1.本实用新型涉及一种一体车轮,特别涉及一种载重车轮辋与槽圈为热轧成型的一体车轮,属于汽车部件领域。
背景技术:
2.传统的车轮由轮辐、轮辋分别加工,然后利用焊接方法将轮辋和轮辐焊接在一起的车轮制造方法,载重汽车的车轮,需要进一步将轮辋与槽圈进行焊接,这种制造方法在制造过程中,需要多种滚压成型设备与模具,多个裁剪设备,多台焊接设备,焊接时的固定设备,其中最大的难度是经过滚压后的单个部件之间的对接技术,利用这种制造周期长,制造难度大,而且制造成本高,车轮的支撑强度低,而且由于焊接应力,再加上受力的原因会产生车轮的变形,特别是用于载重型车辆的车轮,更需要强大的支撑力,如果利用一般的轮辐轮辋焊接方法形成车轮,需要加大车轮轮辋、轮辐钢板厚度、提高车轮的支撑强度,进一步加大了车轮的制造成本。
3.图2是现有技术的轮辋与轮辐剖面连接结构示意图。在制造过程中,分别对轮辋一 21、轮辐一22、槽圈一23、以及挡圈、锁圈进行分别加工,然后轮辋一21和槽圈一23进行焊接,焊接部二25为环形焊接部,接着再将焊接有槽圈一53的轮辋一21与轮辐一22焊接,焊接部位为焊接部一24也是环形焊接缝。经过多次焊接的轮辐以及轮辋,这种结构的车轮金属件,不仅制造工艺复杂、工序繁多,而且会增加车轮在制造过程中的应力,存在着变形、焊缝开裂等多种隐形问题。
4.专利cn201720630353.9公开了一种载重车轮辋轮辐一体型无内胎车轮,这种轮胎是利用的轮辋外周面与轮辋之间为一体结构,一体结构的轮辋外周与轮辐表面之间相互垂直,轮辐表面为垂直面,轮辋外周与轮辐表面连接部位弯曲成弧状结构,轮辐上开设有多个孔,轮辐与轮辋由环形或圆形钢板旋压成型,锁圈与挡圈之间为面接触或台阶状接触,这种车轮不仅可以用于无内胎车轮,而且可使用内胎的车轮。
5.随着载重车的不断提升,要求车轮的承压能力不断地增加,传统的旋压制造工艺收到了一定的制约,其原因是车轮要求的厚度加大,旋压工艺需要的设备动力不断地加大,对于厚度大的钢板而言,要将大厚度的钢板形成轮缘12、槽圈14等弯度较大的结构需要的压力大,消耗的能源也大,而且难以达到要求的技术指标,利用旋压工艺制造大厚度的车轮具有非常大的难度,一端时间,只能返回到原来的有多种部件焊接而成的结构中,如上所述,利用多个部件焊接而成的车轮,仍然存在着工艺复杂、制造周期长、焊接应力等多种问题,如何才能够达到一体成型的车轮,是摆在制造厂家面前的一个课题。
技术实现要素:
6.为了克服大厚度车轮利用多种部件焊接而成带来的工艺复杂、制造周期长、焊接应力等多种问题,本实用新型提供一种载重车轮辋与槽圈为热轧成型的一体车轮,其目的是缩短车轮的制造周期,简化车轮的制造工艺,提高车轮的承载强度,确保车轮性能稳点,
不会发生应力变化等,提供一种安全可靠的车轮。
7.一种载重车轮辋与槽圈为热轧成型的一体车轮,包括轮辋、轮辋外周内侧设置有与轮辋一体连接的轮缘,轮辋外周的外侧连接的槽圈,所述车轮为载重型汽车的车轮,车轮的轮辋与槽圈为一体结构,轮缘设置在车轮内侧,轮缘端部向内侧弯曲,轮缘与轮辋之间也为一体结构,轮缘与轮辋外周之间也为圆弧状结构,轮缘、轮辋以及槽圈的一体结构为热轧成型型材的卷曲部件,一体结构外周有对接焊缝;
8.进一步,所述车轮为有内胎车轮,轮辋外周开设有气门芯引出孔;
9.进一步,所述车轮为无内胎车轮;
10.进一步,所述槽圈上设置有组合锁圈的槽圈凹槽,槽圈凹槽槽底面低于轮辋外周,槽圈凹槽结构为u型或勺型结构;
11.进一步,所述轮辋靠近槽圈凹槽一侧的外周为直线结构,靠近轮缘一侧为向外周高出直线结构外表面的坡状结构外周;
12.进一步,所述轮辋的外侧设置有焊接轮辐的边缘。
13.本实用新型具有的积极效果是:通过将轮缘、轮辋以及槽圈加工成一体结构的热轧成型型材的卷曲部件,可形成大厚度的车轮,提高车轮的承载能力;通过在槽圈上设置有组合锁圈的槽圈凹槽,且槽圈凹槽结构为u型或勺型结构,不仅能够满足有内胎的车轮,而且能够用于无内胎的载重车、矿山车;通过将靠近轮缘一侧的轮辋结构设计成向外周高出直线结构外表面的坡状结构外周,有利于轮胎从外侧向内侧的组装,可组装和维修时间,利用本实用新型的结构可缩短车轮的制造周期,简化车轮的制造工艺,提高车轮的承载强度,确保车轮性能稳点,不会发生应力变化等,提供一种安全可靠的车轮。
附图说明
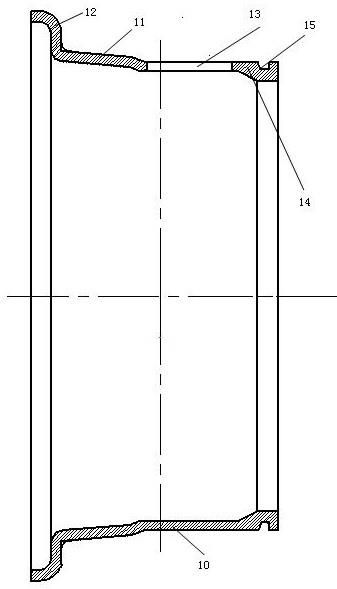
14.图1本实用新型的剖面结构示意图。
15.图2现有技术的轮辋与轮辐剖面连接结构示意图。
16.编号说明:10-轮辋、11-坡状结构、12-轮缘、13
‑ꢀ
气门嘴引出孔、14-槽圈、15-槽圈凹槽、16、直线结构、21-轮辋一、22-轮辐一、23-槽圈一、24-焊接部一、25
‑ꢀ
焊接部二。
具体实施方式
17.以下结合附图,就本实用新型的技术方案进行详细说明。在以下的描述中,车轮设置在车辆上,车轮靠近车辆的一侧为内侧,原理车厢的一侧为外侧。
18.一种载重车轮辋与槽圈为热轧成型的一体车轮,包括轮辋、轮辋外周内侧设置有与轮辋一体连接的轮缘,轮辋外周的外侧连接的槽圈14,图1是本实用新型的剖面结构示意图。所述车轮为载重型汽车的车轮,车轮的轮辋10与槽圈14为一体结构,轮缘12设置在车轮内侧,轮缘12端部向内侧弯曲,轮缘12与轮辋10之间也为一体结构,轮缘12与轮辋10外周之间也为圆弧状结构,轮缘12、轮辋10以及槽圈14的一体结构为热轧成型型材的卷曲部件,一体结构外周有对接焊缝。
19.所述车轮为有内胎车轮,轮辋10外周开设有气门芯引出孔。
20.所述车轮为无内胎车轮。
21.所述槽圈14上设置有组合锁圈的槽圈凹槽15,槽圈凹槽15槽底面低于轮辋10外
周,槽圈凹槽15结构为u型或勺型结构。
22.所述轮辋10靠近槽圈凹槽15一侧的外周为直线结构16,靠近轮缘12一侧为向外周高出直线结构16外表面的坡状结构11外周。
23.所述轮辋10的外侧设置有焊接轮辐的边缘。
24.本实用新型具有的积极效果是:通过将轮缘12、轮辋10以及槽圈14加工成一体结构的热轧成型型材的卷曲部件,可形成大厚度的车轮,提高车轮的承载能力;通过在槽圈14上设置有组合锁圈的槽圈凹槽15,且槽圈凹槽15结构为u型或勺型结构,不仅能够满足有内胎的车轮,而且能够用于无内胎的载重车、矿山车;通过将靠近轮缘12一侧的轮辋10结构设计成向外周高出直线结构16外表面的坡状结构11外周,有利于轮胎从外侧向内侧的组装,可组装和维修时间,利用本实用新型的结构可缩短车轮的制造周期,简化车轮的制造工艺,提高车轮的承载强度,确保车轮性能稳点,不会发生应力变化等,提供一种安全可靠的车轮。
技术特征:
1.一种载重车轮辋与槽圈为热轧成型的一体车轮,包括轮辋、轮辋外周内侧设置有与轮辋一体连接的轮缘,轮辋外周的外侧连接的槽圈,其特征在于:所述车轮为载重型汽车的车轮,车轮的轮辋与槽圈为一体结构,轮缘设置在车轮内侧,轮缘端部向内侧弯曲,轮缘与轮辋之间也为一体结构,轮缘与轮辋外周之间也为圆弧状结构,轮缘、轮辋以及槽圈的一体结构为热轧成型型材的卷曲部件,一体结构外周有对接焊缝。2.根据权利要求1所述的一种载重车轮辋与槽圈为热轧成型的一体车轮,其特征在于:所述车轮为有内胎车轮,轮辋外周开设有气门嘴引出孔。3.根据权利要求1所述的一种载重车轮辋与槽圈为热轧成型的一体车轮,其特征在于:所述车轮为无内胎车轮。4.根据权利要求1所述的一种载重车轮辋与槽圈为热轧成型的一体车轮,其特征在于:所述槽圈上设置有组合锁圈的槽圈凹槽,槽圈凹槽槽底面低于轮辋外周,槽圈凹槽结构为u型或勺型结构。5.根据权利要求1所述的一种载重车轮辋与槽圈为热轧成型的一体车轮,其特征在于:所述轮辋靠近槽圈凹槽一侧的外周为直线结构,靠近轮缘一侧为向外周高出直线结构外表面的坡状结构外周。6.根据权利要求1所述的一种载重车轮辋与槽圈为热轧成型的一体车轮,其特征在于:所述轮辋的外侧设置有焊接轮辐的边缘。
技术总结
一种载重车轮辋与槽圈为热轧成型的一体车轮,属于汽车不减领域。所述车轮为载重型汽车的车轮,车轮的轮辋与槽圈为一体结构,轮缘设置在车轮内侧,轮缘端部向内侧弯曲,轮缘与轮辋之间也为一体结构,轮缘与轮辋外周之间也为圆弧状结构,轮缘、轮辋以及槽圈的一体结构为热轧成型型材的卷曲部件,一体结构外周有对接焊缝,利用本实用新型的结构可缩短车轮的制造周期,简化车轮的制造工艺,提高车轮的承载强度,确保车轮性能稳点,不会发生应力变化等,提供一种安全可靠的车轮。提供一种安全可靠的车轮。提供一种安全可靠的车轮。
技术研发人员:朱家良 侯长红 刘永强 朱相龙 练斌
受保护的技术使用者:安阳市安强车轮有限公司
技术研发日:2021.10.14
技术公布日:2022/2/19