1.本技术涉及铸造技术领域,尤其是涉及一种多层堆叠浇注装置。
背景技术:
2.凸轮轴作为汽车、摩托车发动机这个“心脏”的核心受力和传动部件,其传统生产工艺存在能耗高、资源利用率低、劳动生产效率低、产品质量稳定性差等问题。通过多层堆叠浇注工艺,将改变传统汽摩凸轮轴铸造浇注过程中人力单箱浇注的方式,实现机械化浇注,在极大降低劳动强度的同时,将有效降低人为因素对浇注过程的影响,有利于产品质量控制。
3.公告号为cn 206952100 u的专利文献公开了一种用于多层堆叠浇注的凸轮轴铸造模具,包括本体,本体上设浇铸口、浇道以及凸轮轴型腔,本体包括3-5个分体,分体沿厚度方向堆叠,每个分体内设有凸轮轴型腔,浇铸口设置在顶层的分体上,浇道连接浇铸口以及凸轮轴型腔,浇道也连接相邻的凸轮轴型腔。采用该专利文献公开的凸轮轴铸造模具,铁水在重力的作用下迅速充满各个分体的凸轮轴型腔,一次浇铸就可以完成更多数量凸轮轴的铸造,提高了铸造效率,同时对铸造效果影响不大。
4.针对上述中的相关技术,发明人认为存在以下缺陷:凸轮轴铸造模具的本体包括3-5个分体,由于分体数量较多,导致凸轮轴铸造模具的重量增加,在完成凸轮轴铸造模具的制作后,将凸轮轴铸造模具移动至铁水包浇注口的位置进行浇注的过程中,存在不利于使用者搬运的问题。
技术实现要素:
5.为了改善多层堆叠浇注工艺所采用的凸轮轴铸造模具搬运不便的问题,本技术提供一种多层堆叠浇注装置。
6.本技术提供的一种多层堆叠浇注装置,采用如下的技术方案:
7.一种多层堆叠浇注装置,包括凸轮轴铸造模具,所述凸轮轴铸造模具包括多层沿厚度方向堆叠的分体,还包括用于装载所述分体的壳体,以及安装于所述壳体内的升降台和用于驱动所述升降台在壳体内上下运动的驱动组件,所述壳体和所述分体之间设置有定位组件,使得所述分体在所述升降台上沿厚度方向堆叠时能够重合。
8.通过采用上述技术方案,凸轮轴铸造模具在搬运时,将多个凸轮轴铸造模具的分体统一装载于壳体中,方便机械设备进行集中运输。此外,在将分体装载到壳体中进行堆叠时,能够通过调整升降台的高度,结合壳体中的定位组件,方便分体精准对齐,并在运输过程中能够避免分体之间发生错位,从而保证后续浇注工艺中,铁水能够良好地流通进入到各分体的腔室中,提高多层堆叠浇注的铸件质量。
9.可选的,所述壳体由方形底板以及方形底板的四周边沿竖直向上延伸形成的直立板围成,所述升降台承载所述分体的工作面平行于方形底板的板面,且所述升降台的四周边沿与所述直立板的内表面贴合。
10.通过采用上述技术方案,壳体四周的直立板与升降台限定出用于放置凸轮轴铸造模具的容纳腔,能够限定凸轮轴铸造模具的分体在运输过程中发生位移导致分体之间发生错位,不利于后续浇注工艺中铁水在分体之间流通。
11.可选的,所述定位组件包括弧形定位柱和弧形定位槽,所述弧形定位柱设置在所述直立板的内表面上,所述弧形定位槽设置于分体的侧壁上,且所述弧形定位柱和所述弧形定位槽的弧度相同。
12.通过采用上述技术方案,弧形定位柱相较于方形定位柱能够减少定位柱与凸轮轴铸造模具的分体之间的摩擦力,减小在装载或者卸载过程中造成凸轮轴铸造模具的损伤。
13.可选的,所述驱动组件包括液压缸,所述液压缸固定安装于所述方形底板上,且所述液压缸的活塞杆与所述升降台的底部固定连接。
14.通过采用上述技术方案,采用液压缸作为驱动源,输出力大,将液压缸的活塞杆与升降台底部固定,能够提高升降过程中凸轮轴铸造模具的稳定性。
15.可选的,所述直立板的内表面上开设有插槽,所述弧形定位柱插接于所述插槽中。
16.通过采用上述技术方案,弧形定位柱采用插接的方式与直立板可拆卸连接,能够在弧形定位柱长期使用后发生磨损时快速更换。
17.可选的,所述弧形定位柱沿轴向均匀间隔设置有刻度槽,相邻所述刻度槽之间的间距与所述分体的厚度相同。
18.通过采用上述技术方案,刻度槽能够衡量升降台升降的距离,方便与承载的凸轮轴铸造模具的分体的数量适配。
19.可选的,所述升降台上开设有通风孔。
20.通过采用上述技术方案,使得完成浇注后,凸轮轴铸造模具型腔中的铁水能够及时冷却,凝固成型,避免对铸造质量造成损害。
21.可选的,其中一个所述直立板由固定部和翻折部组成,所述固定部由所述方形底板的边沿竖向延伸形成,所述翻折部与所述固定部铰接。
22.通过采用上述技术方案,直立板的翻折部能够相对于固定部翻折,开启外壳的部分侧壁,加速自然冷却,也可外接散热装置,精确控制凸轮轴模具型腔内部的铁水冷却。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.本技术提供的一种多层堆叠浇注装置,凸轮轴铸造模具在搬运时,将多个凸轮轴铸造模具的分体统一装载于壳体中,方便机械设备进行集中运输,同时,在将分体装载到壳体中进行堆叠时,能够通过调整升降台的高度,结合壳体中的定位组件,方便分体精准对齐,并在运输过程中能够避免分体之间发生错位,从而保证后续浇注工艺中,铁水能够良好地流通进入到各分体的腔室中,提高多层堆叠浇注的铸件质量。
25.2.壳体四周的直立板与升降台限定的容纳腔与凸轮轴铸造模具的分体外形保持一致,能够进一步限定凸轮轴铸造模具的分体在运输过程中发生位移导致分体之间发生错位。
附图说明
26.图1是本技术实施例的凸轮轴铸造模具的结构示意图;
27.图2是本技术实施例的壳体的结构示意图;
28.图3是本技术实施例的壳体隐藏一个直立板后的结构示意图;
29.图4是本技术实施例的壳体的截面图;
30.图5是图5中a部的放大图。
31.附图标记说明:1、凸轮轴铸造模具;11、分体;2、壳体;21、方形底板;22、直立板;221、插槽;222、固定部;223、翻折部;23、支脚;24、叉环;3、升降台;31、沉槽;32、贯穿孔;33、通风孔;4、驱动组件;41、液压缸;42、法兰盘;5、定位组件;51、弧形定位柱;52、弧形定位槽;53、刻度槽;6、铰接轴;7插销;8、紧固螺栓;9、锁紧螺母。
具体实施方式
32.以下结合附图1-5对本技术作进一步详细说明。
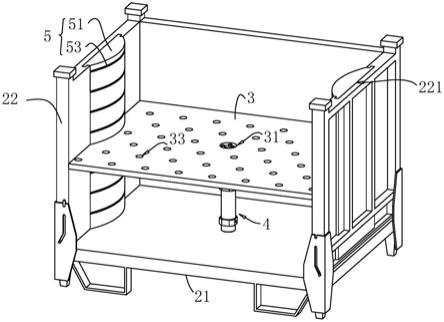
33.本技术实施例公开一种多层堆叠浇注装置。参照图1、图2,多层堆叠浇注装置包括凸轮轴铸造模具1,以及用于装载凸轮轴铸造模具1的壳体2。凸轮轴铸造模具1包括多个分体11,完成分体11的制作后,将分体11沿厚度方向依次堆叠放置于壳体2中,采用机械设备集中多个分体11转运至钢水包的浇注口位置进行浇注。
34.参照图2、图3,壳体2由方形底板21以及方形底板21的四周边沿竖直向上延伸形成的直立板22围成,壳体2内安装有升降台3,凸轮轴铸造模具1的分体11放置于升降台3上。本实施例中,方形底板21为矩形板,升降台3同样为矩形板,且升降台3的长度和宽度与方形底板21相适配,使得升降台3的四周边沿与直立板22的内表面贴合,与直立板22围成容纳分体11的装载空间。此外,分体11为长方体状,且分体11的长度和宽度与装载空间相适应,使得直立板22能够限制在转运过程中多层堆叠的分体11之间发生相对位移,有利于后续浇注的铁水在分体11中的型腔之间流通。方形底板21的四个角部固定连接有用于支撑的支脚23,并且方形底板21的底部边沿形成有用于叉车的叉齿伸入的叉环24,当完成凸轮轴铸造模具1的分体11的装运后,利用叉车对壳体2进行转运。
35.其中,方形底板21的长边竖向延伸的一个直立板22由固定部222和翻折部223组成,固定部222与翻折部223的高度相同。固定部222由方形底板21的矩形长边竖向延伸而成,翻折部223通过铰接轴6与固定部222铰接,铰接轴6为“ω”型,由两端的水平部和中间的倒u型部一体成型构成,铰接轴6两端的水平部与固定部222焊接,中间的倒u型部穿设在翻折部223的铰接孔中,使得翻折部223能够绕铰接轴6转动实现壳体2的开合,且翻折部223转动到与固定部222共平面时,利用插销7将翻折部223与邻接的直立板22固定。当凸轮轴铸造模具1完成多层堆叠浇注后,取下插销7,使得翻折部223绕铰接轴6向外翻转,采用空冷或者外接散热装置对凸轮轴铸造模具1进行散热,能够控制铁水的冷却速率,进一步提高铸件质量的稳定性。
36.参照图1、图3,壳体2和分体11之间形成有定位组件5,定位组件5包括弧形定位柱51和弧形定位槽52,定位组件5为一组以上,本实施例中为两组。具体的,弧形定位柱51形成在直立板22的内表面上,弧形定位柱51可以采用粘接、螺栓连接、焊接的方式固定连接在直立板22的内表面上,本实施例中,弧形定位柱51插接于直立板22内表面上开设的插槽221中,当弧形定位柱51在长时间使用过程中发生磨损时,能够及时取出更换。弧形定位槽52开设在分体11的侧壁上,且弧形定位槽52的弧度与弧形定位柱51的弧度相同,使得弧形定位柱51能够在分体11沿厚度方向堆叠在升降台3上时,对分体11进行准确定位,使得分体11之
间能够完全重合,在后续的铁水浇注工艺中,铁水能够良好地流通进入到各分体11的型腔中成型。弧形定位柱51可以形成在壳体2的任意一块直立板22的内表面上,本实施例中的两个弧形定位柱51分别形成在相对布置的直立板22上,能够提高分体11在壳体内放置时的整体稳定性,对应的,两个弧形定位槽52形成在分体11的相对的外侧壁上。
37.弧形定位柱51的弧形表面上开设有刻度槽53,刻度槽53为弧形,且刻度槽53槽口朝向升降台3一侧,刻度槽53沿弧形定位柱51的轴向均匀间隔分布,且相邻的刻度槽53之间的间距与分体11的厚度相同。使用时,通过刻度槽53识别升降台3的升降高度,当放置第一个分体11时,将升降台3上升到自上往下的第2个刻度槽53的位置,将分体11上的弧形定位槽52对准弧形定位柱51,然后将分体11放置于升降台3的上表面上;当放置第二个分体11时,将升降台3下降1个刻度槽53的距离,重复动作,依次类推,直至将所有的分体11完成堆叠放置。通过调整升降台3的位置,实现分体11的逐层放置,减少了操作人员的劳动强度,提高了分体11搬运的便利性,同时,利用定位组件5的定位作用,保证多层堆叠分体11能够完全重合。
38.参照图4、图5,升降台3通过安装在方形底板21上的驱动组件4实现升降运动。驱动组件4的驱动源可以为气缸、电缸等,本实施例中驱动源采用液压缸41,实现大的输出力。升降台3的上表面的中央位置开设有沉槽31,沉槽31的底部开设有贯穿升降台3厚度方向的贯穿孔32,紧固螺栓8穿过贯穿孔32与液压缸41的活塞杆活动端的法兰盘42与锁紧螺母9螺纹连接。此外,升降台3的板面上开设有贯穿厚度方向的通风孔33,凸轮轴铸造模具1完成铁水浇注后,通风孔33有利于散热。
39.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的机构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。