1.本技术涉及半导体元器件检测领域,尤其是涉及一种取放料机构。
背景技术:
2.当半导体元器件核心或集成电路等从晶圆上刻蚀出来并切割成为独立的晶粒以后,需要对半导体元器件进行转运与封装。在集成电路封装阶段,将一个或数个晶粒与半导体封装、组装或灌封为一体。半导体封装为晶粒提供一定的冲击保护,为晶粒提供与外部电路连接的引脚或触点。将半导体元器件从蓝膜盘转运到碗杯或其他位置进行封装的过程中,需要使用取放料机构对半导体元器件进行转运。
3.相关技术手段中,取放料装置包括用于吸附半导体元器件的焊头,取放料装置的焊头往往需要能够在xy平面上平行移动、围绕θ轴中心转动以及在z轴上运动,以对半导体元器件进行吸取与转运。其中,取放料机构在xy平面内运动通过一组xy直线导轨马达进行控制。取放料机构的焊头通过一组凸轮运动机构以及碳纤杆控制,从而实现z轴的运动,焊头以及凸轮运动机构通过抱紧在θ轴旋转马达的输出轴上,以实现焊头能够围绕θ中心转动的同时能够在z轴运动,从而实现焊头对半导体元器件进行取放动作。
4.针对上述技术手段,凸轮运动机构由于本身的体积较大,θ轴旋转马达同时驱动凸轮运动机构以及焊头,凸轮运动机构以及焊头组合的惯性较大,从而导致θ轴旋转马达的运动精度不高,特别是对吸取精度和速度要求高的时候表现更加明显。
技术实现要素:
5.为了提高取放料装置的运动精度,本技术提供一种取放料机构。
6.本技术提供的一种取放料机构,采用如下的技术方案:
7.一种取放料机构,包括用于转运半导体元器件的焊头,该取放料机构还包括:
8.马达安装座;
9.θ轴转动组件,用于控制所述焊头围绕θ轴中心转动,所述θ轴转动组件安装于所述马达安装座,所述θ轴转动组件包括θ轴转动马达,所述θ轴转动马达具有输出轴,所述输出轴同轴固定有抱紧件;
10.z轴运动组件,用于控制所述焊头在z轴方向往复运动,所述z轴运动组件具有线圈柱以及永磁安装座,所述线圈柱控制所述永磁安装座在所述线圈柱上滑移运动,所述线圈柱与所述抱紧件固定连接,所述焊头安装于所述永磁安装座。
11.通过采用上述技术方案,线圈柱能够控制永磁安装座在线圈柱上直接进行直线运动,z轴运动组件通过线圈柱固定安装于θ轴转动组件的抱紧件上,θ轴转动组件安装于马达安装座上,整个取放料机构通过马达安装座进行固定,整个取放料机构通过θ轴转动组件控制焊头围绕θ轴转动,整个取放料机构通过z轴运动组件控制焊头在z轴方向运动,从而实现焊头对半导体元器件进行快速的取放动作,在整个取放料机构中不需要皮带、齿轮以及凸轮等中间传动机构,减轻了θ轴转动马达的负载,简化了取放料机构的结构,大大降低了能
量损耗,节约了成本,并极大地提高了取放料机构的响应速度和控制精度,特别是对吸取精度和速度要求高的时候,改善效果表现更加明显。
12.可选的,所述抱紧件包括抱紧安装座以及支撑块,所述支撑块与所述抱紧安装座可拆卸连接,所述抱紧安装座靠近所述θ轴转动马达所在的一侧具有安装部,所述安装部与所述支撑块之间具有安装空间,所述永磁安装座位于所述安装空间内,所述安装部具有第一安装孔,所述支撑块靠近所述安装部所在的一侧具有第二安装孔,所述第一安装孔的中心轴线、所述第二安装孔的中心轴线以及所述输出轴的中心轴线位于同一条直线上,所述线圈柱的一端安装于所述第一安装孔,所述线圈柱的另一端安装于所述第二安装孔。
13.通过采用上述技术方案,线圈柱的一端安装于第一安装孔,线圈柱的另一端安装于第二安装孔,且第一安装孔的中心轴线、第二安装孔的中心轴线以及输出轴的中心轴线位于同一条直线上,从而保证在线圈柱上滑移的永磁安装座具有精准的z轴运动方向,改善永磁安装座的运动稳定性。支撑块与抱紧安装座可拆卸连接,可以降低抱紧安装座的重量,支撑块能够根据需要,将支撑块设计的更小,从而降低θ轴转动马达的负载,降低θ轴转动马达了能量损耗,进一步提高了取放料机构的响应速度和控制精度。
14.可选的,所述抱紧件还包括压紧块,所述压紧块与所述安装部可拆卸连接,所述安装部设置有主抱紧槽,所述压紧块靠近所述安装部所在的一侧设置有副抱紧槽,所述主抱紧槽与所述副抱紧槽围合形成抱紧空间,所述θ轴转动马达的所述输出轴位于所述抱紧空间,所述压紧块的所述副抱紧槽将所述输出轴压紧于所述安装部的主抱紧槽内。
15.通过采用上述技术方案,压紧块将输出轴压紧于安装部,且压紧块与安装部可拆卸连接,能够先将z轴运动组件与抱紧件组装完成后,再将抱紧件安装于输出轴上,以使得z轴运动组件的安装与维护更加简单。
16.可选的,所述抱紧安装座设置有导向滑轨,所述导向滑轨的长度方向与所述永磁安装座的运动方向相同,所述永磁安装座靠近所述导向滑轨所在的一侧设置有导向滑块,所述导向滑块与所述导向滑轨滑移配合。
17.通过采用上述技术方案,安装于永磁安装座上的导向滑块与安装于抱紧安装座上的导向滑轨滑移配合,且导向滑轨的长度方向与永磁安装座的运动方向相同,以使得导向滑轨能够对永磁安装座的运动起到辅助导向的作用,同时导向滑块与导向滑轨滑移配合能够减轻线圈柱的负载,以使得永磁安装座与线圈柱之间的运动更加稳定,运动精度更高。
18.可选的,所述导向滑轨设置为两组,两组所述导向滑轨平行设置,两组所述导向滑轨的长度方向与所述永磁安装座的运动方向均相同,所述导向滑块也设置为两组,两组所述导向滑块与两组所述导向滑轨一一对应。
19.通过采用上述技术方案,两组导向滑块与两组导向滑轨一一对应,以使得导向滑轨对永磁安装座的运动起到辅助导向的作用的同时,两组导向滑轨能够相互补偿对方的滑动误差,从而进一步提高永磁安装座与线圈柱之间的稳定性以及运动精度。
20.可选的,所述抱紧安装座具有两个滑轨安装座,所述滑轨安装座的长度方向与所述永磁安装座的运动方向相同,所述永磁安装座位于两个所述滑轨安装座之间,所述永磁安装座与每一个所述滑轨安装座之间均安装有交叉滚子导轨。
21.通过采用上述技术方案,永磁安装座位于两个滑轨安装座之间,永磁安装座与每一个滑轨安装座之间均安装有交叉滚子导轨,两组交叉滚子导轨从永磁安装座相对的两个
侧面对永磁安装座的运动起到辅助导向的作用,相比在永磁安装座的同一侧面安装导向滑块以及导向滑轨,在永磁安装座的相对的两个侧面安装两组交叉滚子导轨,两组交叉滚子导轨具有更长的导向力臂,从而能够更加稳定地对永磁安装座的运动做精准导向。
22.可选的,所述滑轨安装座设置有调节孔,所述调节孔内设置有用于调节交叉滚子导轨的调节顶丝。
23.通过采用上述技术方案,调节顶丝能够调节交叉滚子导轨的滑动间隙,以使得交叉滚子导轨运动稳定性更好,提高交叉滚子导轨的直线运动精度。
24.可选的,其特征在于,所述焊头内部呈空心设置,所述焊头设置有多个用于减轻所述焊头重量的减重孔。
25.通过采用上述技术方案,空心设置的焊头内部结构以及在焊头上设置多个减重孔能够减轻焊头的整体质量,降低焊头的运动惯性,减轻θ轴转动马达的负载,从而提高取放料机构的响应速度和控制精度。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.整个取放料机构中不需要皮带、齿轮以及凸轮等中间传动机构,减轻了θ轴转动马达的负载,简化了取放料机构的结构,大大降低了能量损耗,节约了成本,并极大地提高了取放料机构的响应速度和控制精度,特别是对吸取精度和速度要求高的时候,改善效果表现更加明显;
28.2.线圈柱的一端安装于第一安装孔,线圈柱的另一端安装于第二安装孔,保证在线圈柱上滑移的永磁安装座具有精准的z轴运动方向,改善永磁安装座的运动稳定性;
29.3.支撑块与抱紧安装座可拆卸连接,可以降低抱紧安装座的重量,支撑块能够根据需要,将支撑块设计的更小,从而降低θ轴转动马达的负载,降低θ轴转动马达了能量损耗,进一步提高了取放料机构的响应速度和控制精度;
30.4.两组交叉滚子导轨从永磁安装座相对的两个侧面对永磁安装座的运动起到辅助导向的作用,在永磁安装座的相对的两个侧面安装两组交叉滚子导轨,两组交叉滚子导轨具有更长的导向力臂,从而能够更加稳定地对永磁安装座的运动做精准导向。
附图说明
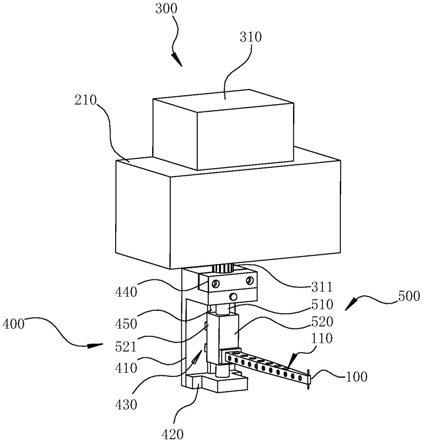
31.图1是本技术实施例中取放料机构的整体机构示意图;
32.图2是本技术实施例中z轴运动组件的装配结构示意图;
33.图3是本技术实施例中抱紧安装座的结构示意图;
34.图4是本技术方案其他实施例中抱紧安装座的结构示意图。
35.附图标记说明:
36.100、焊头;110、减重孔;210、马达安装座;300、θ轴转动组件;310、θ轴转动马达;311、输出轴;400、抱紧件;410、抱紧安装座;411、安装部;4111、第一安装孔;4112、主抱紧槽;412、滑轨安装座;4121、调节孔;4122、调节顶丝;413、交叉滚子导轨;420、支撑块;421、第二安装孔;430、安装空间;440、压紧块;441、副抱紧槽;450、导向滑轨;500、z轴运动组件;510、线圈柱;520、永磁安装座;521、导向滑块。
具体实施方式
37.以下结合附图1-4对本技术作进一步详细说明。
38.本技术实施例公开一种取放料机构。
39.参照图1,一种取放料机构,包括马达安装座210、θ轴转动组件300、抱紧件400、z轴运动组件500以及焊头100。整个取放料机构通过马达安装座210进行固定。θ轴转动组件300安装于马达安装座210上,θ轴转动组件300包括θ轴转动马达310,θ轴转动马达310具有输出轴311,抱紧件400同轴固定于θ轴转动马达310的输出轴311上。
40.参照图2,z轴运动组件500具有线圈柱510以及永磁安装座520,在本实施例中,z轴运动组件500可以为音圈马达,在一些其他实施例中,z轴运动组件500可以为任意一种直线马达、音圈马达或棒状马达等,θ轴转动马达310可以为任意一种能够驱使抱紧件400进行直接转动的伺服马达、dd马达或中空马达等,凡是依靠本技术的结构、形状或者原理所做的任何等效变化,均应涵盖于本技术的保护范围之内。通过控制流过线圈柱510的电流方向,从而使得线圈柱510控制永磁安装座520在线圈柱510上按照取放料需要进行往复滑移运动,永磁安装座520的侧面通过螺栓可拆卸连接有焊头100,焊头100用于吸取并转运半导体元器件。
41.参照图2,抱紧件400包括抱紧安装座410、支撑块420以及压紧块440,支撑块420以及压紧块440均与抱紧安装座410可拆卸连接。抱紧安装座410靠近θ轴转动马达310所在的一侧具有安装部411,安装部411设置有主抱紧槽4112,主抱紧槽4112大体呈半圆柱形设置。压紧块440靠近安装部411所在的一侧设置有副抱紧槽441,同样地,副抱紧槽441也大体呈半圆柱形设置。主抱紧槽4112与副抱紧槽441围合形成抱紧空间,θ轴转动马达310的输出轴311位于抱紧空间。
42.参照图2,为了提高输出轴311与抱紧件400之间的同轴固定的稳定性,在输出轴311上设置有滚花槽,从而增加输出轴311外周面的摩擦因数,提高输出轴311与抱紧件400之间的摩擦力。在输出轴311、压紧块440以及安装部411上均设置有键槽(图中未示出),键槽内安装有同轴键(图中未示出),压紧块440的副抱紧槽441将输出轴311压紧于安装部411的主抱紧槽4112内,以使得有同轴键被压紧在键槽内。
43.参照图2,安装部411与支撑块420之间具有安装空间430,永磁安装座520位于安装空间430内。安装部411具有第一安装孔4111,支撑块420靠近安装部411所在的一侧具有第二安装孔421,第一安装孔4111的中心轴线、第二安装孔421的中心轴线以及输出轴311的中心轴线位于同一条直线上,线圈柱510的一端安装于第一安装孔4111,线圈柱510的另一端安装于第二安装孔421,从而保证在线圈柱510上滑移的永磁安装座520具有精准的z轴运动方向,改善永磁安装座520的运动稳定性。安装部411上还设置有顶紧孔,顶紧孔内设置有顶紧螺栓,顶紧螺栓与顶紧孔螺纹连接,通过转动顶紧螺栓,能够将线圈柱510顶紧在第一安装孔4111内,从而对线圈柱510起到辅助固定的作用。
44.参照图2,综上所述,整个取放料机构通过马达安装座210进行固定,整个取放料机构通过θ轴转动组件300控制焊头100围绕θ轴转动,整个取放料机构通过z轴运动组件500控制焊头100在z轴方向运动,从而实现焊头100对半导体元器件进行快速的取放动作,在整个取放料机构中不需要皮带、齿轮以及凸轮等中间传动机构,减轻了θ轴转动马达310的负载,简化了取放料机构的结构,大大降低了能量损耗,节约了成本,并极大地提高了取放料机构
的响应速度和控制精度,特别是对吸取精度和速度要求高的时候,改善效果表现更加明显。
45.参照图2,为了能够减轻线圈柱510的负载,以使得永磁安装座520与线圈柱510之间的运动更加稳定,在抱紧安装座410设置有导向滑轨450,其中,导向滑轨450的长度方向与永磁安装座520的运动方向相同。相应地,在永磁安装座520靠近导向滑轨450所在的一侧设置有导向滑块521,导向滑块521与导向滑轨450滑移配合,以使得导向滑轨450能够对永磁安装座520的运动起到辅助导向的作用,从而提高永磁安装座520与线圈柱510之间的运动稳定性以及运动精度。
46.在一些其他实施例中,参照图3,为了进一步提高提高永磁安装座520与线圈柱510之间的稳定性以及运动精度,抱紧安装座410设置有两组导向滑轨450,两组导向滑轨450平行设置,且两组导向滑轨450的长度方向与永磁安装座520的运动方向均相同。相应地,永磁安装座520上安装的导向滑块521也设置为两组,两组导向滑块521与两组导向滑轨450一一对应,以使得导向滑轨450对永磁安装座520的运动起到辅助导向的作用的同时,两组导向滑轨450能够相互补偿对方的滑动误差。
47.在一些其他实施例中,参照图4,抱紧安装座410具有两个滑轨安装座412,滑轨安装座412的长度方向与永磁安装座520的运动方向相同,两个滑轨安装座412之间具有滑动空间,永磁安装座520位于滑动空间内,永磁安装座520的两侧均安装有交叉滚子导轨413,交叉滚子导轨413安装于永磁安装座520和两个滑轨安装座412之间。滑轨安装座412设置有调节孔4121,调节孔4121内设置有用于调节交叉滚子导轨413的调节顶丝4122。两组交叉滚子导轨413从永磁安装座520相对的两个侧面对永磁安装座520的运动起到辅助导向的作用,两组交叉滚子导轨413具有更长的导向力臂,从而能够更加稳定地对永磁安装座520的运动做精准导向。
48.参照图2,焊头100内部呈空心设置,焊头100设置有多个用于减轻焊头100重量的减重孔110,内部结构空心设置的焊头100减重孔110能够减轻焊头100的整体质量,降低焊头100的运动惯性,减轻θ轴转动马达310的负载,从而提高取放料机构的响应速度和控制精度。
49.本技术实施例的实施原理为:通过使用音圈马达驱动焊头100在z轴上运动,线圈柱510能够控制永磁安装座520在线圈柱510上直接进行直线运动,z轴运动组件500通过线圈柱510固定安装于θ轴转动组件300的抱紧件400上,θ轴转动组件300安装于马达安装座210上,整个取放料机构通过马达安装座210进行固定,通过θ轴转动组件300控制焊头100围绕θ轴转动,通过z轴运动组件500控制焊头100在z轴方向运动,从而实现焊头100对半导体元器件进行快速的取放动作。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围。其中,相同的零部件用相同的附图标记表示。需要说明的是,上面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。