1.本发明涉及一种设置有至少一个盖体的钟表组件。本发明还涉及一种包括这种钟表组件的钟表。本发明还涉及一种用于制造这种钟表组件的方法。
背景技术:
2.为了提高耐划伤性和/或改变钟表组件的外观、特别是诸如表链扣、表链链节或表壳中部的外部钟表组件的外观,已知将盖体紧固到该钟表组件的脆弱的和/或可见的部件上。这种理想的盖体应满足以下要求:
[0003]-其应该允许与钟表组件组装在一起,该组装是简单的且没有任何损坏的风险;
[0004]-其应该是坚固的,以承受诸如冲击和刮擦的外部载荷;
[0005]-其应该以可靠的方式进行紧固,以避免意外拆卸;
[0006]-其应该具有吸引人的美感外观。
[0007]
根据性质、特别是盖体和组件的材料,诸如钎焊的现有方案不能令人满意地满足所有这些要求。因此,本发明的总体目的是提出一种设置有盖体的钟表组件的新颖方案,其通过最佳地满足上述要求而改进了现有方案。
[0008]
更具体地,本发明的目的是提出一种设置有盖体的钟表组件的方案,其是坚固、可靠、易于实现的并能够具有吸引人的美感外观。
技术实现要素:
[0009]
为此,本发明涉及一种钟表组件,其中其具有第一部件和可移除的盖体,该钟表组件能够采用可移除的盖体紧固到第一部件上的紧固构造和盖体与第一部件分离的自由构造,第一部件包括用于在紧固构造中分别与盖体的对应的至少两个组装构件配合的至少两个锁紧构件(或钩状构件),并且其中盖体和/或第一部件可从静止位置弹性变形到变形位置,使得盖体的变形位置适于定位盖体并将盖体从第一部件上移除,以从钟表组件的紧固构造转变到自由构造或者反过来转变,并且使得静止位置能够稳定地保持使盖体的至少两个组装构件与第一部件的至少两个锁紧构件接合的钟表组件的紧固构造。
[0010]
本发明具体由权利要求限定。
附图说明
[0011]
本发明的这些目的、特征和优点将在参照附图给出的特定实施方式的以下非限制性描述中详细公开,在附图中:
[0012]
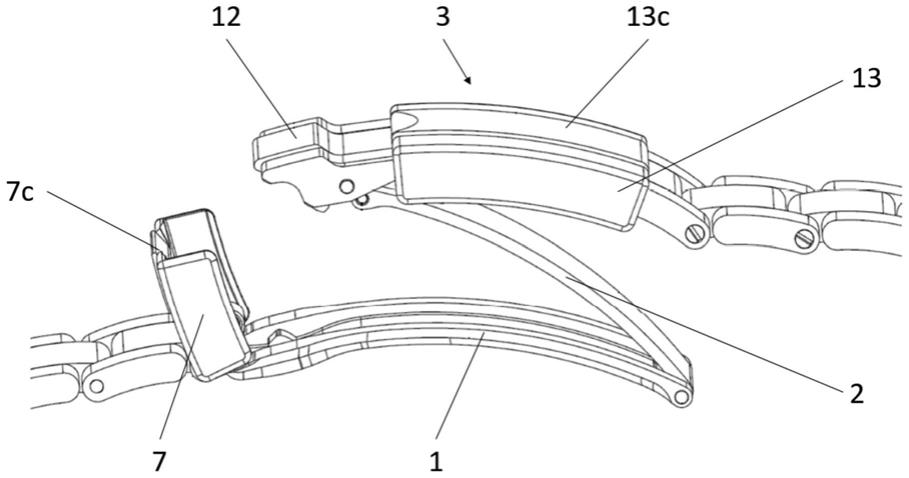
图1描绘了根据本发明的一个实施方式的包括设置有盖体的罩盖的打开的表扣的立体图。
[0013]
图2描绘了根据本发明的实施方式的第一变型的表扣的罩盖从上方观察的分解立体图。
[0014]
图3描绘了根据本发明的实施方式的第一变型的处于紧固构造的包括盖体的表扣
的罩盖的沿着中间竖直纵向平面的剖视图。
[0015]
图4描绘了根据本发明的实施方式的第二变型的第一例子的处于紧固构造的包括盖体的表扣的罩盖的沿着中间竖直纵向平面的剖视图。
[0016]
图5描绘了根据本发明的实施方式的第二变型的第一例子的处于紧固构造的包括盖体的表扣的罩盖从下方观察的立体图。
[0017]
图6描绘了根据本发明的实施方式的第二变型的第二例子的处于紧固构造的包括盖体的表扣的罩盖的横向视图。
[0018]
图7描绘了根据本发明的实施方式的第二变型的第二例子的表扣的罩盖从上方观察的分解立体图。
具体实施方式
[0019]
将在表扣罩盖的方面描述本发明。然而,可以通过替代的方式将其集成到任何其他钟表组件中、特别是诸如表壳中部、表链链节等的装饰组件中。
[0020]
为了简化对实施方式的描述,按照惯例,本文件针对沿着表扣或表链条带的长度的方向使用术语“纵向方向”,并且特别是在考虑表扣的闭合构造的情况下针对表扣的平面(更具体地是表扣的叶片或罩盖的平面)中的、与表扣或表链条带的长度垂直的方向使用“横向方向”。竖直方向是垂直于前两个方向的方向,其垂直于表扣的平面(更具体地是表扣的叶片或罩盖的平面)定向。形容词“上”和“下”将与该竖直方向相关地来使用。引申来说,考虑到可能在表扣内的位置,这些方向和定义适用于表扣罩盖。
[0021]
此外,为了帮助理解,相同的附图标记将用于各种变型实施方式以表示相同或相似的元件。
[0022]
图1描绘了根据本发明的一个实施方式的用于表链的表扣。该表扣包括在一个端部处围绕销铰接的两个叶片1、2。叶片1的自由端部与用于铰接互补罩盖7、7c的第一铰接销和用于铰接表链的其中一根条带的端部的第二铰接销形成为一体。叶片2的自由端部与被铰接为能够旋转运动的可动结构3形成为一体。因此,表扣可采用图1所示的其部分展开的打开位置以及第二叶片2和结构3折叠在一起并锁定到第一叶片1上的闭合位置。第一表链条带的端部被紧固到第一叶片1的第二端部上,并且第二表链条带的端部被紧固到可动结构3的自由端部上。
[0023]
本发明更具体地涉及表扣的罩盖。该罩盖主要集成到表扣的结构3中。罩盖包括具有倒u形的竖直截面的第一部件13,其具有用户可见的上表面以及基本上垂直于上表面的两个侧壁,它们用于在横向上整体覆盖表扣及其机构,以在闭合位置时对其进行隐藏并确保该方案的美感外观。罩盖还包括可移除的盖体13c(或覆盖件)。因此,盖体能够采用可移除的盖体13c紧固到第一部件13上的紧固构造和盖体13c与第一部件13分离的自由构造。
[0024]
另外,表扣包括互补罩盖7、7c,其设置在第一叶片1上并用于向下折叠到使罩盖闭合的位置,以被定位成与设置在可动结构3上的罩盖13连续,并且覆盖锁定杆12并形成包括安全元件的用于表扣的单一罩盖。该互补罩盖部件具有与上文所述内容类似的结构,即与可移除的盖体7c配合的第一部件7。其可以根据与本发明相同的概念进行组装,或者不同地进行组装。下文将不对其进行更详细的描述。
[0025]
罩盖的第一部件13的上表面具有形状基本上为矩形的平面正交投影。盖体13c采
用基本上平面且细长的元件的形式,其在罩盖的上表面的整个长度上以及罩盖的上表面的宽度的一部分上延伸,例如在罩盖的上表面的宽度的20%和100%之间、甚至30%和90%之间、甚至45%和55%之间的部分上延伸。其可以或可以不居中地定位在罩盖上。在紧固构造中,盖体13c设置于在罩盖的第一部件的上表面的厚度中从第一部件13缩进的部分中,使得其覆盖该缩进的第二部分并占据该缩进部分释放的体积。例如,罩盖的上表面与第一部件的上表面是连续的,从而形成罩盖的总体上连续的上表面。替代地,盖体的上表面从第一部件的上表面缩进或突出。
[0026]
图2和图3表示根据实施方式的罩盖的第一变型。这些视图可以使用于将盖体13c紧固在罩盖的第一部件13上的装置可视化。盖体13c包括至少一个第一组装构件40和第二组装构件41,它们分别设置在相对的两个远端部处,盖体13c在这一侧上用于朝向罩盖的第一部件13定向,其根据所选惯例被称为下表面。另外,罩盖的第一部件13包括至少一个第一锁紧构件50和第二锁紧构件51。在图3所描绘的紧固构造中,盖体13c的第一组装构件40与第一部件13的第一锁紧构件50配合,并且盖体13c的第二组装构件41与第一部件13的第二锁紧构件51配合。因此,在罩盖的紧固构造中,第一部件13的锁紧构件50、51和盖体13c的组装构件40、41进行接合。这种锁紧构造被设计为确保盖体13c在其静止位置中被可靠地保持在罩盖的第一部件13上。
[0027]
根据本发明,盖体13c可从静止位置弹性变形到变形位置,使得盖体13c的变形位置适于对其进行定位并将其从第一部件13上移除,以从罩盖的紧固构造转变到自由构造或者反过来转变,并且使得其静止位置能够稳定地保持罩盖的紧固构造。
[0028]
如图3所示,在罩盖的紧固构造中,盖体13c通过空腔与第一部件13分离,该空腔允许通过在箭头p所示的竖直方向上简单地在盖体13c的上表面上施压而使盖体13c从其静止位置变形到其变形位置。通过该压力,盖体13c变形并减小空腔的体积的整体或部分。因此,盖体13c的两个端部彼此间隔开距离δd。
[0029]
因此,空腔在第一部件13的上表面与盖体13c的下表面之间释放出高度为δl的空间,该高度是沿着竖直轴线z考虑的。该空腔的体积使得第一部件13形成止动部,其在盖体13c通过上述压力变形为直到其与第一部件13接触时将盖体13c的最大变形限制在其弹性极限以下。因此,空腔的高度δl代表了盖体13c的变形和安装行程。
[0030]
盖体13c使得其机械变形特性允许其通过改变其在静止位置中的自然曲率而在其变形位置中伸长,这允许其组装构件40、41移开距离δd并从锁紧构件50、51上脱离。因此,可以将盖体13c从罩盖的第一部件13上移除。应当注意的是,根据该实施方式,盖体13c因此在处于静止位置时以静止曲率半径弯曲,并且在处于变形位置时以增加的曲率半径弯曲。
[0031]
应当注意的是,盖体13c的机械变形特性由多个参数限定,特别是其几何形状并且更特别是其厚度以及制造所用的材料。这些参数被选择为在定义压力时实现折衷。有利地,该力用于使盖体13c变形到其变形位置,而不会过大,以使所述盖体能够毫无困难地被释放,特别是以手动的方式进行并且不使用工具。同时,该力足够大以避免意外释放。
[0032]
举例来说,对于根据图2和图3中描绘的几何形状的具有21mm的长度并且在盖体的中心区域具有0.7mm的厚度的、由未加工的烧结钇稳定氧化锆制成并以0.24mm的安装行程δl组装的盖体13c,通过施力所达到的伸长量为0.13mm,从而允许盖体13c的内部与第一部件13的上表面接触。
[0033]
有利地,盖体13c采用一件式元件的形式。其可以例如通过金属或具有抗冲击和耐划伤机械特性和/或具有吸引人的美感的材料制成,例如陶瓷、金属陶瓷、玻璃、蓝宝石、珍珠母、琥珀或者天然宝石或人造宝石。
[0034]
优选地,罩盖的第一部件13由金属合金制成,例如不锈钢、金、铂、青铜或钛。
[0035]
在该实施方式中,罩盖的两个组装构件40、41具有钩状区段,其形成与第一部件13的锁紧构件50、51(或钩状构件)的互补形状配合的凹口。
[0036]
可选地,在环境温度下,盖体13c的变形位置不能从罩盖的第一部件13上释放盖体13c,伸长量δd不够。更具体地,不能通过简单地松开盖体13c而进行释放。盖体13c和/或第一部件13的温度的改变能够通过热膨胀/收缩在组装元件之间获得额外的相关间隔δdt。在不同于环境温度的该组装温度下,在所施加的压力和盖体13c的热膨胀的联合作用下,盖体13c的变形位置产生总变形量δd+δdt,其因此能够根据上面在第一变型实施方式的方面描述的原理而将钟表组件的盖体13c和第一部件13分离。
[0037]
实际上,通过将盖体13c和/或第一部件13的温度升高或降低到预定的组装温度值,能够通过热膨胀的帮助改变盖体13c与第一部件13之间的连接部,使得盖体13c的变形位置允许其被释放,而不允许其在环境温度下被释放。因此,所施加的热膨胀可以增大盖体和罩盖的第一部件之间的运动范围。因此,与第一变型实施方式相比,该实施方式提供了额外的安全性,避免了盖体在环境温度下的意外释放。另外,在组装温度下,盖体13c的静止位置不允许其被释放。因此,盖体13c的组装和释放需要热膨胀和机械变形的联合作用。
[0038]
有利地,盖体13c和/或第一部件13的组装温度要求盖体13c与第一部件13之间的温差大于或等于80℃,或者大于或等于100℃,或者大于或等于200℃,或者大于或等于300℃,或者大于或等于400℃,或者大于或等于500℃。
[0039]
有利地,盖体或第一部件的受到作用的材料是具有较高膨胀系数的材料,其根据其在组件中的位置来加热或冷却。温度和/或温度梯度被选择为在不从根本上改变受到作用的材料的结构的情况下获得足够的膨胀或收缩,并且控制任何热冲击。
[0040]
例如,在陶瓷盖体连接至钢罩盖的情况下,本发明提出通过将盖体预热到预定的组装温度来执行组装程序。通过这种加热而实现的材料膨胀使盖体能够轻松地嵌套在罩盖的第一部件上。
[0041]
组装的元件的尺寸的设置考虑通过弹性变形所获得的伸长量、通过热膨胀/收缩所获得的伸长量或缩短量以及对盖体进行加工和/或烧结和/或磨削的尺寸公差。实际上,所获得的总伸长量是通过弹性变形所获得的伸长量δd和通过热变形所获得的伸长量δdt的总和,并且其被设计为大于盖体和罩盖的第一部件之间的组装尺寸公差的总和。
[0042]
举例来说,如前所述,对于根据图2和图3中描绘的几何形状的具有21mm的长度和1mm的厚度、由未加工的烧结钇稳定氧化锆制成并以0.24mm的安装行程δl组装的盖体13c,通过施力所达到的伸长量为0.13mm,从而允许盖体13c的内部与第一部件13的上表面接触。将盖体加热到500℃产生0.11mm的附加伸长量,因此总伸长量为0.24mm。
[0043]
因此,显然,热膨胀的使用能够将对应的组装构件和锁紧构件的尺寸设置为允许通过加热盖体来进行组装,同时防止在环境温度下的拆卸。
[0044]
因此,可以在实施方式的该第二变型的方面内实现各种实施方式。
[0045]
因此,图4和图5描绘了根据第二变型实施方式的第一例子的盖体13c,其通过具有
不同于图2和图3的实施方式的几何形状的锁紧构件和组装构件被连接至第一部件13。第一部件13包括上表面,其在纵向延伸的两个侧表面54之间具有挖空的中央部分。这两个侧表面54通过靠近第一部件13的两个纵向端部设置的两个横向梁53彼此连接。两个侧表面在第一部件13的端部处略微延伸超过这些横向梁53,从而形成侧部导轨54。
[0046]
盖体13c在其下表面上包括两个横向切口43,这些切口被设计为与第一部件13的两个横向梁53配合。
[0047]
在该示例性实施方式中,第一部件13由904l不锈钢制成,在环境温度下,其初始长度为21mm,横向梁53之间的距离为16mm。将其加热到400℃的组装温度,这能够在横向梁53之间获得0.11mm的附加伸长量。将盖体13c保持在环境温度下。
[0048]
因此,在组装阶段,盖体13c被定位在预热的第一部件13上,然后如前所述那样进行弹性变形,使得其可以通过由两个横向切口43组成的组装构件在第一部件的由两个横向梁53组成的对应的锁紧构件上的配合而被夹紧在第一部件上。当盖体和第一部件返回到它们的初始位置时,在盖体已经释放并返回到其静止位置并且组件已经处于环境温度下之后,盖体13c的横向切口43的侧面43a压靠在第一部件13的横向梁53的侧面53a上,从而确保盖体13c被保持在第一部件13上。
[0049]
当将第一部件13再次加热到组装温度时,由于第一部件13的膨胀,横向梁53彼此远离,从而允许通过在盖体的中心施加压力而使盖体13c在其变形位置中被移除。优选地,将盖体保持在环境温度下或对其进行冷却。
[0050]
在未示出的变型中,对板进行磨削,并在第一部件13和/或盖体13c上设置保持底切部。例如,横向切口43的侧面43a和/或横向梁53的侧面53a包括用于将盖体13c的边缘卡扣配合到第一部件13上的卡扣配合机构。这些卡扣配合机构例如可以采用燕尾榫或舌榫或具有对应的切口的一个或多个凸耳等的形式。在未示出的另一个变型中,盖体13c还包括横向凹槽,其也被设计为将盖体13c的边缘卡扣配合到第一部件13上。
[0051]
图6和图7描绘了根据第二变型实施方式的第二示例性实施方式,其中盖体13c通过具有不同于先前实施方式的几何形状的锁紧构件和组装构件被连接至第一部件13。第一部件13包括上表面,其包括以类似于图1所示的实施方式的方式形成用于盖体13c的凹部的缩进中央部分。然而,组装构件和锁紧构件横向设置而不是纵向设置。
[0052]
在该例子中,锁紧构件50、50’以卡扣配合元件的形式设置在界定了第一部件13的缩进中央部分的横向竖直侧面134、135中。另外,盖体13c包括以设置在其横向侧面上的卡扣配合元件40、40’的形式设置的对应的组装构件。
[0053]
有利地,在该变型中提供四个、六个或更多个对应的卡扣配合元件。卡扣配合元件例如可以采用与切口或凹槽关联的凸耳的形式。它们的尺寸按照它们的制造材料来设置,以承受表扣所经受的载荷。
[0054]
例如,第一部件13可以由21mm的904l不锈钢制成,被加热到400℃的组装温度,产生0.06mm的横向膨胀量。第一部件13弹性变形,以使第一壁和第二壁分离开并允许定位盖体13c,从而将第一部件的锁紧构件50、50’与盖体13c的组装构件40、40’对齐。然后,冷却该组件。在环境温度下,第一部件的锁紧构件50、50’和盖体的组装构件40、40’叠盖在一起,确保即使在变形的情况下盖体13c也被保持在罩盖上。可以通过尤其将第一部件13重新加热到组装温度来移除盖体13c。该例子说明本发明可以基于可弹性变形的第二部件而不是所
描述的其他实施方式中的盖体来实施。
[0055]
当然,在该实施方式的一个变型中,盖体13c还可以包括位于其纵向远端部处的两条边缘,这些边缘被设置为覆盖第一部件13的上表面的远端部。有利地,如先前在第一实施方式的方面中所述的那样,这些边缘可以通过夹紧而被保持在罩盖上。更一般来说,先前的变型实施方式当然可以进行组合。
[0056]
例如,在陶瓷盖体连接至钢罩盖的情况下,本发明提出通过将盖体预热到预定的组装温度来执行组装程序。通过这种加热所获得的材料膨胀使盖体能够轻松地嵌套在罩盖的金属制的第一部件上。替代地,可以加热罩盖的金属制的第一部件,并且可以将陶瓷盖体保持在环境温度下。最后,可以使用具有不同热膨胀性能的任何盖体和第一部件来实现该概念。
[0057]
当然,本发明不限于所描述的示例性实施方式和实施方式变型。特别地,可以在第一部件上具有任何其他数量的锁紧构件并且在盖体上具有任何其他数量的组装构件。此外,这些构件可以为另一种形式,并处于不同的位置。例如,这些构件可以采用钩和/或凹口和/或切断部和/或凹槽和/或凸耳和/或梁的形式。类似地,盖体可以采用任何其他形状以及第一部件上的任何其他位置,不一定居中。其可以采用不同的几何形状,以允许其在压力下在不同于所述的竖直方向的方向上变形。作为变型,如上所述,第一部件的几何形状可以允许其进行弹性变形。因此,本发明适用于涉及盖体和/或第一部件的弹性变形的任何实施方式。
[0058]
此外,已经在表扣罩盖的方面描述了本发明。然而,如前所述,相同的概念可以集成到诸如表壳中部或表链链节的任何其他钟表装饰组件上。
[0059]
本发明还涉及一种表链,其中其包括如前所述的表扣罩盖或如前所述的表扣。本发明还涉及一种手表,其包括这种表链或更一般地包括至少一个如前所述的钟表组件。
[0060]
最后,本发明确实实现了预期目的,并具有以下优点:
[0061]-其允许在钟表组件上组装盖体,该组装是简单的且没有任何损坏的风险;
[0062]-其与能够承受诸如冲击和刮擦的外部负载的坚固盖体的使用兼容;
[0063]-其允许可靠地紧固盖体,避免意外拆卸;
[0064]-盖体是可移除的,而没有损坏钟表组件的任何风险,这意味着可以在必要时更换盖体;
[0065]-该方案与多种材料的使用兼容,这些材料包括那些通常用于实现美感外观的材料。
[0066]
本发明还涉及一种用于制造钟表组件的方法,其中其包括以下步骤:将盖体13c紧固到钟表组件的第一部件13上,使盖体13c从静止位置弹性变形到变形位置和/或使第一部件13从静止位置弹性变形到变形位置。
[0067]
该方法可以涉及至少将盖体13c和/或第一部件13加热和/或冷却到组装温度的前序步骤。
[0068]
将盖体13c紧固到第一部件13上的步骤可以包括将盖体13c定位在第一部件13上的子步骤,然后是基本上在盖体13c的中心施加竖直力以使其从静止位置变形到使盖体13c的组装构件能够与第一部件13的锁紧构件配合的变形位置的子步骤。