1.本实用新型涉及喷水推进器技术领域,具体涉及一种喷水推进器用螺旋桨。
背景技术:
2.喷水推进器作为电动冲浪板上的核心动力部件,其性能直接决定整个电动冲浪板的性能。
3.喷水推进器包括外壳和内部的螺旋桨,通过螺旋桨的高速旋转,将水从外壳进口引入,再从外壳的出口喷出,从而获得推进力。
4.目前的喷水推进器存在的问题是:外壳和螺旋桨均是采用金属材质制成的,采用加工中心制造完成,造成喷水推进器的整体质量较大,较难提升转速,而喷水推进器在作业时需要非常高的转速,为提升转速和喷水推进器的推进力,就需要降低整个喷水推进器的重量。
5.目前为了降低喷水推进器的重量主要是采用铝合金或者碳合金来制造喷水推进器,但转速最高也只能达到每分钟7500转,与国外相比仍然存在差距,仍然存在较大的改进上升空间。
6.综上所述,目前的喷水推进器的外壳和螺旋桨质量较大,转速不能提升的问题。
技术实现要素:
7.本实用新型要解决的技术问题是:克服现有技术的不足,提供一种喷水推进器用螺旋桨,解决目前喷水推进器中螺旋桨因采用金属材质造成重量大、转速不能提升的问题。
8.本实用新型解决其技术问题所采用的技术方案是:
9.提供一种喷水推进器用螺旋桨,包括
10.旋转轴和桨叶,所述桨叶与旋转轴固定连接,所述桨叶采用碳纤维预浸料布固化成型。
11.进一步的,所述旋转轴上固定设置定位套,所述定位套上形成一对定位凹槽;
12.所述桨叶设置在定位套外部,所述桨叶上的定位内凸与定位凹槽配合,以使旋转轴与桨叶做同步旋转。
13.进一步的,所述桨叶包括连接套以及至少两个叶片,所述连接套采用碳纤维预浸料布在定位套外部卷绕固化成型;
14.所述叶片采用碳纤维预浸料布,所述叶片根部与连接套一体固化成型。
15.进一步的,所述连接套前端连接导流罩,所述旋转轴从导流罩中穿出。
16.进一步的,所述定位套和旋转轴上均开设至少一个销孔,各个销钉分别插入定位套和旋转轴的销孔,以使销钉和旋转轴之间固定连接。
17.本实用新型的有益效果是:
18.提供一种喷水推进器用螺旋桨,桨叶由传统的金属材质改为现在的碳纤维预浸料布固化成型,提升了桨叶强度、硬度,降低了桨叶的重量,从而可以提升螺旋桨作业时的转
速,在相同输出功率的情况下,转速可以达到每分钟 8000
‑
8500转之间,产生静止推力达到75
‑
80kg。
附图说明
19.下面结合附图对本实用新型进一步说明。
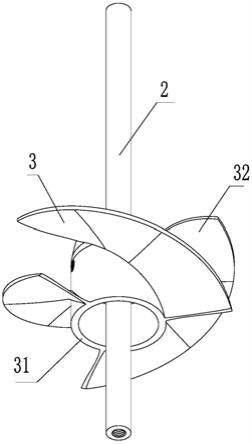
20.图1是螺旋桨立体图;
21.图2是螺旋桨主视图;
22.图3是图2中a
‑
a向剖视图;
23.图4是定位套与旋转轴的结构图;
24.其中,2、旋转轴,3、桨叶,31、连接套,32、叶片,33、导流罩,4、定位套,41、定位凹槽,42、销钉。
具体实施方式
25.现在结合附图对本实用新型作进一步的说明。这些附图均为简化的示意图仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
26.喷水推进器中螺旋桨,采用金属材质通过加工中心制造出来,然后通过螺栓紧固在旋转轴2上,传统的这种加工制造方式增加了螺旋桨的重量,限制了转速的提升,因此,研发了一种采用碳纤维预浸料布制造的螺旋桨。
27.如图1至图4所示,一种喷水推进器用螺旋桨,包括旋转轴2和桨叶3,所述桨叶3与旋转轴2固定连接,所述桨叶3采用碳纤维预浸料布固化成型。
28.具体的,作为本实施例中一种可选的实施方式,如图4所示,所述旋转轴2 上固定设置定位套4,所述定位套4上形成一对定位凹槽41;所述桨叶3设置在定位套4外部,所述桨叶3上的定位内凸与定位凹槽41配合,以使旋转轴2 与桨叶3做同步旋转。
29.具体的,作为本实施例中一种可选的实施方式,所述桨叶3包括连接套31 以及至少两个叶片32,所述连接套31采用碳纤维预浸料布在定位套4外部卷绕固化成型;所述叶片32采用碳纤维预浸料布,所述叶片32根部与连接套31一体固化成型。
30.本实施例中,桨叶3的数量为三个。
31.具体的,作为本实施例中一种可选的实施方式,所述连接套4前端连接导流罩33,所述旋转轴2从导流罩33中穿出。
32.导流罩33的设置,可以将水流导流至叶片32。
33.具体的,作为本实施例中一种可选的实施方式,所述定位套4和旋转轴2 上均开设至少一个销孔,各个销钉42分别插入定位套4和旋转轴2的销孔,以使销钉42和旋转轴2之间固定连接。
34.本实施例中,销孔的数量为三个,三个销钉42插入定位套4与旋转轴2,使定位套4与旋转轴2固定连接。
35.本实施例中,
36.螺旋桨的制作过程为:先机加工好旋转轴2和定位套4,将定位套4固定在旋转轴2上,碳纤维预浸料布通过市场直接采购获得,将碳纤维预浸料布开始在定位套4上进行桨叶3的连接套31卷绕,由于定位套4上存在定位凹槽41,因此,碳纤维预浸料布在卷绕的时候也
先填埋定位凹槽41,不停的旋转,最后获得圆柱状的连接套31,然后选取三个用来制作叶片32的碳纤维预浸料布,叶片32根部与连接套31连接,连接时,叶片32中树脂与连接套31的树脂互相融合在一起,然后在成型模具内加压、加热,使连接套31和叶片32的碳纤维预浸料布中的树脂固化成型,对于制备桨叶3的模具以及模压参数在此不做具体公开,待固化之后,取出螺旋桨,此时连接轴上的连接套31和叶片32的结构已经固定,由于连接套31和几个叶片32均是采用碳纤维预浸料布固化成型,整体质量得到减轻,固化之后的桨叶3强度、硬度比金属更高,可以作业时输出更高的转速,在相同输出功率的情况下,转速可以达到每分钟8000
‑
8500转之间,产生静止推力达到75
‑
80kg。
37.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
技术特征:
1.一种喷水推进器用螺旋桨,其特征是,包括旋转轴和桨叶,所述桨叶与旋转轴固定连接;所述旋转轴上固定设置定位套,所述定位套上形成一对定位凹槽;所述桨叶设置在定位套外部,所述桨叶上的定位内凸与定位凹槽配合,以使旋转轴与桨叶做同步旋转。2.根据权利要求1所述的喷水推进器用螺旋桨,其特征是,所述桨叶包括连接套以及至少两个叶片,所述连接套采用碳纤维预浸料布在定位套外部卷绕固化成型;所述叶片采用碳纤维预浸料布,所述叶片根部与连接套一体固化成型。3.根据权利要求2所述的喷水推进器用螺旋桨,其特征是,所述连接套前端连接导流罩,所述旋转轴从导流罩中穿出。4.根据权利要求1所述的喷水推进器用螺旋桨,其特征是,所述定位套和旋转轴上均开设至少一个销孔,各个销钉分别插入定位套和旋转轴的销孔,以使销钉和旋转轴之间固定连接。
技术总结
本实用新型涉及一种喷水推进器用螺旋桨,包括旋转轴和桨叶,所述桨叶与旋转轴固定连接,所述桨叶采用碳纤维预浸料布固化成型。桨叶由传统的金属材质改为现在的碳纤维预浸料布固化成型,提升了桨叶强度、硬度,降低了桨叶的重量,从而可以提升螺旋桨作业时的转速,在相同输出功率的情况下,转速可以达到每分钟8000
技术研发人员:周华
受保护的技术使用者:常州市兔客智能科技有限公司
技术研发日:2021.03.09
技术公布日:2021/12/3