1.本发明涉及接触部件、干燥装置和印刷装置。
背景技术:
2.在喷墨装置等印刷装置中,设有输送印刷材料(例如切割纸)的输送装置,该输送装置将印刷材料输送至赋予液体组合物(例如喷墨墨水)的液体组合物赋予装置,或加热赋予的液体组合物使其干燥的液体组合物加热器。具有各种输送装置,且经常使用沿轴向间隔配置的多个辊。
3.然而,在这种输送装置中,与已赋予液体组合物的区域直接接触的那些输送装置可能引起不希望的现象,其中,液体组合物转移到输送装置。
4.专利文献1公开了一种用于在具有印刷功能的装置中输送印刷材料的辊,该辊包括棒状芯和包含具有易滑性树脂纤维的线材,所述线材螺旋状卷绕在所述芯的外圆周面上。其中,所述辊能够平滑地输送印刷材料并保持高的印刷图像质量。
5.引文列表
6.专利文献
7.【专利文献1】日本未经审查专利申请公开第2014-156317号
技术实现要素:
8.技术问题
9.但是,在表面具有纤维层的接触部件和被接触部件(例如记录介质)互相压力接触的情况下,当传送被接触部件时,在纤维层,与被接触部件接触的区域和没有与被接触部件接触的另一区域之间产生边界,如果此后将已经赋予了液体组合物的另一被接触部件输送到跨越该边界,可能出现异常图像。另外,纤维层和固定有纤维层的基材之间需要粘合强度。
10.解决问题的方案
11.根据本发明的一些实施例,提供一种接触部件,接触被接触部件的已赋予有液体组合物的区域。接触部件包括:基材;以及含有氟树脂纤维的氟树脂纤维层。氟树脂纤维层的一侧直接或间接地固定到基材上,而氟树脂纤维层的另一侧接触所述被接触部件。x/y比小于1.00,其中,x是在直接或间接固定到基材的一侧的氟树脂纤维层中的氟树脂纤维的存在比率,y是在接触所述被接触部件的另一侧的氟树脂纤维层中的氟树脂纤维的存在比率。
12.本发明的效果
13.根据本发明实施例的接触部件在其表面具有纤维层,提供防止出现异常图像和改善纤维层与固定纤维层的基材之间的粘合强度的优异效果。
附图说明
14.附图旨在描述本发明的示例实施例,而不应被解释为限制其范围。除非明确说明,
否则附图不应视为按比例绘制。而且,相同或相似的附图标记在若干视图中表示相同或相似的组件。
15.图1a至图1c是图示说明辊状接触部件输送被接触部件状态的示意图。
16.图2a至图2c是说明制造接触部件的方法的示意图。
17.图3是说明使用连续纸的印刷装置的示意图。
18.图4是表示接触部件与被接触部件接触状态的示意图。
19.图5是表示使用原子力显微镜得到的力曲线的图。
20.图6是配备有探针的悬臂的照片。
具体实施方式
21.本文所使用的术语仅出于描述特定实施例的目的,并不旨在限制本发明。如本文所用,单数形式“一”、“一个”、和“该”也旨在包括复数形式,除非上下文另外明确指出。
22.在描述附图中表示的实施例时,为了清楚起见采用特定术语。然而,本说明书的公开内容并不旨在限于如此选择的特定术语,并且应当理解,每个特定元件包括具有相似功能、以相似方式操作并且获得相似结果的所有技术等同物。
23.[接触部件]
[0024]
根据本发明实施例的接触部件接触被接触部件的已赋予有液体组合物的区域。接触部件包括:基材;以及含有氟树脂纤维的氟树脂纤维层。该氟树脂纤维层直接或间接地固定到基材上。在此,氟树脂纤维层直接固定到基材上的情况是指例如,在氟树脂纤维层和基材之间通过热熔接、底涂料等的粘合剂、这些手段的组合等实现一体化。氟树脂纤维层间接地固定到基材上的情况是指例如,在氟树脂纤维层和基材之间设置至少一层基底层,氟树脂纤维层和基底层、基底层之间、基底层和基材通过热熔接、底涂料等的粘合剂、这些手段的组合等进行一体化。在下文描述中,直接或间接固定到基材上的氟树脂纤维层可以简单地称为固定到基材上的氟树脂纤维层。
[0025]
[氟树脂纤维层]
[0026]
本实施形态的接触部件在与被接触部件接触的表面设有含有氟树脂纤维的氟树脂纤维层。另外,氟树脂纤维层优选在层的最表面具有氟树脂纤维。通过使用氟树脂纤维,可以提高与氟树脂纤维直接接触的被接触部件相对已赋予液体组合物的区域的润滑性和易剥离性。作为构成氟树脂纤维的氟树脂,可以列举例如:四氟乙烯-全氟烷基乙烯基醚共聚物(pfa、熔点300~310℃)、聚四氟乙烯(ptfe、熔点330℃)、四氟乙烯-六氟丙烯共聚物(fep、熔点250~280℃)、乙烯-四氟乙烯共聚物(etfe、熔点260~270℃)、聚偏氟乙烯(pvdf、熔点160~180℃)、聚氯三氟乙烯(pctfe、熔点210℃)、四氟乙烯-六氟丙烯-全氟烷基乙烯基醚共聚物(epe、熔点290~300℃)等、以及含有这些聚合物的聚合物等,优选聚四氟乙烯(ptfe)。
[0027]
氟树脂纤维是通过将这些氟树脂进行纺丝或短纤维固化而形成,但也可以是由单一氟树脂组成的树脂纤维、由多种氟树脂组成的树脂纤维、以及氟树脂中混合氟树脂以外的材料的树脂纤维的任何一种,优选由单一氟树脂组成的树脂纤维、由多种氟树脂组成的树脂纤维。在本实施形态中,氟树脂纤维表示氟树脂本身、或氟树脂和氟树脂以外的材料的混合物本身纤维化。因此,例如,用氟树脂涂布玻璃树脂纤维等的表面使其固化等不包含在
本实施形态的氟树脂纤维中。
[0028]
另外,作为市面上销售的氟树脂纤维,可以列举例如toyoflon bf 800s、2402、1412(东丽公司制)等,这些都是含聚四氟乙烯(ptfe)的氟树脂纤维。
[0029]
氟树脂纤维层的厚度优选200μm以上,更优选300μm以上。另外,氟树脂纤维层的厚度优选800μm以下,更优选700μm以下。由于接触部件的表面具有纤维结构,具有纤维结构的层厚度为200μm以上,即使接触部件与被接触部件接触、两者之间产生高的压力场合等,在接触部件和被接触部件之间的接触面的垂直方向也能使得压力分散。由此,即使接触部件接触到被接触部件的被赋予液体组合物的区域,也可以抑制被接触部件上的液体组合物转印到接触部件。另外,由于具有纤维结构的层厚度为800μm以下,所以即使在接触部件作为输送被接触部件的辊使用的情况下,也能够良好地运送被接触部件。另外,由于具有纤维结构的层厚度为300μm以上、800μm以下,因此,可以更有效地抑制被接触部件上的液体组合物相对接触部件转印。由于氟树脂纤维层的厚度为300μm以上,可以在接触部件和被接触部件之间的接触面的垂直方向使得压力更好地分散,由于为800μm以下,可通过氟树脂纤维层和被接触部件之间的摩擦抑制纤维结构松弛。
[0030]
形成氟树脂纤维层的氟树脂纤维的结构可以是单丝,也可以是复丝,但优选单丝。由于液体组合物几乎不渗透到单丝的氟树脂纤维的内部,因此,即使当接触部件接触被接触部件的已赋予液体组合物的区域时,也可防止被接触部件上的液体组合物转印到接触部件上。
[0031]
氟树脂纤维层的形状并没有特别的限制,但优选将其卷绕在基材上配置的片材状形状。所谓片材状表示通过施以纤维之间不易分离的加工,氟树脂纤维层具有平面状或曲面状的形状的状态,不包含线状的状态。所谓纤维之间不容易分离的加工可以列举使用公知的方法进行的加工,例如,通过对将原料挤压成型纺丝的纤维进行机械编织的加工,通过热和压力等使纤维之间接合的加工等,但从既能减少接触面积又可使接触点增加这个角度考虑,优选使得长度较短的纤维之间接合的加工。由于氟树脂纤维层为片材状,接触部件与被接触部件接触的部分成为位于氟树脂纤维层的最外部的氟树脂纤维的顶部。由此,减少接触部件和被接触部件之间的接触面积,且能在接触部件的表面存在许多氟树脂纤维的顶部,因此,即使接触部件相对被接触部件的已赋予液体组合物的区域接触场合,也可以抑制被接触部件上的液体组合物相对接触部件转印。在本实施形态中,不排除将线状纤维卷绕在基材上形成的氟树脂纤维层的形状,但优选氟树脂纤维层为上述片材状形状。由于氟树脂纤维层为片材状,因此,与线状场合相比,能够使接触部件和被接触部件之间产生的压力分散,能够抑制被接触部件上的液体组合物相对接触部件转印。
[0032]
如上所述,氟树脂纤维层“直接或间接地固定在基材上”(以下简称为“固定在基材上”)。此时,x/y比小于1.00,其中,x是在直接或间接固定到基材的一侧的氟树脂纤维层中的氟树脂纤维的存在比率,y是在接触所述被接触部件的另一侧的氟树脂纤维层中的氟树脂纤维的存在比率。
[0033]
下面参照图1说明x/y比小于1.00的原因。图1a至图1c是表示使用辊形状的接触部件运送被接触部件的一例的示意图。
[0034]
如图1a所示,在表面具有氟树脂纤维层的接触部件10和记录介质等的被接触部件11之间施加压力的状态下,运送被接触部件11场合,如图1b所示,在氟树脂纤维层的与被接
触部件11接触的区域和不接触区域之间的边界部,产生伴随氟树脂纤维层的压缩差的微小阶梯差10a、10b。此后,如图1c所示,运送已赋予液体组合物的另一被接触部件12跨越微小阶梯差10b场合,在通过由已赋予的液体组合物形成的图像的微小阶梯差10b的部分,存在产生异常图像13的课题。为了抑制发生该异常图像13,例如,可以列举预先以等于或高于传送被接触部件11和12时所施加的压力的压力压缩氟树脂纤维层的与被接触部件11和12接触侧,通过提高氟树脂纤维层的与被接触部件11和12接触侧的氟树脂纤维层的存在比率y,抑制微小阶梯差10b的形成。
[0035]
但是,为了防止伴随氟树脂纤维层的压缩差而产生微小阶梯差10b,使用压缩氟树脂纤维层整体,提高氟树脂纤维在整体氟树脂纤维层中的存在比率时,构成氟树脂纤维层的纤维之间的间隙减小,用于将氟树脂纤维层固定在接触部件的基材或基底层的粘合部件难以浸渍到纤维之间的间隙,存在氟树脂纤维层与基材或基底层之间粘合强度降低的课题。特别是如本发明那样使用氟树脂纤维作为纤维时,氟树脂纤维层与基材或基底层之间的粘合强度很大地取决于氟树脂纤维之间的间隙是否能由粘合部件充分地浸渍,以使粘合部件物理地固定在其中,与使用其他种类型的树脂纤维的情况相比,这可能引起更明显的问题。为了抑制这样的粘合强度的降低,可以列举例如在将氟树脂纤维层固定到基材或基底层之前,不压缩氟树脂纤维层的固定到基材或基底层的一侧,从而不提高氟树脂纤维层的固定到基材或基底层的一侧的氟树脂纤维的存在比率x,从而维持纤维之间的间隙。
[0036]
因此,当x/y比小于1.00时,可以防止异常图像的发生和氟树脂纤维层与基材或基底层之间的粘合强度的降低。
[0037]
存在比率x表示在固定于基板的一侧的氟树脂纤维层中的氟树脂纤维的存在比率,例如,存在比率x表示在用将氟树脂纤维层固定于基板的粘合部件浸渍在氟树脂纤维层中的部分(以下也称为“浸渍部”)中的氟树脂纤维的存在比率。作为测定存在比率x的场所,粘合部件存在但没有氟树脂纤维存在的场所除去。
[0038]
此外,存在比率y表示在与被接触部件接触的一侧的氟树脂纤维层中的氟树脂纤维的存在比率,例如,存在比率y表示不存在为将氟树脂纤维层固定到基板上而浸渍到氟树脂纤维层中的粘合部件的部分(以下也称为“非浸渍部”)中的氟树脂纤维的存在比率。
[0039]
x/y比小于1.00,但更优选0.3至0.8。当x/y比在该范围内时,当接触部件与被接触部件接触时,防止形成微小阶梯差,更防止出现异常图像。此外,当x/y比在该范围内时,氟树脂纤维和粘合部件互相缠结,产生足够的剥离应力,从而更防止氟树脂纤维层与基材或基底层之间的粘接强度下降。
[0040]
存在比率x和存在比率y是根据氟树脂纤维层的截面中的氟成分面积来计算的。具体地说,首先,垂直于氟树脂纤维层的表面方向切断氟树脂纤维层以形成横截面。接着,对该横截面进行氟成分的映射。例如,氟成分的映射可以通过eds(能量分散x射线光谱)元素分析仪(phenom prox,可从thermo fisher scientific inc.获得)进行。根据所得到的数据,用prosuite软件计算氟成分存在的部分的面积与不存在氟成分的部分的面积之比。将固定在基材一侧(例如浸渍部)的氟树脂纤维层中的比率定义为存在比率x,将与被接触部件接触一侧(例如非浸渍部)的氟树脂纤维层中的比率定义为存在比率y。从计算出的存在比率x和存在比率y确定比率x/y。在计算存在比率x和存在比率y时,使用在100μm
×
100μm的测量区域内测量的5个位置的平均值。
[0041]
氟树脂纤维层的透气度为4秒以上、16秒以下,可以抑制图像的剥离,因此,很合适。通过使得透气度为4秒以上,产生来自被接触部件的接触面压的分散效果,从而提高抑制图像剥离的效果。另外,通过使得透气度为16秒以下,抑制与被接触部件的密接,因此,能够提高抑制图像剥离的效果。本实施形态中的透气度通过gurley式自动透气度计(yasuda seiki seakusho,ltd.yasuda seiki seakusho,ltd.制)以根据iso5636的方法实施。更具体地说,在氟树脂纤维层中,检测使得300ml的空气相对通过直径φ10mm透过时所花费的时间。改变测量位置测定10点,将平均值设为透气度。
[0042]
剥离力作为将氟树脂纤维层从基材剥离时必要的力,优选为7n/cm以上。当剥离力为7n/cm以上时,可以防止氟树脂纤维层与基材或基底层之间的粘合强度降低。在本发明中,通过对设置在接触部件上的氟树脂纤维层进行切入,在氟树脂纤维层的切入部分以100mm/5秒的速度测量90
°
剥离应力,获得剥离力。具体地说,首先,刮胡刀在垂直方向上对设置在接触部件的氟树脂纤维层进行切入,以包围宽度为30mm、长度为100mm的区域(评价区域)的方式进行切入。接着,抓住短宽度一侧的评价区域的端部,用数字测力器(株式会社a&d公司制)测量剥离力,将100mm测量距离内的最大值作为测量值。在该测量中,生成位置不同的三个评价区域,采用各区域的测定值的平均值。
[0043]
[基材]
[0044]
基材优选长尺寸的金属制棒状体,更优选其截面为圆形的圆柱体或圆筒体等的辊形状。通过基材为这些形状,可以使用接触部件作为运送被接触部件的辊。将接触部件作为辊使用场合,基材的截面圆的直径优选50mm~100mm。由于直径在该范围内,即使接触部件相对被接触部件的已赋予液体组合物的区域接触场合,也可以抑制被接触部件上的液体组合物相对接触部件转印。由于直径为50mm以上,接触部件和被接触部件之间产生的每单位面积的压力降低,抑制液体组合物的转印。另一方面,由于直径为100mm以下,抑制接触部件和被接触部件之间产生的滑移,由此,抑制液体组合物的转印。
[0045]
另外,作为基材材料,可使用例如不锈钢、铝等的各种金属、铜、不锈钢等的金属烧结体、以及陶瓷烧结体等。
[0046]
优选基材由多孔质体构成。在多孔质体构成的基材上设有氟树脂纤维层构成接触部件的情况下,即使接触部件与被接触部件的已赋予液体组合物的区域接触,也可防止被接触部件上的液体组合物转印到接触部件上。这是因为当接触部件与被接触部件接触产生压力时,氟树脂纤维层进入多孔质体表面上的空隙,从而分散压力。另外,因基材为多孔质体,即使从被接触部件上的液体组合物挥发液体组分时,挥发性组分可通过氟树脂纤维层和多孔质体的基材释放,因此,能防止接触部件表面上挥发性液体组分变成液滴。多孔质体构成的基材的材料的例子包括但不限于铜和不锈钢等的金属烧结体以及陶瓷烧结体。当加热设有作为该多孔质体的基材的接触部件,作为用于使得被接触部件上的已赋予液体组合物的区域干燥的手段时,优选基材由铜和不锈钢等导热率高的金属的烧结体构成。
[0047]
[接触部件的制造方法]
[0048]
根据本发明的实施例制造接触部件的方法包括:粘合剂层形成工序,粘合剂渗透工序,固定化工序,以及加压工序。所述粘合剂层形成工序将粘合剂赋予基材,形成粘合剂层,所述粘合剂渗透工序将氟树脂纤维层配置在粘合剂层上,使粘合剂渗透并浸渍在氟树脂纤维层中,所述固定化工序使浸渍在氟树脂纤维层中的粘合剂固化,形成粘合部件,将基
材和氟树脂纤维层互相固定化,所述加压工序对与基材固定化的氟树脂纤维层加压,以提高氟树脂纤维层的未浸渍粘合部件的区域中的氟树脂纤维的存在比率。
[0049]
下面参照图2a至图2c描述该制造方法。图2a至图2c是说明接触部件制造方法的示意图。首先,如图2a所示,在基材30上赋予粘合剂,形成粘合剂层31。接着,在粘合剂层31上设置氟树脂纤维层,使粘合剂渗透到氟树脂纤维层的一部分区域,使其浸渍。于是,如图2b所示,在基材30上形成粘合剂浸渍区域32及粘合剂非浸渍区域33。所述粘合剂浸渍区域32作为氟树脂纤维层的一部分区域,浸渍有粘合剂,所述粘合剂非浸渍区域33作为氟树脂纤维层的另一部分区域,没有浸渍粘合剂。此后,浸渍在粘合剂浸渍区域32的粘合剂固化,形成粘合部件,基材和氟树脂纤维层相互固定。另外,如图2c所示,当对与基材固定化的氟树脂纤维层加压时,粘合剂非浸渍区域33压缩,形成氟树脂纤维的存在比率高的非浸渍部35。另一方面,粘合剂浸渍区域32因粘合部件浸渍在氟树脂纤维间,难以压缩,因此,形成氟树脂纤维存在比率比非浸渍部35低的浸渍部34。
[0050]
在本发明的实施例中,优选在固定化工序之前的工序中,不包含对氟树脂纤维层加压的工序。当该方法在固定化工序之前不包含对氟树脂纤维层加压的工序时,提高了作为将氟树脂纤维层从基材剥离时所需的力的剥离力。当该剥离力提高时,可以防止氟树脂纤维层与基材或基底层之间的粘合强度的降低。
[0051]
[干燥装置和印刷装置]
[0052]
本实施形态的干燥装置是使得已赋予液体组合物的被接触部件干燥的装置,包括上述接触部件,根据需要,具有加热已赋予到被接触部件的液体组合物的液体组合物加热器,以及加热接触部件的接触部件加热器等。
[0053]
根据本发明实施例的印刷装置配置将液体组合物赋予到被接触部件的液体组合物赋予器、传送路径(通过该传送路径,传送已赋予液体组合物的被接触部件)、以及上述接触部件,根据需要可选地配置供给被接触部件的被接触部件供给器、加热赋予到被接触部件的液体组合物的液体组合物加热器、以及加热接触部件的接触部件加热器等。
[0054]
以下,参照图3对干燥装置以及印刷装置进行说明。图3是表示使用连续纸的印刷装置的一个例子的示意图。图3所示的印刷装置100具有被接触部件供给器1、液体组合物赋予器2、液体组合物加热器3、接触部件4、接触部件加热器5、以及被接触部件回收器6。另外,印刷装置100具有干燥装置50,干燥装置50可以是和印刷装置成为一体的装置,也可以是单独的装置。
[0055]
[被接触部件供给器]
[0056]
被接触部件供给器1通过旋转驱动,将卷绕成辊状收纳的被接触部件7供给到印刷装置100内的运送路径8。运送路径8中的被接触部件7的运送方向用图3中的箭头d表示。
[0057]
被接触部件供给器1通过调整旋转驱动,以50m/分以上的高速运送被接触部件7。
[0058]
被接触部件7是在印刷装置100的运送方向d连续的片材状的被输送物,具体地说是连续纸等的记录介质。作为连续纸,可以列举例如卷绕成卷筒状的卷筒纸、每隔规定间隔折弯的连册纸等。被接触部件7沿着被接触部件供给器1和被接触部件回收器6之间的运送路径8运送。另外,被接触部件7的运送方向d的长度至少要比被接触部件供给器1和被接触部件回收器6之间设置的被接触部件7的运送路径8的长度长。本实施例的印刷装置100由于采用这样在印刷装置100的运送方向d连续的被接触部件7,且高速运送被接触部件7,因此,
在被接触部件7,在被接触部件供给器1和被接触部件回收器6之间附加大的张力。
[0059]
[液体组合物赋予器]
[0060]
液体组合物赋予器2是具有多个喷嘴排列的多个喷嘴列的喷墨排出头,墨水从喷嘴的排出方向设为向着被接触部件7的运送路径8。由此,液体组合物赋予器2相对被接触部件7,作为液体组合物,依次排出品红色(m)、青色(c)、黄色(y)、以及黑色(k)的各色墨水,以及为保护所赋予的墨水表面而赋予的后处理液。排出的墨水颜色并不局限这些颜色,也可以是白色、灰色、银色、金色、绿色、蓝色、橙色、紫罗兰等颜色。
[0061]
在本实施例中,作为一个例子,说明液体组合物是墨水以及后处理液场合,但也可以是这些以外的液体组合物。例如,可以列举墨水、为使得墨水所含的色材凝集而赋予的预处理液、为保护所赋予的墨水表面而赋予的后处理液、以及用于形成使金属等无机粒子分散的电气电路等的液体等,也可以是将这些适当混合或重叠的液体等。
[0062]
另外,在本实施例中,作为一个例子,说明液体组合物用喷墨排出头赋予被接触部件7的场合,但也可以用其他手段赋予。例如,可以使用旋涂、喷涂、凹版辊涂布、逆转辊涂布、杆涂布等各种公知的方法。
[0063]
[液体组合物加热器]
[0064]
液体组合物加热器3从被接触部件7的具有已赋予液体组合物的区域的背面侧对已赋予被接触部件7的液体组合物进行加热,使其干燥。液体组合物加热器没有特别的限定,可以使用例如热风机、使得被接触部件7的背面与加热辊、平式加热器等接触使其干燥的干燥器等的各种公知装置。
[0065]
[接触部件]
[0066]
接触部件4在运送接触部件7的同时,改变被接触部件7的运送方向d。另外,接触部件4是圆柱状或圆筒状的辊。
[0067]
本实施例的印刷装置100如上所述,被接触部件供给器1以50m/分以上的速度运送被接触部件7。这样高速运送时,如图3所示,使用接触部件4改变被触部件7的运送方向时,接触部件4和被接触部件7之间会附加大压力。由此,在接触部件4设置的氟树脂纤维层中,在与接触部件7接触的地方和不接触的地方的边界容易产生微小阶梯差。此外,与此相伴随,此后,在跨越微小阶梯差地运送的被接触部件7,容易产生异常图像。因此,优选使用本实施例的接触部件。另外,被接触部件7上的已赋予液体组合物的区域与接触部件4接触场合,由于液体组合物容易转印到接触部件4上,因此,优选使用本实施例的接触部件。
[0068]
本实施例的印刷装置100如上所述,由于使用在印刷装置100的运送方向d连续的被接触部件7,且高速运送被接触部件7,因此,在被接触部件7,在被接触部件供给器1和被接触部件回收器6之间附加大张力。在这种情况下,如图3所示,通过接触部件4改变附加有大张力的被接触部件7的运送方向场合,在接触部件4和被接触部件7之间附加有大的压力。由此,在接触部件4设置的氟树脂纤维层中,在与被接触部件7接触的地方和不接触地方的边界容易产生微小阶梯差。此外,与此相伴随,此后,在跨越微小阶梯差地运送的被接触部件7,容易产生异常图像。因此,优选使用本实施例的接触部件。另外,被接触部件7上的已赋予液体组合物的区域与接触部件4接触场合,由于液体组合物容易转印到接触部件4上,因此,优选使用本实施例的接触部件。
[0069]
接触部件4如图3所示,相对于液体组合物加热器3,设置在被接触部件7的运送方
向d的下游侧。由液体组合物加热器3干燥被接触部件7上的液体组合物后,被接触部件7上的已赋予液体组合物的区域与接触部件4接触,因此,进一步抑制液体组合物对接触部件4的转印,由此,很合适。
[0070]
另外,由液体组合物加热器3干燥被接触部件7上的液体组合物后,相对被接触部件7的已赋予液体组合物的区域,最初接触的部件优选接触部件4。相对被接触部件7的已赋予液体组合物的区域,最初接触的部件优选本实施例的接触部件,因为易发生液体组合物的转印。
[0071]
另外,接触部件4为辊场合,如图3所示,被接触部件7通过卷绕在辊上,辊相对被接触部件7的已赋予液体组合物的区域接触。此时,被接触部件7相对辊的卷绕率优选10%以上,更优选15%以上,特别优选20%以上。通过为10%以上,辊与被接触部件7之间产生的每单位面积的压力降低,抑制液体组合物相对辊的转印。另外,被接触部件7相对辊的卷绕率优选90%以下,更优选70%以下,特别优选50%以下。通过设为50%以下,可以合适地进行被接触部件7的运送。
[0072]
下面参照图4说明本实施例中的“卷绕率”。图4是表示被接触部件与接触部件相接的示意图。如图4所示,相对辊形状的接触部件4,被接触部件7卷绕相接场合,当将被接触部件与接触部件分离的一方的端部设为9a、另一方的端部设为9b时,“卷绕率”表示被接触部件7及接触部件4相接侧的9a和9b之间的接触部件4的周长x相对接触部件4的全周长所占的比例。
[0073]
[接触部件加热器]
[0074]
接触部件加热器5加热接触部件4。由此,加热的接触部件4相对被接触部件7的已赋予液体组合物的区域接触,使被接触部件7上的已赋予液体组合物的区域干燥。此时,不仅液体组合物干燥不充分场合,而且液体组合物中含有的树脂因热软化场合等为起因,易发生液体组合物相对接触部件4的转印,成为不良状况。因此,优选使用本实施例的接触部件。
[0075]
另外,接触部件加热器5例如可以使用加热器、热风机等的各种公知装置。
[0076]
接触部件加热器5如图3所示,配置在接触部件4的内部,但也可以配置在外面。另外,即使作为与接触部件4不同的另一装置配置也可,或者也可以组装作为一体。接触部件4的基材为多孔质体,将接触部件加热器5配置在接触部件4内部场合,从接触部件加热器5产生的热或热风可以有效地传递到被接触部件7。
[0077]
[被接触部件回收器]
[0078]
被接触部件回收器6通过旋转驱动,通过赋予液体组合物,卷取形成图像的被接触部件7收纳为卷筒状。
[0079]
[印刷方法]
[0080]
本实施例的印刷方法包括相对被接触部件赋予液体组合物的液体组合物赋予工序,以及接触部件相对被接触部件的已赋予液体组合物的区域接触的接触工序。另外,根据需要,还具有液体组合物加热工序。
[0081]
[液体组合物赋予工序]
[0082]
液体组合物赋予工序是在从被接触部件供给器1供给的被接触部件7上赋予例如墨水等的液体组合物的工序。由此,在被接触部件7上形成被赋予液体组合物的区域。
[0083]
[液体组合物加热工序]
[0084]
液体组合物加热工序是在液体组合物赋予工序后加热所赋予的液体组合物使其干燥的工序。干燥优选进行成为不感觉到粘附在记录介质程度。在图3所示的干燥工序中,通过液体组合物加热器3使所赋予的液体组合物干燥,但也可以不使用特殊的干燥装置,使其自然干燥。
[0085]
[接触工序]
[0086]
接触工序是接触部件4相对被接触部件7的已赋予液体组合物的区域接触的工序。所谓已赋予液体组合物的区域表示被接触部件7上的已赋予液体组合物的面的区域,不包含未赋予液体组合物的相反侧的面的区域。另外,所谓已赋予液体组合物的区域表示通过赋予液体组合物而被特定的场所,不管液体组合物的状态。换言之,当接触部件与已赋予液体组合物的区域接触时,已赋予到该区域的液体组合物并不需要是维持赋予液体组合物时的状态的液体状态,可以是液体组合物的部分液体成分气化的液体状态,或液体组合物的全液体成分气化的固体状态等。
[0087]
如图3所示,被接触部件7一边与接触部件4接触一边运送。另外,接触部件4通过使被接触部件7卷绕地运送改变被接触部件7的运送方向d。进而,在被接触部件7的内部或者附近设置接触部件加热器5场合,接触部件4使得一边运送被接触部件7一边赋予被接触部件7上的液体组合物的区域干燥。
[0088]
[液体组合物]
[0089]
本实施例中的液体组合物不作特别限定,可列举墨水、为使得墨水所含的色材凝集而赋予的前处理液、为保护所赋予的墨水表面而赋予的后处理液、以及用于形成使金属等无机粒子分散的电气电路等的液体等。这些可在适当的公知组成中使用。以后,作为一个例子,对使用墨水和后处理液作为液体组合物的场合进行说明。
[0090]
[墨水]
[0091]
以下,说明用于墨水的组成材料,例如有机溶剂、水、色材、树脂、蜡、添加剂。
[0092]
[有机溶剂]
[0093]
作为有机溶剂,没有特别限制,可以使用水溶性有机溶剂。其例子包括但不限于多元醇类,多元醇烷基醚类、多元醇芳基醚类等的醚类,含氮杂环化合物,酰胺类,胺类,含硫黄化合物类。
[0094]
作为上述多元醇类的具体例子包括但不限于乙二醇,二甘醇,1,2-丙二醇,1,3-丙二醇,1,2-丁二醇,1,3-丁二醇,1,4-丁二醇,2,3-丁二醇,3-甲基-1,3-丁二醇,三乙二醇,聚乙二醇,聚丙二醇,1,2-戊二醇,1,3-戊二醇,1,4-戊二醇,2,4-戊二醇,1,5-戊二醇,1,2-己二醇,1,6-己二醇,1,3-己二醇,2,5-己二醇,1,5-己二醇,甘油,1,2,6-己三醇,2-乙基-1,3-己二醇,乙基-1,2,4-丁三醇,1,2,3-丁烷三醇,2,2,4-三甲基-1,3-戊二醇,汽油(petriol)。
[0095]
作为上述多元醇烷基醚类的具体例子包括但不限于乙二醇单乙醚,乙二醇单丁醚,二甘醇单甲醚,二甘醇单乙醚,二甘醇单丁醚,四乙二醇单甲醚,丙二醇单乙醚。
[0096]
作为上述多元醇芳基醚类的具体例子包括但不限于乙二醇单苯醚,乙二醇单苄基醚。
[0097]
作为上述含氮杂环化合物,包括但不限于2-吡咯烷酮,n-甲基-2-吡咯烷酮,n-羟
乙基-2-吡咯烷酮,1,3-二甲基-2-咪唑烷酮,ε-己内酰胺,γ-丁内酯。
[0098]
作为上述酰胺类,包括但不限于甲酰胺,n-甲基甲酰胺,n,n-二甲基甲酰胺,3-甲氧基-n,n-二甲基丙酰胺,3-丁氧基-n,n-二甲基丙酰胺。
[0099]
作为上述胺类,包括但不限于单乙醇胺,二乙醇胺,三乙醇胺。
[0100]
作为上述含硫黄化合物类,包括但不限于二甲亚砜,环丁砜,硫代二乙醇。
[0101]
作为其它有机溶剂,包括但不限于丙烯酯,碳酸亚乙酯。
[0102]
尤其,由于不仅起着作为湿润剂的功能,而且能得到良好的干燥性,因此,优选使用沸点250℃以下的有机溶剂。
[0103]
作为有机溶剂,也可以合适地使用碳原子数8以上的多元醇化合物,以及乙二醇醚化合物。作为上述碳原子数8以上的多元醇化合物的具体例子,包括但不限于2-乙基-1,3-己二醇,2,2,4-三甲基-1,3-戊二醇。
[0104]
作为上述乙二醇醚化合物的具体例子,包括但不限于乙二醇单乙醚、乙二醇单丁醚、二甘醇单甲醚、二甘醇单乙醚、二甘醇单丁醚、四乙二醇单甲醚、丙二醇单乙醚等多元醇烷基醚类,乙二醇单苯醚、乙二醇单苄基醚等的多元醇芳基醚类。
[0105]
尤其,使用树脂作为墨水组合物场合,优选n、n-二甲基-β-丁氧基丙酰胺、n、n-二甲基-β-乙氧基丙酰胺、3-乙基-3-羟甲基氧杂环丁烷、丙二醇单甲基醚。这些可以单独使用,也可以二种或二种以上并用。另外,其中,特别优选3-丁氧基-n、n-二甲基丙酰胺、3-甲氧基-n、n-二甲基丙酰胺等的酰胺溶剂,能够促进树脂的成膜性,能够显现高的耐滑过性。
[0106]
作为有机溶剂的沸点,优选180℃~250℃。若沸点为180℃以上,可以适当调节干燥时的蒸发速度,充分进行调平,表面凹凸变小,能提高光泽性。相反,若高于250℃,则干燥性低,有时需要长时间干燥。随着近年印刷技术的高速化,墨水干燥所需时间受到限制,需要缩短干燥时间,因此,长时间干燥不合适。
[0107]
有机溶剂在墨水中的含量,没有特别限制,可以根据目的适当地选择,从墨水的干燥性及排出可靠性角度考虑,优选10质量%~60质量%,更优选20质量%~60质量%。
[0108]
另外,作为上述酰胺溶剂在墨水中的含量,优选0.05质量%~10质量%,更优选0.1质量%~5质量%。
[0109]
[水]
[0110]
墨水中的水的含量,没有特别限制,可以根据目的适当地选择,从墨水的干燥性及排出可靠性角度考虑,优选10~90质量%,更优选20~60质量%。
[0111]
[色材]
[0112]
作为色材,不作特别限定,例如,可以使用颜料,染料。
[0113]
作为颜料,可以使用无机颜料或有机颜料。这些可以单独使用,也可以二种或二种以上混合使用。又,也可以使用混合晶作为颜料。
[0114]
作为颜料,可以使用例如黑色颜料、黄色颜料、品红色颜料、青色颜料、白色颜料、绿色颜料、橙色颜料、金色或银色等的光泽色颜料、金属颜料。
[0115]
作为无机颜料,包括但不限于氧化钛、氧化铁、碳酸钙、硫酸钡、氢氧化铝、钡黄、镉红、铬黄、还有用接触法、高炉法、热能法等公知的方法制造的碳黑。
[0116]
作为有机颜料,包括但不限于偶氮颜料,多环式颜料(例如酞菁颜料,苝颜料,紫环酮颜料,蒽醌颜料,喹吖啶酮颜料,二噁嗪颜料,靛蓝颜料,硫靛颜料,异吲哚酮颜料,喹酞酮
颜料等),染料螯合(例如碱性染料型螯合,酸性染料型螯合等),硝化颜料,亚硝化颜料,苯胺黑。这些颜料之中,优选使用与溶剂亲和性良好者。此外,也可以使用中空树脂颗粒,无机中空颗粒。
[0117]
作为上述颜料的具体例子,作为黑色用颜料,包括但不限于炉黑、灯黑、乙炔黑、槽黑等的炭黑(c.i.颜料黑7)类,如铜、铁(c.i.颜料黑11)、氧化钛等的金属类,如苯胺黑(c.i.颜料黑1)等的有机颜料。
[0118]
用于彩色印刷的具体实例包括但不限于c.i.颜料黄1,3,12,13,14,17,24,34,35,37,42(黄色氧化铁),53,55,81,83,95,97,98,100,101,104,408,109,110,117,120,138,150,153,155,180,185,213;c.i.颜料橙5,13,16,17,36,43,51;c.i.颜料红1,2,3,5,17,22,23,31,38,48:2,48:2〔永久红2b(ca)〕,48:3,48:4,49:1,52:2,53:1,57:1(硼砂洋红6b),60:1,63:1,63:2,64:1,81,83,88,101(铁丹),104,105,106,108(镉红),112,114,122(喹吖啶酮品红),123,146,149,166,168,170,172,177,178,179,185,190,193,209,219,224,254,264;c.i.颜料紫1(若丹明色淀),3,5:1,16,19,23,38;c.i.颜料蓝1,2,15(酞菁蓝),15:1,15:2,15:3,15:4(酞菁蓝),16,17:1,56,60,63;c.i.颜料绿1,4,7,8,10,17,18,36等。
[0119]
作为染料,没有特别限定,可以使用酸性染料,直接染料,反应性染料,碱性染料,这些可以单独使用,也可以二种或二种以上混合使用。
[0120]
染料的具体实例包括但不限于c.i.酸性黄17、23、42、44、79、142;c.i.酸性红52、80、82、249、254、289;c.i.酸性蓝9、45、249;c.i.酸性黑1、2、24、94;c.i.食品黑1、2;c.i.直接黄1、12、24、33、50、55、58、86、132、142、144、173;c.i.直接红1、4、9、80、81、225、227;c.i.直接蓝1、2、15、71、86、87、98、165、199、202;c.i.直接黑19、38、51、71、154、168、171、195;c.i.反应红14、32、55、79、249;c.i.反应黑3、4、35。
[0121]
从提高图像浓度、良好的定影性及排出稳定性角度考虑,墨水中色材的含量优选0.1~15质量%,更优选1~10质量%。
[0122]
作为分散颜料得到墨水的方法,可以列举将亲水性官能团导入颜料作为自分散性颜料的方法,用树脂包覆颜料表面使其分散的方法,使用分散剂使其分散的方法等。
[0123]
作为将亲水性官能团导入颜料作为自分散性颜料的方法,可以列举例如将磺基或羧基等的官能团附加到颜料(例如碳),分散到水中,成为自分散性颜料的方法等。
[0124]
作为用树脂包覆颜料表面使其分散的方法,可以列举使得颜料包含于微胶囊,能将其分散到水中的方法。换句话说,这可以说树脂包覆颜料。该场合,配合在墨水中的颜料没有必要全部被树脂包覆,在不损害本发明效果的范围,没有被包覆的颜料或局部被包覆的颜料可以分散到墨水中。
[0125]
作为使用分散剂使其分散的方法,可以列举使用以界面活化剂为代表的公知的低分子型的分散剂、高分子型的分散剂分散的方法。
[0126]
作为分散剂,可以根据颜料使用例如阴离子界面活化剂,阳离子界面活化剂,两性界面活化剂,非离子界面活化剂等。
[0127]
竹本油脂公司制rt-100(非离子界面活化剂)、萘磺酸钠甲醛缩合物也可以作为分散剂合适地使用。
[0128]
分散剂可以单独使用,也可以二种或二种以上混合使用。
[0129]
[颜料分散体]
[0130]
可以将水及有机溶剂等材料混合到颜料中得到墨水。又,也可以将颜料和其它水及分散剂等混合得到颜料分散体,再使得水及有机溶剂等材料混合到上述颜料分散体,制造墨水。
[0131]
上述颜料分散体使得水、颜料、颜料分散剂、以及根据需要的其它成分混合、分散,能调整粒径。分散可以使用分散机。
[0132]
关于颜料分散体中的颜料的粒径,没有特别限制,从颜料的分散稳定性成为良好、排出稳定性、图像浓度等图像品质也高的角度考虑,优选以个数换算最大频度为20nm~500nm,更优选20nm~150nm。颜料的粒径可以使用粒度分析装置(nanotrack wave-ut151,microtrac bel公司制)测定。
[0133]
颜料分散体中的颜料的含量,没有特别限制,可以根据目的适当地选择,从能得到良好的排出稳定性、又提高图像浓度的角度考虑,优选0.1~50质量%,更优选0.1~30质量%以下。
[0134]
对于颜料分散体,优选根据需要用过滤器、离心分离装置等过滤粗大颗粒、除气。
[0135]
[树脂]
[0136]
作为墨水中含有的树脂的种类,没有特别的限制,可以根据目的适当选择,包括但不限于聚氨酯树脂、聚酯树脂、丙烯酸系树脂、醋酸乙烯系树脂、苯乙烯系树脂、丁二烯系树脂、苯乙烯-丁二烯系树脂、氯乙烯系树脂、丙烯酸苯系树脂、丙烯酸硅酮系树脂。
[0137]
也可以使用由这些树脂构成的树脂粒子。在将树脂粒子用水作为分散介质分散的树脂乳液的状态下,可以与色材、有机溶剂等材料混合得到墨水。作为树脂粒子,可以使用适当合成者,也可以使用市面上销售的产品。另外,这些可以单独使用,也可以将二种或二种以上的树脂粒子组合使用。
[0138]
其中,聚氨酯树脂粒子由于赋予采用聚氨酯树脂粒子的墨水形成图像的粘(tack)力大,使耐结块性恶化,因此,优选与其他树脂粒子混合使用,聚氨酯树脂粒子的粘力强度能强固地形成图像,提高定影性。另外,玻化温度(tg)为-20℃~70℃的聚氨酯树脂粒子,赋予采用聚氨酯树脂粒子的墨水形成图像的粘力更大,能够进一步提高定影性。
[0139]
另外,即使上述树脂中,采用丙烯酸树脂的丙烯酸树脂粒子排出稳定性优良,而且在成本方面也低价,因此,得到广泛使用。但是,由于耐滑擦性差,因此,优选与具有弹性的聚氨酯树脂粒子混合使用。
[0140]
作为聚氨酯树脂粒子和丙烯酸树脂粒子的墨水中的质量比(聚氨酯树脂粒子/丙烯酸树脂粒子),优选0.03~0.7,更优选0.1~0.7,最优选0.23~0.46。
[0141]
作为树脂粒子的体积平均粒径,没有特别限制,可以根据目的适当选择,从得到良好的定影性、高的图像硬度角度出发,优选10~1000nm,更优选10~200nm,特别优选10~100nm。
[0142]
体积平均粒径可以通过使用例如粒度分析装置(nanotrack wave-ut151,microtrac bel公司制)测定。
[0143]
作为树脂的含量,没有特别限制,可以根据目的适当选择,但是从定影性、墨水的保存稳定性方面考虑,对于墨水全量,优选1~30质量%,更优选5~20质量%。
[0144]
关于墨水中固形份的粒径,没有特别限制,可根据目的适当选择。但从提高排出稳
定性、图像浓度等的图像质量角度考虑,墨水中固形份的粒径的最大频度按个数换算优选20nm~1000nm,更优选20nm~150nm。固形份含有树脂粒子和颜料粒子等。粒径可以通过使用例如粒度分析装置(nanotrack wave-ut151,microtrac bel公司制)测定。
[0145]
[蜡]
[0146]
通过在墨水中含有蜡,可提高耐滑擦性,并可通过与树脂一起并用,提高光泽度。作为蜡,优选聚乙烯蜡。作为聚乙烯蜡,可使用市售的产品,作为市售产品,可以列举例如aquacer531(byk japan公司制)、polyron p502(中京油脂公司制)、aqua pet dp2502c(toyo adl公司制)、aqua pet dp2401(toyo adl公司制)等。这些可以单独使用,也可以二种或二种以上并用。
[0147]
作为聚乙烯蜡的含量,对于墨水全量,优选0.05~2质量%,更优选0.05~0.5质量%,更进一步优选0.05~0.45质量%,特别优选0.15~0.45质量%。若含量为0.05~2质量%,则对提高耐滑擦性和光泽性有足够的效果。另外,如果含量为0.45质量%以下,则墨水的保存稳定性以及排出稳定性特别良好,适用于喷墨方式使用。
[0148]
[添加剂]
[0149]
在墨水中,根据需要可以添加界面活化剂、消泡剂、防腐防霉剂、防锈剂、ph调整剂等。
[0150]
[后处理液]
[0151]
后处理液如果能够形成透明层,并没有特别的限制。后处理液与墨水相同,可以根据需要选择有机溶剂、水、蜡、树脂、界面活化剂、消泡剂、ph调整剂、防腐防霉剂、以及防锈剂等,进行混合得到。另外,后处理液可以涂布在被接触部件全域,也可以只在赋予墨水的区域涂布。
[0152]
[已赋予液体组合物的区域的物理性质]
[0153]
优选已赋予液体组合物的区域中的粘力为80~110nn。粘力大于80nn时,赋予液体组合物形成的区域(例如使用墨水作为液体组合物时的图像部)的粘接力提高,从而提高膜强度,表现出足够的定影性。当粘力小于110nn时,即使被接触部件上的已赋予液体组合物的区域与接触部件接触时,液体组合物也难以转印到接触部件上。
[0154]
已赋予液体组合物的被接触部件的区域的粘力可以用原子力显微镜(以下称为“afm”)spm-9500j3测量,其可从株式会社岛津制作所获得。作为粘力的测量对象,可以使用各种印刷装置赋予被接触部件上的液体组合物的区域。afm的探针与图像接触,压入其中100nm后,向上拉引探针。当悬臂与图像分离时,监视悬臂的弯曲,以获得如图5所示的力曲线。位移x乘以图6所示悬臂20的弹簧常数k得到的值定义为粘力(f=kx)。作为悬臂20,可以装备有球形氧化硅作为探针21。测量在以下条件下进行:测量温度为23℃,相对湿度为35%rh,探针直径为3.5μm,测量模式为力曲线测量,测量频率为1hz。
[0155]
本发明提供一种使得已赋予液体组合物的区域的粘力为80~110nn的容易的方法,其例子包括但不限于使用含有色材、水、有机溶剂和蜡的液体组合物的方法,以及将聚氨酯树脂颗粒与丙烯酸树脂颗粒的质量比(聚氨酯树脂颗粒/丙烯酸树脂颗粒)设为0.1~0.7的方法。
[0156]
[被接触部件]
[0157]
作为被接触部件,可以不特别限制地使用,例如包括但不限于诸如普通纸、光泽
纸、特殊纸、布等的记录介质,但可特别适用于低渗透性记录介质(也称为低吸收性记录介质)。
[0158]
所谓低渗透性记录介质意味具有透水性、吸收性、吸附性低的表面的记录介质,也包含即使在内部有大量空洞但不朝外部开口的材质。作为低渗透性记録介质,可列举在商业印刷中使用的涂层纸、以及将废纸浆配置在中层、里层、在表面施以涂层的板纸那样的记录介质等。当使用这样的低渗透性记录介质时,被接触部件上的已赋予液体组合物的区域与接触部件接触场合,液体组合物容易转印到接触部件,因此,优选使用本实施形态的接触部件。
[0159]
[低渗透性记录介质]
[0160]
低渗透性记录介质的例子包括但不限于例如包括支持体以及设在支持体的至少一面侧的表面层、进一步根据需要具有其他层的涂层纸等的记录介质。
[0161]
在具有支持体和表面层的记录介质中,用动态扫描吸液仪测定的接触时间100ms的纯水向记录介质的转移量优选2~35ml/m2,更优选2~10ml/m2。
[0162]
若在接触时间100ms的墨水及纯水的转移量过少,有时容易发生粗化(beading,邻接点之间因表面张力吸引,使图像表面粗糙的现象),如果过多,则有时成像后的墨水点径与所期望直径相比过小。
[0163]
用动态扫描吸液仪测定的接触时间400ms的纯水向记录介质的转移量优选3~40ml/m2,更优选3~10ml/m2。
[0164]
若在接触时间400ms的转移量少,则干燥性不充分,若过多,则有时干燥后的图像部的光泽变低.在接触时间100ms和400ms的纯水向记录介质的转移量均在记录介质的具有表面层侧的面测量。
[0165]
在此,动态扫描吸收液计(dynamic scanning absorptometer,略称dsa,纸及纸技术協作杂誌,第48卷,1994年5月,第88页~92页,空閑重则)是一种能够准确测量在极短时间内的吸液量的装置。动态扫描吸液计通过以下方法进行自动化测定:从毛细管中的弯液面的移动直接读取吸液速度,将试样设为圆盘状,在其上以螺旋状扫描吸液头,根据预设定的模式自动改变扫描速度,对一个试样测定必要点数,进行测定。
[0166]
向纸试样的液体供给头通过特氟龙(注册商标)管与毛细管相连,毛细管中弯液面的位置通过光学传感器自动读取。具体地说,采用动态扫描吸液计(k350系列d型、协和精工株式会社制),可以测量纯水或墨水的转移量。
[0167]
作为接触时间100ms及接触时间400ms的转移量,可根据各自接触时间附近的接触时间的转移量的测定值进行插值求得。
[0168]
[支持体]
[0169]
作为支持体,无特别限制,可根据目的适当选择,其例子包括但不限于木材纤维主体纸、以木材纤维及以合成纤维为主的无纺布那样的片材状物质等。
[0170]
支持体的厚度没有特别限制,可以根据目的适当选择,但优选50μm~300μm。另外,支持体的单位面积重量优选45g/m2~290g/m2。
[0171]
[表面层]
[0172]
表面层含有颜料、粘合剂,进一步根据需要含有界面活化剂、其他组分。
[0173]
作为颜料,可使用无机颜料或无机颜料和有机颜料并用者。无机颜料的具体实例
包括但不限于高岭土、滑石粉、重质碳酸钙、轻质碳酸钙、亚硫酸钙、非晶硅、钛白色、碳酸镁、二氧化钛、氢氧化铝、氢氧化钙、氢氧化镁、氢氧化锌、亚氯酸盐等。无机颜料的添加量优选相对粘合剂100质量份,为50质量份以上。
[0174]
有机颜料的具体实例包括但不限于苯乙烯-丙烯酸共聚物粒子、苯乙烯-丁二烯共聚物粒子、聚苯乙烯粒子、聚乙烯粒子等的水溶性分散体。有机颜料的添加量优选相对表面层的全部颜料100质量份,为2质量份~20质量份。
[0175]
作为粘合剂,优选水性树脂。作为水性树脂,可合适地使用水溶性树脂及水分散性树脂的至少一种。作为水溶性树脂,没有特别限制,可根据目的适当选择,其例子包括但不限于聚乙烯醇、阳离子改性聚乙烯醇、缩醛改性聚乙烯醇、聚酯、聚氨酯、聚酯和聚氨酯的共聚物。
[0176]
作为表面层根据需要含有的表面活性剂,没有特别限制,可以根据目的适当选择,可以使用阴离子界面活化剂、阳离子界面活化剂、两性界面活化剂、非离子界面活化剂中的任何一种。
[0177]
作为表面层的形成方法,没有特别的限制,可根据目的适当选择,可以通过在支持体上浸渍或涂布构成表面层的液体的方法进行。构成表面层的液体附着量没有特别限制,可根据目的适当选择,固形份优选0.5g/m2~20g/m2,更优选1g/m2~15g/m2。
[0178]
[实施例]
[0179]
为了说明的目的,可以通过参照下面提供的某些具体实例来获得对本公开的进一步理解,但不是为了限制本公开。
[0180]
[黑色颜料分散体的制备例]
[0181]
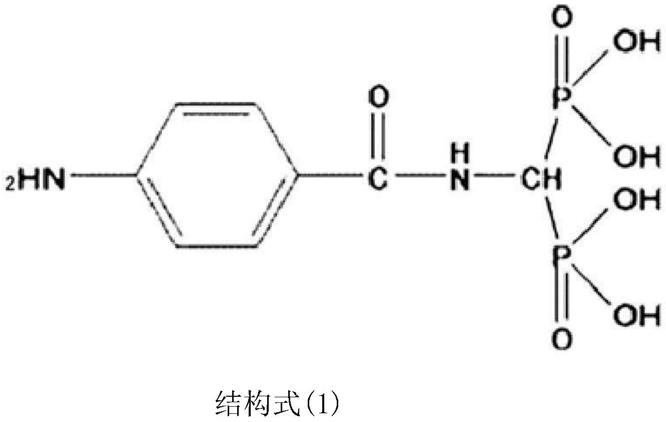
首先,将碳黑(nipex160、degussa公司制、bet比表面积150m2/g、平均一次粒径20nm、ph4.0、dbp吸油量620g/100g)20g、用以下结构式(1)所示的化合物20毫摩尔、以及离子交换高纯水200ml在室温环境下,在silverson混合器(6,000rpm)中混合。
[0182]
所得到的浆料ph值高于4场合,添加硝酸20毫摩尔。30分钟后,将溶解于少量的离子交换高纯水的亚硝酸钠(20毫摩尔)慢慢添加到上述混合物中。进而一边搅拌一边加热到60℃,反应1小时。在碳黑中,可以生成附加用下述结构式(1)表示的化合物的改性颜料。
[0183]
其次,通过naoh水溶液将ph值调整到10,在30分钟后得到改性颜料分散体。颜料与至少一个偕膦酸基或双膦酸钠盐结合,使用含有所述颜料的分散体和离子交换高纯水,进行使用透析膜的超滤,进而进行超声波分散,得到颜料固形份浓度为16质量%的作为亲水性官能团具有双膦酸基的自分散性黑色颜料分散体。
[0184]
[化学式1]
[0185][0186]
[液体组合物1(墨水)的制备例]
[0187]
将50.00质量%的黑色颜料分散体(颜料固形份浓度16%)、2.22质量%的聚乙烯蜡aquacer531(非挥发份45质量%、byk japan公司制)、30.00质量%的3-乙基-3-羟甲基氧杂环丁烷、10.0质量%的丙二醇单丙基醚、2.00质量%的硅系界面活化剂(tego wet270、巴工业株式会社制)、以及离子交换水作为残量混合,搅拌1小时后,用平均孔径为1.2μm的膜过滤器进行过滤,得到液体组合物1(墨水)。
[0188]
[液体组合物2(后处理液)的制备例]
[0189]
将1,3-丁二醇22份、甘油11份、固形份为35质量%的聚氨酯乳液super flex-210(第一工业制药公司制)15份、2-乙基-1,3-己二醇2份、氟系非离子性界面活化剂capstone(注册商标)fs-3100(dupont公司制)0.05份、2,4,7,9-四甲基-4,7-癸二醇0.1份、防腐防霉剂proxel lv(avecia公司制)0.2份、固形份为30质量%的聚乙烯蜡的polyron p502(中京油脂公司制)10份、以及水39.65份混合,得到液体组合物2(后处理液)
[0190]
[实施例1]
[0191]
[接触部件的制造]
[0192]
在直径75mm的铝中空辊(mismi公司制)的基材表面上,将氟树脂纤维的tommy firec pa5lh(单丝,巴川造纸公司制)通过涂布硅酮系粘合剂形成的粘合剂层粘贴。粘接剂固化后,用由3个不锈钢辊构成的加压器具,对卷绕氟树脂纤维的辊,一边以50kg/cm的线压力加压一边以10秒/周的旋转速度旋转二周,制作具有氟树脂纤维层的接触部件1。
[0193]
[氟树脂纤维的存在比率x和y]
[0194]
垂直于纤维层的表面方向切断纤维层以形成横截面。接着,对该横截面进行氟成分的映射。使用eds(能量分散x射线光谱)元素分析仪(phenom prox,可从thermo fisher scientific inc.获得)进行。根据所得到的数据,用prosuite软件计算氟成分存在的部分的面积与不存在氟成分的部分的面积之比。计算而得的比率之中,将浸渍部的比率作为存在比率x,将非浸渍部的比率作为存在比率y。从计算而得的存在比率x存在比率y,求取比率x/y。在计算存在比率x和存在比率y时,使用在100μm
×
100μm的测量区域内测量的5个位置的平均值。结果表示在表1。
[0195]
[纤维层的厚度]
[0196]
用共焦显微镜lext(奥林巴斯公司制)测定上述接触部件的厚度。具体地说,首先,用甲苯(和光特级)溶解纤维层中的粘合部件,将纤维层与基材分离。然后,将分离的纤维层垂直于纤维层的表面方向切断,形成横截面,在横截面上的10点测得的厚度平均值作为纤维层的厚度,结果如表1所示。
[0197]
[纤维层的透气度]
[0198]
纤维层的透气度由gurley式自动透气度计(emo公司制)按照iso5636的方法实施。具体地说,首先,使得纤维层中的粘合部件溶解于甲苯(和光特级),使得纤维层从基材分离。接着,在分离的纤维层中,检测使得300ml的空气相对通过直径φ10mm透过时所花费的时间。改变测量位置测定10点,将平均值设为透气度。结果如表1所示。
[0199]
[装入接触部件的印刷装置的印刷]
[0200]
制作将接触部件装入喷墨印刷系统(ricoh pro vc60000、株式会社理光制)的改造机,将图像印刷在作为被接触部件的记录介质上。接触部件在印刷装置的运送路径中,位于使所赋予的液体组合物1(墨水)和液体组合物2(后处理液)干燥的干燥装置的被接触部件的运送方向的下游侧,并装在最初直接与赋予液体组合物1(墨水)及液体组合物2(后处理液)的区域接触的位置。作为记录介质,使用lumi art gloss130gsm(stora enso公司制,纸宽520.7mm)的卷筒纸以及将该卷筒纸裁剪成1/4纸宽的其他卷筒纸。作为第一阶段,将切割成1/4纸宽的卷筒纸设置在改造机中,以50m/分的速度运送15km。作为第二阶段,在未裁断的卷筒纸上,以1,200dpi的分辨率使用液体组合物1(墨水)印刷实心图像,不留间隔地从液体组合物1(墨水)上用液体组合物2(后处理液)印刷实心图像。在第二阶段印刷时,用液体组合物1(墨水)及液体组合物2(后处理液)形成的实心图像一边与接触部件上的在第一阶段运送卷筒纸的场所和没有运送的场所的边界接触,一边运送。
[0201]
[实施例2~16、比较例1~11]
[0202]
在实施例1中,将作为基材使用的中空辊的直径、作为纤维层使用的纤维的种类、对卷绕纤维层的粘合剂固化后的辊施加的线压、以及记录介质相对装在印刷装置的接触部件的卷绕率变更为表1所示内容,除此之外,与实施例1相同,实施实施例2~16、比较例1~11的操作。
[0203]
在比较例7~11中,对于粘贴到基材前的纤维层,使用高速压延装置(由利轧制公司制),以线压20kg/cm、速度1m/分夹入纤维,进行处理。
[0204]
在表1中,关于纤维层的商品名和制造公司名称,如下所示。
[0205]-tomy filec pa5lh(氟树脂纤维,单丝,由tomoegawa co.,ltd.制造)
[0206]-tomy filec pa10lh(氟树脂纤维,单丝,由tomoegawa co.,ltd.制造)
[0207]-toyoflon 406d(氟树脂纤维,复丝,toray工业公司制造)
[0208]-toyoflon 2402(氟树脂纤维,复丝,toray工业公司制造)
[0209]-toyoflon fp002cd(氟树脂纤维,复丝,toray工业公司制造)
[0210]-toyoflon t33r(氟树脂纤维,复丝,toray工业公司制造)
[0211]-toyoflon bf-800s(氟树脂纤维,复丝,toray工业公司制造)
[0212]
[图像剥离性]
[0213]
在上述实施例、比较例中对实心图像剥离性进行评价。具体地说,进行上述“装入接触部件的印刷装置的印刷”操作后,从300mm距离用肉眼观察实心图像部。在接触部件上
的通过运送纸宽度较小的卷筒纸的场所和未运送场所的边界的实心图像部分,指定任意25mm见方的范围,计算在该范围内的实心图像剥离处的数。关于图像剥离性,根据下述评价标准进行评价。结果如表1所示。将等级a、b和c评价为实际可用。
[0214]
[评价标准]
[0215]
a:剥落点数为2处以下。
[0216]
b:剥落点数为3~6处。
[0217]
c:剥落点数为7~10处。
[0218]
d:剥落点数为12处以上。
[0219]
[纤维层剥离性]
[0220]
在上述实施例和比较例中,评价纤维层的剥离性。具体地说,对于制作的接触部件设有的纤维层,将刮胡刀垂直相接,以包围宽度为30mm、长度为100mm的区域(评价区域)的方式进行切入。接着,抓住短宽度一侧的评价区域的端部,用数字测力器(a&d公司制)以100mm/5秒的速度测定90
°
的剥离应力。测定值设为测定距离100mm内的最大值。在该测定中,生成位置不同的三个评价区域,采用将各区域的测定值平均所得的平均值。其结果如表1所示。评价结果为7n/cm以上场合评价为可实用。
[0221]
表1
[0222][0223]
上述实施例是示例性的,并不限制本发明,因此,根据上述教导,许多其他的修改和变化是可能的,例如,在本发明的范围内,不同的说明性实施例的要素和/或特征可以相互组合和/或相互替代。
[0224]
本专利申请以2019年3月18日提交日本专利局的第2019-050260号日本专利申请为基础,并对其享有优先权,本专利申请的全部内容在此以引用方式并入。
[0225]
附图标记列表
[0226]
1 被接触部件供给器
[0227]
2 液体组合物赋予器
[0228]
3 液体组合物加热器
[0229]
4 接触部件
[0230]
5 接触部件加热器
[0231]
6 被接触部件回收器
[0232]
7 被接触部件
[0233]
8 传送路径
[0234]
9a,9b 被接触部件从接触部件分离的端部
[0235]
10 接触部件
[0236]
10a,10b 微小阶梯差
[0237]
11 被接触部件
[0238]
12 被接触部件
[0239]
13 异常图像
[0240]
20 悬臂
[0241]
21 探针
[0242]
30 基材
[0243]
31 粘合剂层
[0244]
32 粘合剂浸渍区域
[0245]
33 粘合剂非浸渍区域
[0246]
34 浸渍部
[0247]
35 未浸渍部
[0248]
50 干燥装置
[0249]
100 印刷装置