1.本技术涉及包装设备技术领域,尤其是涉及一种玻纤筒纱自动缠绕装置。
背景技术:
2.玻纤筒纱是一种用于玻璃纤维纱线缠绕并收纳的装置,广泛应用于玻璃纤维纺织品生产加工,在将玻璃纤维纺纱缠绕在玻纤筒纱上后,筒纱的侧壁上常常会有多余的纱线凸出,而玻璃纤维缺点是性脆,耐磨性较差,这样在运输过程中会导致纱线断裂出现脱落的现象,目前会在玻纤纱筒上包裹塑料膜,以减少纱线断裂。
3.然而目前在玻纤纱筒上包裹塑料膜是采用人工绕卷,其工作效率比较低。
技术实现要素:
4.为提高在纱筒上包裹塑料膜的工作效率,本技术提供一种玻纤筒纱自动缠绕装置。
5.本技术提供的一种玻纤筒纱自动缠绕装置采用如下的技术方案:一种玻纤筒纱自动缠绕装置,包括机架(100)、机座(110)、持膜机构(200)、台面机构(300)、缠绕机构(400)和切断机构(500),所述机座(110)设置在机架(100)上,所述持膜机构(200)设置转动设置在机座(110)的上表面,所述台面机构(300)也设置在机座(110)的上表面,所述台面机构(300)远离持膜机构(200),所述缠绕机构(400)转动设置在机架(100)上,所述缠绕机构(400)包括用于夹持塑料膜的上夹持件和下夹持件,所述上夹持件和下夹持件分别转动设置在台面机构的上下两侧,所述切断机构(500)转动设置在机座(110)上。
6.通过采用上述技术方案,使用时,工作人员将筒纱放置在台面机构上,与此同时,工作人员将需要包裹的塑料膜放置在持膜机构上,在控制上夹持件和下夹持件夹持住塑料膜,带动塑料膜围绕着筒纱旋转,从而将塑料膜缠绕在筒纱的周向外侧壁,当缠绕后以后,启动切断机构,将塑料膜切断,然后将缠好塑料膜的筒纱从台面机构上拿下来,以此取代传统的人工绕卷塑料膜的工作,进而有效提高在纱筒上包裹塑料膜的工作效率。
7.优选的,所述机架(100)上设置有移动组件(701)和夹持组件(702),所述移动组件(701)沿长度方向滑动设置在机架(100)的水平部上,所述夹持组件(702)固定连接在移动组件(701)的下端,所述移动组件(701)位于底座(340)的上方。
8.通过采用上述技术方案,当工作开始时,启动夹持组件,夹持组件夹持住需要缠绕塑料膜的筒纱,然后启动移动组件,移动组件沿机架的水平部滑动带动夹持组件至转动件的上方,此时启动第一气缸组推动转动件抵接在筒纱的下方,然后控制夹持组件松开对筒纱的夹持,在启动移动组件带动夹持组件离开转动件的正上方,以此进行后面缠绕工作。
9.优选的,所述台面机构(300)包括转动件和用于驱动转动件旋转的伺服电机(310),所述伺服电机(310)设置在机座(110)内且伺服电机(310)的输出轴竖直向上穿出机座(110)的上端面,所述转动件固定连接在伺服电机(310)的输出轴上。
10.通过采用上述技术方案,当缠绕机构夹持住塑料膜后,启动伺服电机,伺服电机带
动转动件旋转,在转动件旋转的时候,放置在转动件上的筒纱会随着转动件同步转动,从而便于将塑料膜缠绕在筒纱的周向外侧面上。
11.优选的,所述机座(110)上固定连接有支撑座(130),所述下夹持件固定连接在伺服电机(310)的输出轴上,所述上夹持件转动设置在支撑座(130)上,所述支撑座(130)上设置有用于上夹持件转动的传动件。
12.通过采用上述技术方案,使用时,用上夹持件与下夹持件分别夹持住塑料膜端头的上下两端,在缠绕机构转动时,上夹持件与下夹持件会带动塑料膜的端头在筒纱的周向外侧壁缠绕,当缠绕一周后,缠绕在筒纱上的第二层塑料膜压住塑料膜的端头,然后控制上夹持件与下夹持件松开对塑料膜的夹持,此时随着转动件的旋转,带动塑料膜将筒纱的周向侧面全部缠绕上第二层,此时再控制上夹持件与下夹持件再次夹持住塑料膜,然后用切断机构将上夹持件和下夹持件与筒纱之间的塑料膜切断。
13.优选的,所述切断机构(500)包括热刀切割件和用于驱动热刀切割件转动的第一驱动件,所述第一驱动件设置在支撑座(130)上,所述热刀切割件连接在第一驱动件的输出端。
14.通过采用上述技术方案,使用时,控制第一驱动件推动热刀切割件靠近塑料膜,利用热刀切割件的热度将筒纱与缠绕机构之间的塑料膜切断掉。
15.所述机座(110)上设置有第一压膜组件(601)和用于驱动第一压膜组件(601)移动的第二驱动件,所述第一压膜组件(601)设置在转动件的一侧,所述第一压膜组件(601)包括第一压膜架(660),所述第一压膜架(660)上还设置有朝向第一压膜辊轮吹风的喷头(670),所述喷头(670)的进风口与外接气源连通。
16.通过采用上述技术方案,当缠绕机构旋转时,越过第一压膜组件后,启动第二驱动件,第二驱动件推动第一压膜组件与覆盖了第一层塑料膜的筒纱的周向外侧壁接触,使塑料膜与筒纱的周向外侧壁紧密接触,保障塑料膜与筒纱的接触性良好;并且向喷头内输送热风,在通过喷头将热风吹在塑料膜的外表面上,从而使塑料膜可以更好的紧贴在筒纱的周向外侧面上。
17.优选的,所述机座(110)上还设置有第二压膜组件(602)和用于驱动第二压膜组件(602)移动的第三驱动件,所述第二压膜组件(602)设置在转动件的另一侧,所述第一压膜组件(601)与第二压膜组件(602)对称设置,所述第二压膜组件(602)包括第二压膜架640,所述第二压膜架640固定连接在第三驱动件的输出端,所述第二压膜架640背向第三驱动件的一端转动连接有第二压膜辊轮。
18.通过采用上述技术方案,当缠绕在筒纱上的第二层塑料膜压住塑料膜的端头后,启动第三驱动件,第三驱动件推动第二压膜架靠近在塑料膜切割点的前端,并使第二压膜辊轮与塑料膜的外表面接触,然后切断机构将第二压膜组件与缠绕机构之间的塑料膜切割掉,然后转动件再次旋转,第二压膜辊轮随着筒纱一起旋转,从而将热熔断的塑料膜压在第二层塑料膜上,再利用第二压膜辊轮的滚动挤压防止切断的塑料膜在筒纱上发生脱离。
19.优选的,所述机座(110)上还设置有左箍膜组件(801)和右箍膜组件(802),所述底座(340)上设置有用于驱动左箍膜组件(801)和右箍膜组件(802)的第四驱动件,所述第四驱动件的输出端朝向转动件的竖直中心线,所述左箍膜组件(801)和右箍膜组件(802)位于转动件的上方。
20.通过采用上述技术方案,使用时,夹持组件将筒纱夹住并提起来,然后先启动左箍膜组件和右箍膜组件,由于缠绕在筒纱周向侧面的塑料膜的宽度是大于筒纱的轴长的,因此左箍膜组件和右箍膜组件会相对的进行夹持,使筒纱周向侧壁上过长的塑料膜挤压在一起。
21.优选的,所述右箍膜组件(802)上设置有挤压组件(803),所述右箍膜组件(802)上设置有用于驱动挤压组件(803)移动的第五驱动件,所述第五驱动件输出端的运行方向与第四驱动件输出端的运行方向垂直。
22.通过采用上述技术方案,当左箍膜组件和右箍膜组件相对夹持后,启动第五驱动件,第五驱动件推动挤压组件运动,挤压组件对堆积在一起的塑料膜在进行一次挤压,由于左箍膜组件和右箍膜组件与挤压组件的挤压是相互垂直的,因此挤压组件会加强塑料膜的挤压效果,并使其发生一定的弯折,当挤压组件夹持结束后,启动第一气缸组,第一气缸组推动转动件向上运动推动挤压在一起的塑料膜堆积在筒纱的底部。
23.优选的,所述转动件包括底座(340)和第一气缸组(330),所述第一气缸组(330)固定连接在伺服电机(310)的输出轴上,所述第一气缸组(330)的输出轴竖直向上与底座(340)固定连接。
24.通过采用上述技术方案,当挤压组件完成对堆积在一起的塑料膜的挤压后,启动第一气缸组,第一气缸组推动第一气缸组向上运动,从而带动第一气缸上表面的底座与筒纱下方的塑料膜接触,推动堆积在一起的塑料膜向筒纱的底面靠近,进而使塑料膜堆积在筒纱的下底面。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.通过设置台面机构、缠绕机构和切断机构,实现了在用缠绕机构夹持住塑料膜,围绕着筒纱旋转,从而将塑料膜缠绕在筒纱的周向外侧壁,当缠绕后以后,启动切断机构,将塑料膜切断,然后将缠好塑料膜的筒纱从台面机构上拿下来,以此取代传统的人工绕卷塑料膜的工作,进而有效提高在纱筒上包裹塑料膜的工作效率;
27.2.通过设置第一压膜组件,使塑料膜与筒纱的周向外侧壁紧密接触,保障塑料膜与筒纱的接触性良好;
28.3.通过设置第二压膜组件,第二压膜组件将热熔断的塑料膜压在第二层塑料膜上,利用第二压膜组件的挤压防止切断的塑料膜在筒纱上发生脱离。
附图说明
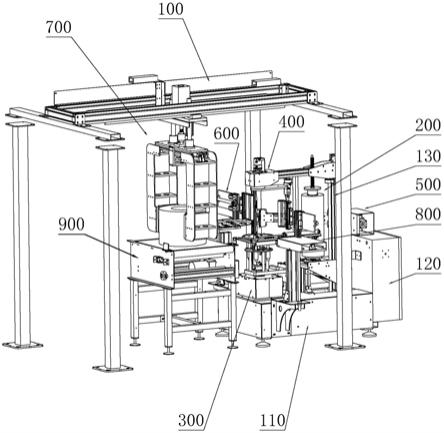
29.图1是本技术实施例的整体结构示意图。
30.图2是本技术实施例的俯视图。
31.图3是本技术实施例中移动组件和夹持组件的结构示意图。
32.图4是本技术实施例中台面机构和缠绕机构的结构示意图。
33.图5是本技术实施例中台面机构、压膜机构和箍膜机构的结构示意图。
34.图6是本技术实施例中压膜机构和箍膜机构的结构示意图。
35.图7是本技术实施例中台面机构和缠绕机构的俯视图。
36.附图标记说明:100、机架;110、机座;120、电气柜;130、支撑座;140、连接杆;
37.200、持膜机构;210、内轴;220、内撑轴;230、支撑架;
38.300、台面机构;310、伺服电机;320、工作台;330、第一气缸组;340、底座;
39.400、缠绕机构;401、上夹持件;402、下夹持件;410、上转动轴;420、上持臂;430、气动上夹持块;440、下持臂;450、气动下夹持块;460、下转动轴;470、传动轴;480、下皮带;481、下带轮;491、上带轮;490、上皮带;
40.500、切断机构;510、摆臂支架;520、摆臂气缸;530、热刀摆臂;540、切断热刀;550、热刀推送气缸;
41.600、压膜机构;601、第一压膜组件;602、第二压膜组件;610、压膜支撑柱;620、第二压膜固定板;630、第三气缸;640、第二压膜架;650、第二气缸;660、第一压膜架;670、喷头;680、第一压膜固定板;
42.700、移动机构;701、移动组件;702、夹持组件;710、滑动板;720、第六气缸;730、连接板;740、第七气缸;750、夹持架;760、导向辊轴;
43.800、箍膜机构;801、左箍膜组件;802、右箍膜组件;803、挤压组件;810、箍膜支撑柱;820、左箍膜支撑板;830、第四气缸;840、左箍膜推板;850、右箍膜支撑板;860、右箍膜推板;870、第五气缸;880、第一挤压板;890、第二挤压板;
44.900、定位输送机。
具体实施方式
45.以下结合附图1-6对本技术作进一步详细说明。本技术公开了一种玻纤筒纱自动缠绕装置,参照图1和图2所示,一种玻纤筒纱自动缠绕装置,包括机架100和机座110,机架100设置有水平部和竖直部,竖直部垂直矗立在地面上,水平部固定连接在竖直部的上端面。机座110呈矩形并水平放置在地面上并与机架100竖直部的侧壁接触,且机座110位于机架100水平部的下方,机架100水平部下方还设置有用于运输筒纱的定位输送机900,定位输送机900处在机座110的一侧,机座110上与定位输送机900相对的另外一侧固定连接有电气柜120。
46.参照图1和图3所示,其中,机架100上设置有移动机构700,移动机构700包括滑移设置在机架100水平部上的移动组件701,移动组件701远离机架100水平部的端部固定连接有夹持组件702。移动组件701包括滑动板710和连接板730,滑动板710沿机架100水平部的长度方向滑动设置。滑动板710的顶部固定连接有第六气缸720,第六气缸720的输出轴竖直向下穿过滑动板710与连接板730固定连接。夹持组件702包括两个第七气缸740和夹持架750。两个第七气缸740固定连接在连接板730上且交错设置,两个第七气缸740的输出轴沿连接板730的长度方向延伸且分别与夹持架750固定连接,两个夹持架750相对的端面下部转动设置有导向辊轴760。
47.滑动板710在机架100水平部上移动方式可以为气动,液压动,本实施例利用的是电磁移动。使用时,通过电磁控制滑动板710在机架100水平部的位置,当调节两个夹持架750的高度时,控制第六气缸720的伸出与收缩,当需要夹持筒纱时,控制第七气缸740,第七气缸740带动两个夹持架750在连接板730长度方向上相互靠近或者远离,从而实现对筒纱完成夹持和脱离。
48.机座110的上表面设置有台面机构300、持膜机构200、缠绕机构400和切断机构500。台面机构300远离机架100竖直部设置,持膜机构200靠近机架100竖直部设置。缠绕机
构400设置在台面机构300的侧面,切断机构500作用于台面机构300与持膜机构200之间。
49.使用时,工作人员将塑料膜放置在持膜机构200上,然后用缠绕机构400夹持住塑料膜的端头位置,启动移动组件701带动夹持组件702夹持住定位输送机900上需要缠绕塑料膜的筒纱,将筒纱放置在台面机构300上,启动缠绕机构400将塑料膜缠绕在筒纱的周向侧面上,缠绕好后,启动切断机构500将塑料膜切断。
50.参照图1和图4所示,台面机构300包括工作台320、伺服电机310和转动件,工作台320的下底面与机座110的上底面固定连接,伺服电机310固定设置在工作台320底面。伺服电机310的输出轴竖直向上穿设在工作台320内并连接有齿轮组,转动件位于伺服电机310的上方,转动件包括第一气缸组330和底座340,第一气缸组330的转动轴心不与伺服电机310的转动轴心重合。第一气缸组330与齿轮组相互连接,并在齿轮组的带动下旋转。
51.使用时,启动伺服电机310,伺服电机310通过齿轮组带动第一气缸组330旋转,第一气缸组330带动底座340同步旋转,当需要调节底座340的水平高度时,启动第一气缸组330,第一气缸组330推动底座340在竖直高度上发生改变。
52.参照图1和图4所示,缠绕机构400包括上夹持件401和下夹持件402,其中机座110上固定连接有支撑座130,支撑座130处在底座340远离工作台320的一侧。支撑座130朝向工作的端面上部固定连接有连接杆140,连接杆140远离支撑座130的一端与上夹持件401固定连接,上夹持件401包括上转动轴410和气动上夹持块430。上转动轴410由连接杆140远离支撑座130的一端竖直穿过,上转动轴410与伺服电机310的输出轴同轴心设置。上转动轴410的下端固定连接有上持臂420,上持臂420远离上转动轴410的一端与气动上夹持块430固定连接,气动上夹持块有两片通过指动气缸推动完成夹持工作。
53.下夹持件402包括下转动轴460、下持臂440和气动下夹持块450,下转动轴460由工作台320的底面穿入与齿轮组相互连接,且下转动轴460的转动轴心与第一气缸组330的转动轴心重合。下持臂440固定连接与伺服电机310的另一输出轴固定连接,且第一气缸组330的输出轴从下持臂440的底面向上穿过。下持臂440远离伺服电机310输出轴的一端与气动下夹持块450固定连接,其中,气动下夹持块也有两片通过指动气缸推动完成夹持工作。支撑座130上设置有供上夹持件401和下夹持件402同步旋转的传动件。
54.使用时,启动指动气缸,控制气动上夹持块430与气动下夹持块450分别夹持住塑料膜端部的上下侧,然后启动伺服电机310,伺服电机310在带动转动件旋转时,会通过下持臂440的传递带动气动下夹持块450围绕转动件上的筒纱旋转,与此同时,上转动轴410通过传动件的传递动力与伺服电机310输出轴同步旋转,以此带动上持臂420旋转,从而带动气动上夹持块430也绕筒纱旋转,进而将塑料膜缠绕在筒纱的周向侧面上。
55.参照图1和图4所示,传动件包括传动轴470、上皮带490和下皮带480,其中,传动轴470转动设置在支撑座130上,且传动轴470的轴向输出设置。下转动轴460同轴心固定连接有下带轮481,下皮带480套设在传动轴470的下端与下带轮481上。上转动轴410同轴心固定连接有上带轮491,上皮带490套设在传动轴470的上端与上带轮491上,并且上皮带490位于连接杆140的上方。
56.当伺服电机310转动时,伺服电机310转动在机座110内部的输出轴带动下转动轴460转动,转动的下转动轴460通过下皮带480带动传动轴470旋转,传动轴470旋转时,通过上皮带490带动上转动轴410旋转,以此通过伺服电机310的转动带动上夹持件401和下夹持
件402完成同步转动的工作。
57.参照图1和图4所示,持膜机构200包括支撑架230、内轴210和内撑轴220,其中支撑架230固定连接在支撑座130朝向工作台320的一侧,内轴210一端转动设置在支撑架230的上表面,内轴210的另一端穿过连接杆140且在上皮带490的带动下发生转动。内撑轴220套设在内轴210上且与内轴210螺纹连接,使用时将塑料膜筒套设在内轴210上,然后在将内撑轴220螺栓连接在内轴210上,并使内撑轴220的外周侧面与塑料膜筒的内轴210侧壁抵接,从而在内轴210转动时,塑料膜会随着一起转动。
58.参照图1和图5所示,机座110的两侧分别固定连接有支撑台,两个支撑台对称设置在支撑座130的两侧,两个支撑台上表面分别固定连接有箍膜支撑柱810,两个箍膜支撑柱810朝向支撑座130的侧面上端分别固定连接有压膜支撑柱610。其中压膜支撑柱610上设置有压膜机构600。
59.参照图1和图5所示,压膜机构600包括第一压膜组件601和第二压膜组件602,第一压膜组件601设置在一个压膜支撑柱610上,第二压膜组件602设置在另一个支撑柱上。且两个压膜支撑柱610上分别设置有第二驱动件和第三驱动件。其中,第一压膜组件601包括第一压膜固定板680和第一压膜架660,第一压膜固定板680固定连接在压膜支撑柱610的上表面。第二驱动件为第二气缸650,第二气缸650固定连接在第一压膜固定板680朝向支撑座130的端面,且第二气缸650的输出轴朝向另一个压膜支撑柱610的侧面,并且第二气缸650的输出轴与第一压膜架660固定连接,第一压膜架660背向第二气缸650的一端转动连接第一压膜辊轮。第一压膜架660上还设置有朝向第一压膜辊轮吹风的喷头670,喷头670的进风口与外接气源连通。
60.第二压膜组件602包括第二压膜固定板620和第二压膜架640,第二压膜固定板620固定连接在另一个压膜支撑柱610的上表面。第三驱动件为第三气缸630,第三气缸630固定连接在第二压膜固定板620背向支撑座130的端面,且第三气缸630输出轴朝向第二气缸650输出轴,并且第三气缸630的输出轴与第二压膜架640固定连接,第二压膜架640背向第三气缸630的一端转动连接有第二压膜辊轮。
61.使用时,当气动上夹持块430和气动下夹持块450夹持塑料膜缠绕在筒纱的周向侧壁上越过第一压膜架660时,启动第二气缸650,第二气缸650推动第一压膜架660向筒纱周向侧壁靠近,并使第一压膜辊轮挤压在第一层塑料膜上,随着筒纱的旋转第一压膜辊轮在第一层塑料膜上滚动,与此同时通过喷头670向塑料膜上吹热风,使塑料膜紧贴在筒纱的周向侧壁上。当气动上夹持块430和气动下夹持块450夹持塑料膜经过第二压膜架640时,启动第三气缸630,第三气缸630推动第二压膜架640靠近筒纱,使第二压膜辊轮压在第一次层塑料膜上,然后此时取消气动上夹持块430和气动下夹持块450对塑料膜的夹持,此时随着底座340继续旋转塑料膜缠绕在筒纱的周向侧壁上,当缠绕两圈后,第一压膜轮与第二压膜轮分别挤压在第二层塑料膜上后,停止底座340,在控制气动上夹持块430和气动下夹持块450再次夹持塑料膜。
62.参照图5和图6所示,箍膜支撑柱810上还设置有箍膜机构800。箍膜机构800包括左箍膜组件801、右箍膜组件802和第四驱动件,左箍膜组件801设置在一个箍膜支撑柱810的上表面且位于第二压膜组件602下方。右箍膜组件802设置在另一个箍膜支撑柱810的上表面且位于第一压膜组件601下方。
63.左箍膜组件801包括左箍膜支撑板820和左箍膜推板840。左箍膜支撑板820固定连接在箍膜支撑柱810的上表面,第四驱动件包括一个固定连接在左箍膜支撑板820上表面的第四气缸830,第四气缸830的输出轴朝向另一个箍膜支撑柱810的侧壁且与左箍膜推板840固定连接。
64.右箍膜组件802包括右箍膜支撑板850、右箍膜推板860和挤压组件803。右箍膜支撑板850固定连接在另一个箍膜支撑柱810的上表面,第四驱动件还包括固定连接在右箍膜支撑板850上表面的另一个第四气缸830,第四气缸830的输出轴朝向左箍膜推板840且与右箍膜推板860固定连接。
65.使用时,当在筒纱的周向侧壁上缠绕好了塑料膜后,用两个夹持架750将筒纱夹持起来,然后同时启动两个第四气缸830分别推动左箍膜推板840和右箍膜推板860相互靠近,将长出筒纱的塑料膜挤压在一起。
66.参照图5和图6所示,挤压组件803包括第一挤压板880和第二挤压板890、第五驱动件。第五驱动件包括固定设置在右箍膜支撑板850上下两端面的两个第五气缸870,两个第五气缸870的输出轴的方向交错设置且与第四气缸830的输出轴垂直设置。第一挤压板880的一端穿过右箍膜支撑板850与第五气缸870输出轴固定连接,且且第一挤压板880沿第五气缸870的轴向方向滑动设置,并且第一挤压板880的另一端远离右箍膜支撑板850。第二挤压板890沿右箍膜支撑板850滑动设置,并与右箍膜支撑板850下底面的第五气缸870输出轴固定连接。
67.使用时,当左箍膜推板840和右箍膜推板860将长出筒纱的塑料膜挤压在一起后,启动两个第五气缸870,两个第五气缸870推动第一挤压板880和第二挤压板890相互靠近。将塑料膜再从另一个方向进行挤压堆积。
68.参照图2和图7所示,切断机构500包括第一驱动件和热刀切割件,其中第一驱动件为摆臂气缸520,支撑座130背向工作台320的端面上固定连接有摆臂支架510,摆臂气缸520的缸体转动连接在摆臂支架510上。热刀切割件包括热刀摆臂530、热刀推送气缸550和切断热刀540,其中热刀摆臂530转动连接在支撑座130背向右箍膜推板860的侧壁上。摆臂气缸520的输出轴固定连接在热刀摆臂530的另一端,热刀摆臂530的另一端与热刀推送气缸550固定连接。热刀推动气缸的输出轴与热刀摆臂530的长度方向垂直并朝向工作台320。切断热刀540固定连接在热刀推动气缸的输出轴上。
69.使用时,启动热刀推动气缸,热刀推动气缸推动热刀摆臂530的一端,热刀摆臂530在支撑座130的侧壁转动,使切断热刀540位于第二压膜轮与气动上夹持块430之间,然后启动热刀推动气缸推动切断热刀540与塑料膜接触,从而将塑料膜切断,并保障持膜机构200上的塑料膜端口被夹持在气动上夹持块430和气动下夹持块450上。
70.本技术实施例为一种玻纤筒纱自动缠绕装置的实施原理:使用时,先启动第六气缸720,第六气缸720推动连接板730向下运动,使两个夹持架750靠近定位输送机900,再启动第七气缸740带动两个夹持架750相向运动夹持住定位输送机900上需要缠绕塑料膜的筒纱,然后通过电磁控制滑动板710在机架100水平部上滑动,使筒纱位于底座340的正上方,在控制第一气缸组330推动底座340向上运动与筒纱的底面接触,然后在控制第七气缸740解除对筒纱的夹持,并通过电磁控制滑动板710复位。
71.与此同时控制第一气缸组330带动筒纱向下运动。然后启动伺服电机310,伺服电
机310带动底座340、气动上夹持块430和气动下夹持块450以底座340的轴心旋转,旋转过程中当气动上夹持块430和气动下夹持块450夹持塑料膜缠绕在筒纱的周向侧壁上越过第一压膜架660时,启动第二气缸650,第二气缸650推动第一压膜架660向筒纱周向侧壁靠近,并使第一压膜辊轮挤压在第一层塑料膜上,随着筒纱的旋转第一压膜辊轮在第一层塑料膜上滚动,与此同时通过喷头670向塑料膜上吹热风,使塑料膜紧贴在筒纱的周向侧壁上。当气动上夹持块430和气动下夹持块450夹持塑料膜经过第二压膜架640时,启动第三气缸630,第三气缸630推动第二压膜架640靠近筒纱,使第二压膜辊轮压在第一次层塑料膜上,然后此时取消气动上夹持块430和气动下夹持块450对塑料膜的夹持,此时随着底座340继续旋转塑料膜缠绕在筒纱的周向侧壁上,当缠绕两圈后,第一压膜轮与第二压膜轮分别挤压在第二层塑料膜上后,停止伺服电机310的转动,再控制气动上夹持块430和气动下夹持块450再次夹持塑料膜。
72.然后,启动热刀推动气缸,热刀推动气缸推动热刀摆臂530的一端,热刀摆臂530在支撑座130的侧壁转动,使切断热刀540位于第二压膜轮与气动上夹持块430之间,然后启动热刀推动气缸推动切断热刀540与塑料膜接触,从而将塑料膜切断,并保障持膜机构200上的塑料膜端口被夹持在气动上夹持块430和气动下夹持块450上。
73.然后再次电磁控制滑动板710移动至底座340的正上方,再用两个夹持架750将筒纱夹持起来,并控制第一气缸组330向下运动,然后同时启动两个第四气缸830分别推动左箍膜推板840和右箍膜推板860相互靠近,将长出筒纱的塑料膜挤压在一起。挤压结束后再启动两个第五气缸870,两个第五气缸870推动第一挤压板880和第二挤压板890相互靠近。将塑料膜再从另一个方向进行挤压堆积。然后在启动第一气缸组330将多余的塑料膜挤压在筒纱的底面上。
74.然后在再次电磁控制滑动板710移动通过两个夹持架750带动筒纱移动至定位输送机900上。
75.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。