
7.一方面,本发明提供的一种基于机器视觉的叠片机的片料校准方法,其包括以下步骤:
8.步骤1:获取机械手取料机构在视觉对位区域内抓取片料的图像;
9.步骤2:识别步骤1中所述图像的片料区域得到片料区域图像,在进行边缘检测得到片料的边缘图像;
10.步骤3:对边缘图像采用hough变换检测所述边缘图像中最长直线,并基于所述最长直线计算出旋转角度;
11.步骤4:基于所述旋转角度并以步骤1中所述图像的中心点进行旋转得到平面图像;
12.步骤5:将步骤4中得到的平面图像输入至训练好的yolo3网络得到片料目标点坐标;
13.其中,所述yolo3网络是以标准状态下片料图像以及片料定位框四角坐标点进行训练的,所述片料图像为原始抓取图像或者经片料区域识别后的片料区域图像,基于片料定位框四角坐标点可计算出片料目标点坐标;
14.步骤6:利用步骤3中的所述旋转角度、步骤5中所述片料目标点坐标与标准目标点的横纵距离控制所述机械手取料机构的旋转和移动,进而将所述片料叠放至堆叠区;
15.其中,选择目标叠放区中标准状态下任一片料图像的片料目标点作为所述标准目标点。
16.应当理解,目标点优选为中心点,其他可行的方式中,可以设定为其他容易定位的其他位置作为目标点。
17.本发明提供的所述片料校准方法将yolo3网络和hough变换相结合,利用hough变换求解旋转角度(偏转角度),从而对片料图像进行调整,再利用yolo3网络对经过调整的片料图像进行定位得到片料中心点坐标,进而将其与标准中心点进行比较得到片料的横纵偏移,最终基于横纵偏移以及偏转角度进行控制调节,使得机械手取料机构抓取的片料能够精准对齐。应当理解,标准中心点作为标定位置,其视为是满足堆叠要求的片料中心点坐标。
18.其中,针对成品进行第一次堆叠时,需要进行中心坐标校准(初始化),即利用标准图像确定片料目标点坐标。应当理解,初始化也可以利用为标准图像的yolo3网络训练图像。
19.可选地,步骤2中所述片料区域图像的获取过程为将步骤1中所述图像从rgb颜色空间转换到hsv颜色空间,再通过hsv颜色空间过滤获得片料区域。
20.可选地,所述yolo3网络的训练过程为:
21.首先,在堆叠区将片料调整至标准状态,再获取机械手取料机构抓取片料的多幅标准图像;
22.然后,识别标准图像的片料区域得到片料区域图像,再确定片料定位框四角坐标点,即片料四个角坐标;
23.最后,基于多幅片料区域图像或所述多幅标准图像及其对应的片料定位框四角坐标点对yolo3网络进行训练;
24.其中,所述yolo3网络的输入为片料区域图像或原始抓取图像,输出为四角坐标点确定的片料定位框,其中,yolo网络输出为矩形框,但是矩形框也是依据四角坐标点确定的。
25.应当理解,训练过程的训练图像是额外收集的标准图像作为训练图像。
26.第二方面,本发明提供一种基于机器视觉的叠片机,其设有片料校准子系统,所述片料校准子系统中包括设置于堆叠区上方的摄像头、与所述摄像头通信连接的工控机;
27.其中,所述工控机中载入或调用所述片料校准方法的程序,最终控制机械手取料机构的移动和旋转,进而将所述片料叠放至堆叠区。
28.可选地,所述叠片机还至少包括:片料升降台;所述片料升降台包括片料升降区以及成品升降区,所述成品升降区为堆叠区;
29.所述片料升降区和所述成品升降区的升降平台机构均与所述工控机通信连接,所述工控机通过控制升降平台机构以实现片料升降区的自动上升以及成品升降台的自动下降,使得片料升降区上的取料高度与所述成品升降区上的放料高度一致;
30.其中,依据片料类型划分所述片料升降区,每类片料对应一个片料升降区。
31.本发明始终保持取料和放料高度一致,可以使得机械手动作循环一致,大大提升叠片的排版效率。譬如,片料升降区每次取料后上升一个片料高度,成品升降区在每次叠片后下降一个片料高度,即可保证片料升降区上的取料高度与所述成品升降区上的放料高度一致。
32.可选地,所述升降平台机构包括升降台、设置于升降台侧边的导向杆以及伺服升降机构,所述伺服升降机构用于驱动升降台沿着导向杆实现升降;
33.和/或所述片料升降区的升降台上设有倍速链和/或阻挡机构,所述阻挡机构位于升降台上取料区的边界上,用于阻挡料盘;所述倍速链设置在取料区的两侧,通过所述倍速链将放置片料的料盘输送至取料区。
34.和/或所述片料升降区和所述成品升降区的支架上设有超强离子风棒和/或毛刷防带料机构,所述支架承载所述升降平台机构中的升降台。
35.在上述升降平台机构的基础上,本发明对升降台上设有倍速链、阻挡机构、支架上设有超强离子风棒、毛刷防带料机构等并无具体要求,即上述结构可以不同时设置在同一叠片机上。
36.可选地,所述叠片机还至少包括:与工控机连接的取料机械手移动机构以及与所述取料机械手移动机构连接的机械手取料机构,所述取料机械手移动机构驱动所述机械手取料机构实现横向x、纵向y、高度方向z的移动以及r轴的旋转。
37.可选地,所述取料机械手移动机构中设有实现横向运动的伺服驱动机构,其包括伺服电机导轨和伺服电机,所述机械手取料机构所在支架设置在所述伺服电机导轨上,在所述伺服电机导轨和所述伺服电机作用下控制机械手取料机构实现横向移动;
38.和/或所述取料机械手移动机构中设有升降气缸,所述升降气缸设置于所述机械手取料机构所在支架上,并与所述机械手取料机构连接,用以控制所述机械手取料机构实现高度方向z的移动;
39.和/或所述取料机械手移动机构中设有dd马达,所述dd马达设置于所述机械手取料机构所在支架上,并与所述机械手取料机构连接,用以控制所述机械手取料机构实现r轴旋转;
40.和/或所述取料机械手移动机构中设有实现纵向移动的伺服驱动机构,所述纵向移动的伺服驱动机构设置于所述机械手取料机构所在支架上,并与所述机械手取料机构连接,用以控制所述机械手取料机构实现纵向移动。
41.在取料机械手移动机构中,本发明对实现横向运动的伺服驱动机构、升降气缸、dd马达、实现纵向移动的伺服驱动机构是否同时为上述结构并无具体要求,即上述结构可以不同时设置在同一叠片机上,部分功能可以采用其他结构来替代。
42.可选地,所述机械手取料机构至少包括吸嘴、色标传感器和导轨;
43.其中,所述导轨包括存在连接关系的横向导轨和纵向导轨,使得配备吸嘴的纵向导轨可以沿着横向导轨进行横向调整。
44.第三方面,本发明还提供一种基于所述叠片机的控制方法,其包括:
45.根据成品叠加要求获取下一片料信息;
46.根据所述下一片料信息控制机械手取料机构在对应片料升降区的取料区上进行取料,再控制所述片料升降区上升;
47.控制机械手取料机构将抓取的片料堆叠至成品升降区,再控制所述成本升降区下降;其中,使用所述片料校准方法实现精准堆叠,以及控制片料升降区上的取料高度与成品升降区上的放料高度一致;
48.循环上述过程直至完成成品堆叠。
49.可选地,所述方法还包括:若监测到片料升降区上取料区的片料已用完,则发送信号通知rgv小车运输空料盘用于更换料板以及输送料盘输送至取料区。或者如:在一次片料排版即将结束时发送信号通知rgv小车提前运输空料盘用于更换料板,使得叠片机效率进一步提升。
50.有益效果
51.1.本发明提出了一种基于机器视觉的叠片机的片料校准方法,其应用于叠片机,将yolo3网络和hough变换相结合,利用hough变换求解旋转角度(偏转角度),从而对片料图像进行调整,再利用yolo3网络对经过调整的片料图像进行定位得到片料中心点坐标,进而将其与标准中心点进行比较得到片料的横纵偏移,最终基于横纵偏移以及偏转角度进行控制调节,使得机械手取料机构抓取的片料能够精准对齐,有效的解决了现有叠片机系统存在缺少片料校准机构的问题。尤其是该片料校准方法可以应用于各类叠片机中,应用范围广,更是适用于半固化片领域的叠片机。
52.2.本发明提供的叠片机,其借助自动化控制,实现片料升降区的自动上升以及成品升降台的自动下降,使得片料升降区上的取料高度与所述成品升降区上的放料高度一致,使得机械手动作循环一致,大大提升叠片的排版效率。
附图说明
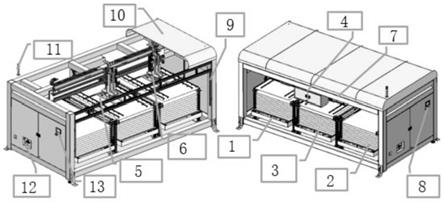
53.图1是本发明提供的叠片机的结构示意图;
54.图2是本发明提供的取料机械手移动机构的结构示意图;
55.图3是本发明提供的取料机械手取料机构的结构示意图;
56.图4是本发明提供的片料升降台的结构示意图;
57.图5是本发明提供的叠片机的控制方法的流程示意图;
58.图6是本发明提供的一种基于机器视觉的叠片机的片料校准方法的流程示意图;
59.图7是canny边缘检测算法流程图;
60.图8是canny边缘检测算法中局部示意图,其中,(a)为所有梯度角离散成四扇区的
示意图;(b)为抑制窗口示意图;
61.图9是hough变换过程示意图;
62.附图标记说明如下:
63.1-a料升降台,2-b料升降台,3-成品升降台,4-电控柜,5-a片取料机械手,6-b片取料机械手,7-ccd相机,8/13-人机界面,9-安全光栅,10-防护罩,11-报警灯,12-气源三联件,14-伺服电机,15-伺服电机导轨,16-升降气缸,17-dd马达,18-柔性防撞机构,19-色标传感器,20-超强离子风棒,21-毛刷防带料机构,22-倍速链,23-阻挡机构,24-伺服电机,25-堆叠区,26-a片取料区,27-b片取料区,28-高度传感器,29-伺服升降机构。
具体实施方式
64.本发明提供的一种基于机器视觉的叠片机,其引入了一种基于机器视觉的叠片机的片料校准方法,用于解决叠片过程的片料校准问题,其可以应用于各类型的片料,下述实施例将以半固化片为例进行说明,应当理解,本发明所述方法及叠片机不局限于此应用。此外,本发明提供的一种基于机器视觉的叠片机,为了自动化控制,设定了一套完整的结构,但是在不脱离本发明构思的基础上,对部分元件、结构进行替换或者删减也是属于本发明的保护范围。
65.下面将结合实施例对本发明做进一步的说明。
66.实施例1:
67.如图1所述,本实施例提供一种基于机器视觉的叠片机,其包括:片料升降台、取料机械手移动机构、机械手取料机构、ccd相机7、防护罩10、气源三联件12、安全光栅9、报警灯11、电控柜4及人机界面8/13。
68.其中,片料升降台包括片料升降区以及成品升降区(成品升降台),每类片料对应一个片料升降区。本实施例中,片料类型包括a类片料(a料半固化片)和b类片料(b料半固化片),因此,对应设置了a料升降区(a料升降台1)和b料升降区(b料升降台2),成品升降台3位于a料升降台1与b料升降台2之间,用于叠放固定配方的a料和b料。
69.a料升降台1、b料升降台2、成品升降台3上均设有与工控机连接的升降平台机构,工控机通过控制升降平台机构以实现片料升降区(a料升降台1、b料升降台2)的自动上升以及成品升降台3的自动下降,即当a片取料区及b片取料区完成一次取料后会进行自动上升,堆叠区25在接受a片取料区26及b片取料区27中任意一个片料后会自动进行下降,使得片料升降区上的取料高度与所述成品升降区上的放料高度一致。如图4所示,本实施例的片料升降台上设有三个升降平台机构,分别对应a料升降台1、b料升降台2、成品升降台3,每个升降平台机构包括升降台、设置于升降台侧边的4个导向杆以及伺服升降机构29,伺服升降机构29用于驱动升降台沿着导向杆实现升降。本实施例中伺服升降机构29为设置在升降台两侧的驱动结构,分别采用伺服电机24+丝杆的结构设计,用于保证升降平台稳升降。
70.如图4所示,本实施例在每个片料升降区(a料升降台1、b料升降台2)、成品升降区的支架侧边均设有超强离子风棒20和毛刷防带料机构21。其中,超强离子风棒20产生大量的带有正负电荷的气团,将片料上所带有的电荷中和掉,以消除静电防止带料。取料时,毛刷防带料机构21再次对片料消除静电,从而配合机械手在吸取片料时防止片料被带料,实现二次防带料保护。
71.本实施例在每个片料升降区(a料升降台1、b料升降台2)的升降台上设有倍速链22和阻挡机构23。当rgv小车运送料盘至升降台,通过倍速链22将料盘逐渐移至取料区,最终通过阻挡机构23停止料盘;其中,来料方向是指当rgv小车所送料盘通过倍速链22进行移动的移动方向。
72.此外,本实施例中片料升降台上还设置了高度传感器28,用于实现高度信息采集。
73.本实施例中,叠片机的取料机械手移动机构与工控机通信连接,且取料机械手移动机构与机械手取料机构连接,用于驱动所述机械手取料机构实现横向x、纵向y、高度方向z的移动以及r轴的旋转。其中,针对a料升降台1、b料升降台2分别设置了位于各自升降台上方的机械手取料机构,即a片取料机械手5、b片取料机械手6分别用于实现在a料升降台1和成品升降台3之间进行取料和放料、在b料升降台2和成品升降台3之间进行取料和放料。
74.如图2所示,取料机械手移动机构包括实现横向运动的伺服驱动机构、升降气缸16、dd马达17、实现纵向移动的伺服驱动机构、机械手防呆感应器。
75.其中,实现横向运动的伺服驱动机构包括伺服电机导轨15和伺服电机导轨15两侧的伺服电机14,机械手取料机构所在支架设置在所述伺服电机导轨15上,在所述伺服电机导轨15和所述伺服电机14作用下控制机械手取料机构实现横向x轴上的移动。如图2所示,本实施例的a片取料机械手5、b片取料机械手6所在支架均设置在所述伺服电机导轨15上。
76.升降气缸16、dd马达17、实现纵向移动的伺服驱动机构均设置在a片取料机械手5、b片取料机械手6所在支架上,因此,a片取料机械手5、b片取料机械手6上均设有升降气缸16、dd马达、实现纵向移动的伺服驱动机构。本实施例中,每个机械手上方装有升降气缸16,使得机械手能在z轴上运动;每个机械手还装有dd马达17,且其上方还装有一伺服电机,用于使机械手进行y轴位移,dd马达17使得机械手能在r轴上运动。且机械手防呆感应设置在a片取料机械手5和b片取料机械手6之间,避免互相碰撞,损耗机械寿命。
77.如图3所示,a片取料机械手5与b片取料机械手6的结构相同,a片取料机械手5和b片取料机械手6包括吸嘴、导轨、设于底部的色标传感器19及柔性防撞机构18,色标传感器19用于感应下方是否存在对应颜色的片料,如果没有则发送缺料信号,柔性防撞感应器18用于检测达到片料或者撞到障碍,以防机械手过度下降导致机器结构损坏。机械手下方设置了存在连接关系的横向导轨和纵向滑轨,本实施例中,设有一对横向导轨,其两端分别设置了一对平行的纵向滑轨,纵向滑轨上挂了吸嘴,由于纵向滑动可以沿着横向导轨横向移动,因此,每侧的两个纵向滑轨之间的吸嘴间距可调;两侧滑轨之间的吸嘴间距也可调,方便调试过程中选取最佳吸附点。其中,通过现有的机器精密控制技术是可以实现纵向滑轨的横向移动,本发明对此不进行具体的限定。此外,本实施例的叠片机上的防护罩10设于整套系统上方和左右两侧,用于防尘和保护;气源三联件12设于系统侧面,用于对气源进行稳压、清洁和润滑;安全光栅9位于前侧防护罩10下方,避免工作人员接近移动机械,避免人员伤亡;报警灯11设于防护罩10角点,用于故障警报;电控柜4设于后侧防护罩10下方,用于控制整套系统的电力供应,本实施例中工控机位于该电控柜4内,实现叠片机的自动化控制;人机界面8/13设于系统侧面,用于人机交互。
78.本实施例的叠片机上的ccd相机7固定于成品升降台3上方横梁,其与工控机连接,用于采集片料图像,并传送给工控机,由工控机内载入的或调用所述片料校准方法的程序来运行,最终控制a片取料机械手5和b片取料机械手6的移动和旋转,进而将a片和b片整齐
叠放在堆叠区25。
79.其中,一种基于机器视觉的叠片机的片料校准方法,其将yolo3网络和hough变换相结合,利用hough变换求解旋转角度(偏转角度),利用yolo3网络获取片料中心点坐标。其中,针对任一成品的片料堆叠,需要先进行初始化设定以及预先的yolo3网络训练。视觉对位系统初始化为:
80.将片料整齐的摆放至成品升降台3,手动调整光源和相机方向,手动控制机械手吸取成品升降台3的片料,以获得最标准的抓取图像。同理,本实施例对yolo3网络训练进行训练之前,可以通过多次拍摄得到多幅最标准的抓取图像作为训练图像。
81.其中,通过人为调整可以保证片料以标准的放入成品升降台,但是在放入前,会让摄像头拍摄标准图像,因此拍摄的标准图像是抓取至成品升降台上方的图像。
82.通过rgb颜色空间到hsv颜色空间转换计算公式计算出标准图像在hsv颜色空间的色彩信息、饱和度和明度,转换计算公式如下式(1)-(3);
83.再根据计算出的色彩信息、饱和度和明度识别料板区域得到片料区域图像;
84.再计算片料的中心点位置。
85.yolo3网络训练过程是将多幅标准图像对应的多幅片料区域图像或多幅标准图像,及其片料四角坐标点对应的片料定位框输入yolo3网络进行训练;其中,yolo3网络的输入数据为片料区域图像或原始抓取图像,输出数据为片料定位框,进一步基于片料定位框可以确定四角坐标点,进而确定片料中心点。
86.本实施例中,考虑到抓取片料时并非一定标准,光线照射会引起图像饱和度和明亮有所增加和减少,根据下述hsv颜色空间表,在所得的饱和度和明亮范围上下量程分别扩大5,以保证之后滤波效果。以板料为黄色为例,可知色彩信息h为26到34之间,饱和值s在100至255之间,明亮度v在100至255之间,在饱和度和明亮范围上下量程分别扩大5,再根据实际计算出的色彩信息、饱和度和明度可以有效识别出黄色的料板区域。
[0087][0088][0089]
[0090]
式中,r、g、b为获取的抓取彩色图像进行分解后的r通道、g通道和b通道的图像,h为色彩信息,s为饱和度,v为明亮范围。
[0091]
hsv颜色空间表:
[0092][0093]
基于上述训练好的yolo3网络输出平面的片料图像对应的片料定位框,再基于四角坐标点计算出片料中心点坐标。如图6所示,一种基于机器视觉的叠片机的片料校准方法,其包括以下步骤:
[0094]
步骤1:获取机械手取料机构在视觉对位区域内抓取片料的图像。其中,第一次堆叠时需要进行上述初始化操作。
[0095]
步骤2:识别步骤1中所述图像的片料区域得到片料区域图像,在进行边缘检测得到片料的边缘图像;
[0096]
如抓取a片至视觉对位区域,通过ccd相机7获取片料图像,拷贝图像,对拷贝图像按照上述公式(1)-(3)进行hsv颜色空间转换,再结合hsv颜色空间表及标准抓取料板图像,进行hsv滤波得到片料区域。
[0097]
本实施例中,对片料区域图像采用canny边缘检测算法,获取片料的边缘图像;其中,如图7所示,canny边缘检测算法的实现过程简述如下:
[0098]
步骤2.1,利用高斯滤波器平滑检测边缘图像;
[0099]
其中,高斯滤波核如式(4),具体滤波过程如式(5),g(x,y)为平滑后的图像,f(x,y)为平滑前的图像,σ为高斯滤波器参数,σ越大,作用范围越大,图像越模糊,其中*代表卷积计算,x,y为像素坐标:
[0100][0101]
g(x,y)=h(x,y,σ)*f(x,y)
ꢀꢀ
(5)
[0102]
步骤2.2,采用一阶偏导的有限差分来计算图像梯度的幅值和方向;
[0103]
其中,利用两个差分卷积算子对图像g(x,y)进行卷积,可得到图像x和y两个的偏导阵列f
′
x
(x,y)与f
′y(x,y),其中:
[0104]f′
x
(x,y)=[f(x+1,y)-f(x,y)+f(x+1,y+1)-f(x,y+1)]/2
ꢀꢀ
(6)
[0105]f′y(x,y)=[f(x,y+1)-f(x,y)+f(x+1,y+1)-f(x+1,y)]/2
ꢀꢀ
(7)
[0106]
图像边缘角度和边缘方向即可用m和θ表示:
[0107]
[0108]
θ[x,y]=arctan(f
′
x
(x,y)/f
′
x
(x,y))
ꢀꢀ
(9)
[0109]
步骤2.3,对梯度幅值进行非极大值抑制,所有梯度角离散成四扇区,如图8的(a)所示,再利用3
×
3的窗口做抑制运算,抑制窗口如图8的(b)所示。譬如,当通过步骤3.2知道某点边缘方向为75度,处在范围2内,则比较该像素点和2与6之间的最大值,如果是,则该点是边缘点,如果不是则不是边缘点。
[0110]
步骤2.4,最后用双阈值算法检测和连接边缘。
[0111]
步骤3:对边缘图像采用hough变换检测所述边缘图像中最长直线,并基于所述最长直线计算出旋转角度。
[0112]
其中,hough变换过程如图9所示。空间每一个点都有n条直线穿过该点,所有过该点的直线参数均满足方程xcosθ+ysinθ=p,其中,θ表示直线的法向角,p表示原点到直线的距离。此方程在参数空间中为一条三角函数曲线,如果图像空间中这些点在一条直线上,则在参数空间中三角函数也会交于同一点,这样就将直线检测问题变换成了求曲线公共点的问题了。从而找到直线方程共有最多的作为最长直线,再利用上述公式可以计算出片料的偏转角度。
[0113]
步骤4:基于所述旋转角度并以步骤1中所述图像的中心点进行旋转得到平面图像。其中,选择原始图像进行旋转是考虑到后续进行了拷贝、hsv空间转换,直线检测等操作,会改变原有图像。
[0114]
其中,旋转后采取原图像大小,空余空间补充白色。
[0115]
步骤5:将步骤4中得到的平面图像输入至训练好的yolo3网络得到片料目标点坐标。
[0116]
步骤6:利用步骤5中所述片料目标点坐标与标准目标点的横纵距离、步骤3中的所述旋转角度控制所述机械手取料机构的移动和旋转,进而将所述片料叠放至堆叠区。
[0117]
其中,控制机械手沿r轴旋转θ角度(旋转角度),再控制机械手沿着x轴方向偏移x距离(片料目标点坐标与标准目标点的横向距离x),沿着y轴方向偏移y距离(片料目标点坐标与标准目标点的纵向距离y)。应当理解,所计算出的横纵距离存在正负之分,对应于控制机械手的偏移方向。
[0118]
基于上述叠片机以及片料校准方法,本发明还提供一种基于所述叠片机的控制方法,如下:
[0119]
根据成品叠加要求获取下一片料信息;
[0120]
根据所述下一片料信息控制机械手取料机构在对应片料升降区的取料区上进行取料,再控制所述片料升降区上升;
[0121]
控制机械手取料机构将抓取的片料堆叠至成品升降区,再控制所述成本升降区下降;其中,使用所述片料校准方法实现精准堆叠,以及控制片料升降区上的取料高度与成品升降区上的放料高度一致;
[0122]
循环上述过程直至完成成品堆叠。
[0123]
如图5所示为本实施例中a片以及b片的取料流程。具体的,如a片取料过程视为:a片取料:检测a料升降台1是否有料,有料则进行抓取堆叠,无料则触发a料送料信号,a片取料机械手5取料并搬运至成品升降台3,控制a料升降台1上升以及成品升降台3下降;a片取料机械手5返回取a片并等待;成品升降台3检测是否堆满,堆满则更换料板。
[0124]
其中,若是出现片料用完,则发送信号通知rgv小车运输空料盘用于更换料板以及输送料盘输送至取料区。
[0125]
应当理解,本发明提供的一种基于机器视觉的叠片机的片料校准方法也可以应用于其他类型的片料材料上,本发明提供的叠片机的部分结构可以选择现有结构替代或者减去部分结构,丢失部分功能。在不脱离本发明构思的基础上,对本发明提出的叠片机的结构以及片料校准方法和控制方法的适应性调整均视为落入本发明的保护范围。
[0126]
需要强调的是,本发明所述的实例是说明性的,而不是限定性的,因此本发明不限于具体实施方式中所述的实例,凡是由本领域技术人员根据本发明的技术方案得出的其他实施方式,不脱离本发明宗旨和范围的,不论是修改还是替换,同样属于本发明的保护范围。