1.本实用新型涉及供料设备领域,尤其涉及一种圆盘式电容器自动供料机。
背景技术:
2.现有技术中,电容器老化设备的供料是通过振动送料装置实现的,将多个电容器同时放置在振动送料装置上,通过振动送料装置的振动作用,带动电容器移动,实现供料。然而,直接通过振动送料装置进行送料,由于振动送料装置上的电容器的数量较多,且其输送长度较长,容易出现电容器堆积,进料间断的问题,降低进料速度;另一方面,现有的振动送料装置无法兼容多种不同规格尺寸的电容器产品,导致其实用性较低,无法满足多种生产需求。
3.因此,现有技术存在缺陷,需要改进。
技术实现要素:
4.本实用新型的目的是克服现有技术的不足,提供一种圆盘式电容器自动供料机,解决现有技术中,振动送料装置给电容器老化设备供料时,容易发生电容器堆积、进料间断,降低进料速度的问题;同时解决振动送料装置无法兼容多种尺寸规格的电容器的问题。
5.本实用新型的技术方案如下:一种圆盘式电容器自动供料机,包括:机架、安装在所述机架上的进料组件和直振送料组件、设置在所述进料组件与直振送料组件之间的分料组件、缺料感应器,所述进料组件用于将电容器输送至所述分料组件上;所述分料组件包括:第一旋转驱动装置、与所述第一旋转驱动装置输出端连接的分料圆盘、设置在所述分料圆盘上的分料挡片。本实用新型中的一种圆盘式电容器自动供料机的具体作用过程为:将多个电容器放置在进料组件上,当缺料感应器感应到分料组件上缺料时,启动进料组件,进料组件驱动电容器向靠近分料组件一侧移动,将电容器输送至分料圆盘上,实现分料圆盘上的补料过程,完成补料后,在第一旋转驱动装置的作用下,带动分料圆盘旋转,分料圆盘上的电容器随着分料圆盘一起旋转,分料圆盘上的分料挡片可将多个电容器分隔开,防止电容器过于密集,影响进料速度,同时在分料圆盘旋转的作用下,保证电容器以单个连续的方式快速进入至直振送料组件上,进一步通过直振送料组件的振动作用,将电容器有序地输送至指定工序上,完成电容器的进料过程。
6.进一步地,所述进料组件包括:设置在所述机架上的固定架、安装在所述固定架上的物料托盘、移动驱动组件、设置在所述物料托盘上侧的推条,所述缺料感应器安装在所述固定架上,所述移动驱动组件用于驱动所述推条向靠近或远离所述分料组件一侧移动。
7.进一步地,所述移动驱动组件包括:第二旋转驱动装置、与所述第二旋转驱动装置输出端连接的第一同步轮、第二同步轮、套在所述第一同步轮和第二同步轮上的第一同步带、传动轴、分别连接于所述传动轴两端的两同步传动组件、设置在所述固定架上的导轨、设置在所述导轨上的滑块,所述第二同步轮套在所述传动轴上,所述滑块上设置有一连接板,所述连接板套在所述同步传动组件上,所述推条与所述连接板连接。
8.进一步地,所述同步传动组件包括:与所述传动轴连接的第三同步轮、第四同步轮、套在所述第三同步轮和第四同步轮上的第二同步带,所述连接板套在所述第二同步带上。
9.进一步地,所述直振送料组件包括:直振送料器、设置在所述直振送料器上的导料板,所述导料板上设置有料槽;所述导料板的外侧设置有第一导向块、第二导向块,所述第一导向块与所述第二导向块围成导向槽,所述导向槽与所述料槽相连通。
10.进一步地,所述分料组件还包括:第一齿轮、与所述第一齿轮啮合连接的第二齿轮、转轴,所述第一齿轮套在所述第一旋转驱动装置的输出端上,所述第二齿轮、分料圆盘均套在所述转轴上。
11.进一步地,所述物料托盘与所述分料圆盘之间设置有限位导向板。
12.进一步地,所述缺料感应器为对位开关。
13.进一步地,所述物料托盘的外侧还设置有托盘护栏。
14.优选地,所述第一旋转驱动装置、第二旋转驱动装置均为伺服电机。
15.采用上述方案,本实用新型提供一种圆盘式电容器自动供料机,具有以下有益效果:
16.1、通过进料组件、分料组件、直振送料组件相配合,实现电容器的单个连续进料,可有效提高电容器的进料速度,从而提高生产效率;
17.2、可适用于各个型号尺寸的电容器的进料,兼容性强,可满足不同的生产需求;
18.3、结构简单、紧凑,实用性强。
附图说明
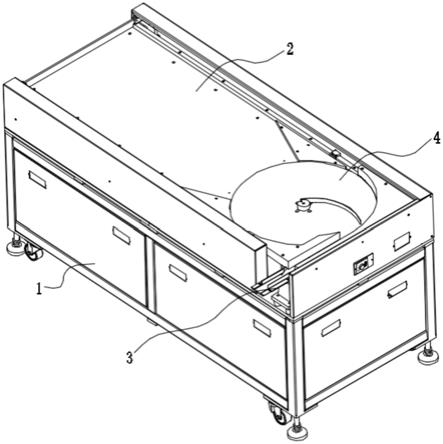
19.图1为本实用新型的结构示意图;
20.图2为本实用新型的进料组件、直振送料组件、分料组件的结构示意图;
21.图3为本实用新型的分料组件的结构示意图;
22.图4为本实用新型的进料组件去掉物料托盘、托盘护栏后的结构示意图;
23.图5为本实用新型的直振送料组件的结构示意图。
24.其中:机架1、进料组件2、固定架20、物料托盘21、移动驱动组件22、第二旋转驱动装置220、第一同步轮221、第二同步轮222、第一同步带223、传动轴224、导轨225、滑块226、第三同步轮227、第四同步轮228、第二同步带229、推条23、连接板24、托盘护栏25、直振送料组件3、直振送料器30、导料板31、料槽32、第一导向块33、第二导向块34、导向槽35、分料组件4、第一旋转驱动装置40、分料圆盘41、分料挡片42、第一齿轮43、第二齿轮44、转轴45、缺料感应器5、限位导向板6。
具体实施方式
25.以下结合附图和具体实施例,对本实用新型进行详细说明。
26.请参照图1-图5,本实用新型提供一种圆盘式电容器自动供料机,包括:机架1、安装在所述机架1上的进料组件2和直振送料组件3、设置在所述进料组件2与直振送料组件3之间的分料组件4、缺料感应器5,所述进料组件2用于将电容器输送至所述分料组件4上;所述分料组件4包括:第一旋转驱动装置40、与所述第一旋转驱动装置40输出端连接的分料圆
盘41、设置在所述分料圆盘41上的分料挡片42,所述分料挡片42为圆弧形,且其弧度大小可根据实际生产需求进行调整,以满足不同的生产需求;所述分料组件4用于带动放置在分料圆盘41上的电容器转动,并将电容器以单个连续地方式输送至直振送料组件3上;所述直振送料组件3用于将电容器输送至相应生产工位上;具体地,在本实施例中,所述缺料感应器5为对位开关,且型号为e3z-b61,所述第一旋转驱动装置40为伺服电机。具体地,本实用新型中的一种圆盘式电容器自动供料机的具体作用过程为:将多个电容器放置在进料组件2上,当缺料感应器5感应到分料组件4上缺料时,启动进料组件2,进料组件2驱动电容器向靠近分料组件4一侧移动,将电容器输送至分料圆盘41上,实现分料圆盘41上的补料过程,完成补料后,在第一旋转驱动装置40的作用下,带动分料圆盘41旋转,分料圆盘41上的电容器随着分料圆盘41一起旋转,分料圆盘41上的分料挡片42可将多个电容器分隔开,防止电容器过于密集,影响进料速度,同时在分料圆盘41旋转的作用下,保证电容器以单个连续的方式快速进入至直振送料组件3上,进一步通过直振送料组件3的振动作用,将电容器有序地输送至指定工序上,完成电容器的进料过程;本实用新型中的一种圆盘式电容器自动供料机通过进料组件2、分料组件4、直振送料组件3相配合,实现电容器的单个连续进料,可有效提高电容器的进料速度,从而提高生产效率;另一方面,本实用新型可适用于各个型号尺寸的电容器的进料,兼容性强,可满足不同的生产需求,实用性强。
27.具体地,在本实施例中,所述进料组件2包括:设置在所述机架1上的固定架20、安装在所述固定架20上的物料托盘21、移动驱动组件22、设置在所述物料托盘21上侧的推条23、设置在所述物料托盘21外侧的托盘护栏25,所述缺料感应器5安装在所述固定架20上,所述移动驱动组件22用于驱动所述推条23向靠近或远离所述分料组件4一侧移动,物料托盘21用于放置电容器;所述移动驱动组件22包括:第二旋转驱动装置220、与所述第二旋转驱动装置220输出端连接的第一同步轮221、第二同步轮222、套在所述第一同步轮221和第二同步轮222上的第一同步带223、传动轴224、分别连接于所述传动轴224两端的两同步传动组件、设置在所述固定架20上的导轨225、设置在所述导轨225上的滑块226,所述第二同步轮222套在所述传动轴224上,所述滑块226上设置有一连接板24,所述连接板24套在所述同步传动组件上,所述推条23与所述连接板24连接;所述同步传动组件包括:与所述传动轴224连接的第三同步轮227、第四同步轮228、套在所述第三同步轮227和第四同步轮228上的第二同步带229,所述连接板24套在所述第二同步带229上;具体地,在本实施例中所述第二旋转驱动装置220为伺服电机。所述进料组件2的作用过程为:当缺料感应器5感应到分料圆盘41上缺料时,启动第二旋转驱动装置220、带动第一同步轮221、第二同步轮222、第一同步带223旋转,进一步带动传动轴224转动,在传动轴224的传动作用下,带动第三同步轮227、第四同步轮228、第二同步带229转动,使得滑块226在滑轨上移动,带动推条23向靠近分料组件4一侧移动,在推条23的作用下,推动物料托盘21上的电容器向分料组件4上移动,从而将电容器输送至分料组件4上。
28.具体地,在本实施例中,所述直振送料组件3包括:直振送料器30、设置在所述直振送料器30上的导料板31,所述导料板31上设置有料槽32;所述导料板31的外侧设置有第一导向块33、第二导向块34,所述第一导向块33与所述第二导向块34围成导向槽35,所述导向槽35与所述料槽32相连通;具体地,在本实施例中,所述直振送料器30为190#直线送料器,且所述直振送料器30的型号为hd-190#pz。第一导向块33设置在导料板31与分料圆盘41之
间,且第一导向块33的一端伸入至分料圆盘41上,第二导向块34与分料圆盘41接触,分料圆盘41旋转至第一导向块33一侧时,在第一导向块33的作用下,使得一部分电容器逐个进入至导向槽35内,另一部分则进一步随着分料圆盘41转动,第一导向块33、第二导向块34可起到分流的作用。
29.具体地,在本实施例中,所述分料组件4还包括:第一齿轮43、与所述第一齿轮43啮合连接的第二齿轮44、转轴45,所述第一齿轮43套在所述第一旋转驱动装置40的输出端上,所述第二齿轮44、分料圆盘41均套在所述转轴45上;设置第一齿轮43、第二齿轮44、转轴45,使得第一旋转驱动装置40驱动分料圆盘41旋转时,稳定性更高。
30.具体地,在本实施例中,所述物料托盘21与所述分料圆盘41之间设置有限位导向板6,限位导向板6所在水平面高于物料托盘21、分料圆盘41所在平面,物料托盘21的一端与分料圆盘41接触,限位导向板6则同时与物料托盘21、分料圆盘41接触;在物料托盘21的一端设置限位导向板6的目的是为了减小进料组件2的出料端的面积,使得进入分料圆盘41上的电容器数量减少,防止一次进入至分料圆盘41上的电容器过多,导致分料圆盘41上的电容器过于密集的问题。
31.综上所述,本实用新型提供一种圆盘式电容器自动供料机,具有以下有益效果:
32.1、通过进料组件、分料组件、直振送料组件相配合,实现电容器的单个连续进料,可有效提高电容器的进料速度,从而提高生产效率;
33.2、可适用于各个型号尺寸的电容器的进料,兼容性强,可满足不同的生产需求;
34.3、结构简单、紧凑,实用性强。
35.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。