1.本实用新型涉及校直工具技术领域,具体涉及一种圆钢校直工具。
背景技术:
2.常规圆钢加工后均盘圈打捆供应,为了更利于丝扣套接,使用前需用铁锤或专用矫正器等工具进行矫正。针对铁塔接地材料多选择为盘圆的圆钢时,在接地连接工艺采用焊接、压接或者螺栓连接时对于接口处的圆钢要求要进行校直。一般情况下都是用榔头等简易工具进行敲直,这样操作既容易把圆钢敲弯或者变形,同时也耗费大量的时间和力气。
技术实现要素:
3.本实用新型所要解决的技术问题是目前现有技术对圆钢校直采用榔头等简易工具进行敲直,这样操作既容易把圆钢敲弯或者变形,同时也耗费大量的时间和力气,目的在于提供一种圆钢校直工具,解决上述背景技术中遇到的问题。
4.本实用新型通过下述技术方案实现:
5.一种圆钢校直工具,包括对向设置的第一压杆和第二压杆,所述第一压杆和第二压杆位于同一平面;还包括支撑部件、上手柄和下手柄;所述支撑部件包括支撑部第一端和支撑部第二端;
6.第一压杆的一端与上手柄连接,另一端与支撑部第一端活动连接;第一压杆靠近上手柄且朝向第二压杆的方向设置有上钳口;
7.第二压杆的一端与下手柄连接,另一端靠近第一压杆的一侧设置有成型靠模,成型靠模与支撑部第二端连接;成型靠模远离第二压杆的一侧设置有固定钩和下钳口,所述下钳口位于成型靠模靠近上钳口的一端,所述固定钩位于成型靠模远离上钳口的一端。
8.进一步地,所述成型靠模远离第二压杆的一侧且位于固定钩和下钳口之间的位置还设置有用于固定圆钢的定位件,所述定位件为盘圆左右固定卡。
9.进一步地,所述成型靠模与支撑部第二端连接具体为成型靠模的中部与支撑部第二端通过旋转轴活动连接。
10.进一步地,所述成型靠模与支撑部第二端连接具体为成型靠模的中部与支撑部第二端固定连接。
11.成型靠模与支撑部第二端的连接可以是固定连接也可以是活动连接。
12.进一步地,所述上钳口朝向第二压杆的一侧设置有用于与圆钢接触的圆弧形开口。
13.进一步地,所述下钳口朝向第一压杆的一侧设置有用于与圆钢接触的圆弧形开口。
14.当用力相向合拢上下手柄时,圆钢的一端刚好位于上钳口和下钳口的圆弧形开口内。
15.进一步地,当第一压杆和第二压杆处于压合状态时,上钳口位于下钳口的外侧。
16.进一步地,所述第一压杆、第二压杆、支撑部件、上手柄、下手柄、上钳口和下钳口的材质均为硬质金属。
17.本实用新型在使用时,圆钢盘圆可朝向任何角度,不需固定,手持下上手柄,控制第一压杆和第二压杆所在的平面与盘圆弯曲方向所在的平面大致相同,然后盘圆头部通过上扬固定钩和盘圆左右固定卡一直到上钳口之下,上钳口轻轻压紧盘圆头部,此时钢筋的上扬方向都完成好了定位,最后用力相向合拢上下手柄。合拢的过程就是盘圆沿成型靠模朝原有弯曲方向的反向连续变形的过程,而成型靠模设置有一定反向预弯变形量,使得盘圆在反向变形后,手柄缷力且盘圆材料回弹后,盘圆能刚刚达到或接近直线状态。
18.本实用新型与现有技术相比,具有如下的优点和有益效果:
19.1、本实用新型提供的一种圆钢校直工具,能够单人操作,可以在中等手柄合力(大约20kg)的前提下轻松完成盘圆圆钢的校直工作。
20.2、本实用新型提供的一种圆钢校直工具,结构简单,维修方便,无保养要求,而且重量轻(6kg左右),使用方便快捷,操作轻快。
21.3、本实用新型提供的一种圆钢校直工具,使用时,盘圆圆钢不需要固定,自然状态均可实施操作,可操作性和环境适应性都非常强。
附图说明
22.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
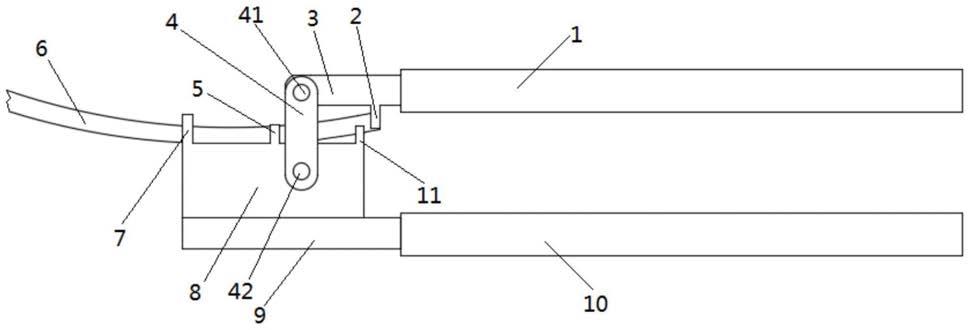
23.图1为本实用新型一种圆钢校直工具侧视图;
24.图2为本实用新型一种圆钢校直工具立体图。
25.附图中标记及对应的零部件名称:
26.1-上手柄,2-上钳口,3-第一压杆,4-支撑部件,5-定位件,6-圆钢,7-固定钩,8-成型靠模,9-第二压杆,10-下手柄,11-下钳口,41-支撑部第一端,42-支撑部第二端。
具体实施方式
27.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
28.实施例1
29.本实施例1提供一种圆钢校直工具,如图1-图2所示,包括对向设置的第一压杆3和第二压杆9,所述第一压杆3和第二压杆9位于同一平面;还包括支撑部件4,所述支撑部件4包括支撑部第一端41和支撑部第二端42。
30.为了使得压合圆钢时更加的省力,本实用新型配置了上手柄1和下手柄10;第一压杆3的一端与上手柄1连接,另一端与支撑部第一端41活动连接;第一压杆3靠近上手柄1且朝向第二压杆9的方向设置有上钳口2;所述上钳口2朝向第二压杆9的一侧设置有用于与圆钢6接触的圆弧形开口。第二压杆9的一端与下手柄10连接,另一端靠近第一压杆3的一侧设置有成型靠模8,本实施例中,成型靠模8的中部与支撑部第二端42通过旋转轴活动连接。成型靠模8远离第二压杆9的一侧设置有固定钩7和下钳口11,下钳口11朝向第一压杆3的一侧
设置有用于与圆钢6接触的圆弧形开口,当用力相向合拢上下手柄时,圆钢的一端刚好位于上钳口2和下钳口11的圆弧形开口内,所述下钳口11位于成型靠模8靠近上钳口2的一端,所述固定钩7位于成型靠模8远离上钳口2的一端。当第一压杆3和第二压杆9处于压合状态时,上钳口2位于下钳口11的外侧。
31.所述成型靠模8远离第二压杆9的一侧且位于固定钩7和下钳口11之间的位置还设置有用于固定圆钢的定位件5,所述定位件5为盘圆左右固定卡,盘圆左右固定卡用于将圆钢固定在成型靠模8上,便于方便上下手柄压合时,圆钢被压合成直线型。为了达到压合效果,本实用新型采用硬质金属制作而成。
32.实施例2
33.本实施例2提供一种圆钢校直工具,包括对向设置的第一压杆3和第二压杆9,所述第一压杆3和第二压杆9位于同一平面;还包括支撑部件4,所述支撑部件4包括支撑部第一端41和支撑部第二端42;
34.为了使得压合圆钢时更加的省力,本实用新型配置了上手柄1和下手柄10;第一压杆3的一端与上手柄1连接,另一端与支撑部第一端41活动连接;第一压杆3靠近上手柄1且朝向第二压杆9的方向设置有上钳口2;所述上钳口2朝向第二压杆9的一侧设置有用于与圆钢6接触的圆弧形开口。第二压杆9的一端与下手柄10连接,另一端靠近第一压杆3的一侧设置有成型靠模8,本实施例与实施例1不同的是,成型靠模8的中部与支撑部第二端42固定连接。成型靠模8远离第二压杆9的一侧设置有固定钩7和下钳口11,下钳口11朝向第一压杆3的一侧设置有用于与圆钢6接触的圆弧形开口,当用力相向合拢上下手柄时,圆钢的一端刚好位于上钳口2和下钳口11的圆弧形开口内,所述下钳口11位于成型靠模8靠近上钳口2的一端,所述固定钩7位于成型靠模8远离上钳口2的一端。当第一压杆3和第二压杆9处于压合状态时,上钳口2位于下钳口11的外侧。
35.所述成型靠模8远离第二压杆9的一侧且位于固定钩7和下钳口11之间的位置还设置有用于固定圆钢的定位件5,所述定位件5为盘圆左右固定卡,盘圆左右固定卡用于将圆钢固定在成型靠模8上,便于方便上下手柄压合时,圆钢被压合成直线型。
36.为了达到压合效果,本实用新型采用硬质金属制作而成。使用时,圆钢盘圆可朝向任何角度,不需固定,手持下上手柄,控制第一压杆和第二压杆所在的平面与盘圆弯曲方向所在的平面大致相同,然后盘圆头部通过上扬固定钩和盘圆左右固定卡一直到上钳口之下,上钳口轻轻压紧盘圆头部,此时钢筋的上扬方向都完成好了定位,最后用力相向合拢上下手柄。合拢的过程就是盘圆沿成型靠模朝原有弯曲方向的反向连续变形的过程,而成型靠模设置有一定反向预弯变形量,使得盘圆在反向变形后,手柄缷力且盘圆材料回弹后,盘圆能刚刚达到或接近直线状态。
37.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。