1.本发明涉及铰刀技术领域,具体为一种高效高精度快换式铰刀。
背景技术:
2.钻刀又称之为钻头,在地质勘测、碎石、机械加工经常使用,尤其机械加工中,配合数控加工中心或钻床对零件进行钻孔加工,根据钻头的外径获得标准的孔径。
3.铰刀是具有一个或多个刀齿,用以切除已加工孔表面薄层金属的旋转刀具,铰刀具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔,铰刀因切削量少其加工精度要求通常高于钻头,可以手动操作或安装在钻床上工作,用来加工圆柱形孔的铰刀比较常用,用来加工锥形孔的铰刀是锥形铰刀,比较少用,按使用情况来看有手用铰刀和机用铰刀,机用铰刀又可分为直柄铰刀和锥柄铰刀,手用的则是直柄型的;然而现有技术针对现代工业的生产,往往需要降低生产成本,而铰刀在加工中属于常见的损耗工具,铰刀刀头和刀片经常在高速切削中出现刀刃断裂崩坏,只能整把刀具进行更换和报废,增加了生产成本。
技术实现要素:
4.本发明针对上述技术背景中提出的问题,本发明提供如下技术方案:一种高效高精度快换式铰刀,包括铰刀杆,所述铰刀杆上端设置有一体成型的安装头,所述铰刀杆下端边沿处开有安装台阶,所述安装台阶上套有铰刀刀头,所述铰刀刀头侧面螺旋设置有一体成型的铰刀片,所述铰刀杆下端面中间开有锁紧槽,所述锁紧槽和安装台阶之间形成的侧壁为薄壁,所述锁紧槽底部开设有螺纹孔,所述锁紧槽内螺纹安装有锁紧钉,所述锁紧钉支撑安装台阶的侧壁胀紧铰刀刀头,所述铰刀杆下端面和铰刀刀头底面共面。
5.较佳的,所述锁紧钉沿螺帽上边沿至螺柱下部位置倾斜开有若干冷却孔,若干所述冷却孔以锁紧钉的轴线均匀对称。
6.较佳的,所述冷却孔中心线和铰刀杆轴心线之间的夹角为a,要求tana的范围为0.15-0.3。
7.较佳的,所述锁紧钉的螺帽为锥形结构,小端连接锁紧钉的螺柱,大端朝向底部。
8.较佳的,所述铰刀杆靠近安装台阶处边沿上开有两个固定槽,两个所述固定槽内均安装有定位块,两个所述定位块下端均抵在铰刀刀头边沿内侧。
9.较佳的,两个所述固定槽上侧边朝内倾斜开设,所述固定槽顶部和侧壁形成的夹角b为75
°‑
85
°
。
10.较佳的,两个所述固定槽以铰刀杆轴心线呈180
°
对称。
11.较佳的,若干所述冷却孔至少为2个。
12.较佳的,所述铰刀杆中间轴向贯穿开有通孔,所述通孔贯通至锁紧槽的螺孔处。
13.与现有技术相比,本发明的有益效果如下:
1、本发明通过可膨胀式的铰刀杆和锁紧钉实现铰刀刀头的快速安装和拆卸,增加带有倾斜角b的固定槽和定位块对铰刀刀头的固定提高稳定性和精度,保证铰刀刀头的加工精度;安装时,将定位块沿固定槽向上插入安装后,将铰刀刀头套在安装台阶外侧抵住定位块后,将锁紧钉螺纹锁紧在锁紧槽内,通过锥形的螺帽结构胀开安装台阶侧壁,实现铰刀刀头的锁紧和固定;2、本发明在锁紧钉内设置若干冷却孔,若干冷却孔和铰刀杆内的通孔贯通,方便在高速加工的同时通入冷却液及时冷却铰刀片和加工面,提高铰刀的快速冷却速度,减少刀刃的损坏率。
附图说明
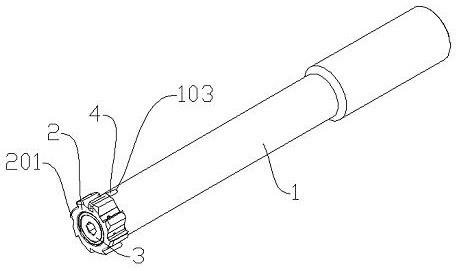
14.图1为本发明实施例的结构示意图;图2为本发明实施例的剖视图;图3为本发明实施例中锁紧钉的结构示意图;图4为本发明实施例中锁紧钉的剖视图;图5为本发明实施例中固定槽的结构示意图;本发明实施例最主要包含以下元件符号:铰刀杆-1、安装台阶-101、锁紧槽-102、固定槽-103、通孔-104、铰刀刀头-2、铰刀片-201、锁紧钉-3、冷却孔-301、定位块-4。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.实施例1如图1和图2所示,一种高效高精度快换式铰刀,包括铰刀杆1,所述铰刀杆1上端设置有一体成型的安装头,所述铰刀杆1下端边沿处开有安装台阶101,所述安装台阶101上套有铰刀刀头2,所述铰刀刀头2侧面螺旋设置有一体成型的铰刀片201,所述铰刀杆1下端面中间开有锁紧槽102,所述锁紧槽102和安装台阶101之间形成的侧壁为薄壁,所述锁紧槽102底部开设有螺纹孔,所述锁紧槽102内螺纹安装有锁紧钉3,所述锁紧钉3支撑安装台阶101的侧壁胀紧铰刀刀头2,所述铰刀杆1下端面和铰刀刀头2底面共面。
17.如图3和图4所示,所述锁紧钉3沿螺帽上边沿至螺柱下部位置倾斜开有若干冷却孔301,若干所述冷却孔301以锁紧钉3的轴线均匀对称。
18.所述冷却孔301中心线和铰刀杆1轴心线之间的夹角为a,要求tana的范围为0.15-0.3。
19.所述锁紧钉3的螺帽为锥形结构,小端连接锁紧钉3的螺柱,大端朝向底部。
20.所述铰刀杆1靠近安装台阶101处边沿上开有两个固定槽103,两个所述固定槽103内均安装有定位块4,两个所述定位块4下端均抵在铰刀刀头2边沿内侧。
21.本发明通过可膨胀式的铰刀杆1和锁紧钉3实现铰刀刀头2的快速安装和拆卸,增
加带有倾斜角b的固定槽103和定位块4对铰刀刀头2的固定提高稳定性和精度,保证铰刀刀头2的加工精度;安装时,将定位块4沿固定槽103向上插入安装后,将铰刀刀头2套在安装台阶101外侧抵住定位块4后,将锁紧钉3螺纹锁紧在锁紧槽102内,通过锥形的螺帽结构胀开安装台阶101侧壁,实现铰刀刀头2的锁紧和固定。
22.如图5所示,两个所述固定槽103上侧边朝内倾斜开设,所述固定槽103顶部和侧壁形成的夹角b为75
°‑
85
°
,设置夹角b方便定位块4在固定槽103内抵住不易受挤压滑出,提高铰刀刀头2安装和定位的稳定性和精度。
23.两个所述固定槽103以铰刀杆1轴心线呈180
°
对称。
24.若干所述冷却孔301至少为2个,也可配合铰刀片201的数量,使每个铰刀片201位置对应1个冷却孔301,提高冷却速度;所述铰刀杆1中间轴向贯穿开有通孔104,所述通孔104贯通至锁紧槽102的螺孔处,本发明在锁紧钉3内设置若干冷却孔301,若干冷却孔301和铰刀杆1内的通孔104贯通,方便在高速加工的同时通入冷却液及时冷却铰刀片201和加工面,提高铰刀的快速冷却速度,减少刀刃的损坏率。
25.为了使得本发明具有更优秀的加工效果和实际的成本控制,本发明的铰刀刀头2和铰刀片201优先采用整体烧结硬质合金材料制成,铰刀杆1选用合金钢制造,锁紧钉3优先选用内六角孔的螺钉,使得铰刀具有高强度、高硬度、高精度,且拆卸锁紧钉3时更加方便的效果。
26.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
技术特征:
1.一种高效高精度快换式铰刀,包括铰刀杆,所述铰刀杆上端设置有一体成型的安装头,其特征在于:所述铰刀杆下端边沿处开有安装台阶,所述安装台阶上套有铰刀刀头,所述铰刀刀头侧面螺旋设置有一体成型的铰刀片,所述铰刀杆下端面中间开有锁紧槽,所述锁紧槽和安装台阶之间形成的侧壁为薄壁,所述锁紧槽底部开设有螺纹孔,所述锁紧槽内螺纹安装有锁紧钉,所述锁紧钉支撑安装台阶的侧壁胀紧铰刀刀头,所述铰刀杆下端面和铰刀刀头底面共面。2.根据权利要求1所述的高效高精度快换式铰刀,其特征在于:所述锁紧钉沿螺帽上边沿至螺柱下部位置倾斜开有若干冷却孔,若干所述冷却孔以锁紧钉的轴线均匀对称。3.根据权利要求2所述的高效高精度快换式铰刀,其特征在于:所述冷却孔中心线和铰刀杆轴心线之间的夹角为a,要求tana的范围为0.15-0.3。4.根据权利要求3所述的高效高精度快换式铰刀,其特征在于:所述锁紧钉的螺帽为锥形结构,小端连接锁紧钉的螺柱,大端朝向底部。5.根据权利要求4所述的高效高精度快换式铰刀,其特征在于:所述铰刀杆靠近安装台阶处边沿上开有两个固定槽,两个所述固定槽内均安装有定位块,两个所述定位块下端均抵在铰刀刀头边沿内侧。6.根据权利要求5所述的高效高精度快换式铰刀,其特征在于:两个所述固定槽上侧边朝内倾斜开设,所述固定槽顶部和侧壁形成的夹角b为75
°‑
85
°
。7.根据权利要求6所述的高效高精度快换式铰刀,其特征在于:两个所述固定槽以铰刀杆轴心线呈180
°
对称。8.根据权利要求7所述的高效高精度快换式铰刀,其特征在于:若干所述冷却孔至少为2个。9.根据权利要求8所述的高效高精度快换式铰刀,其特征在于:所述铰刀杆中间轴向贯穿开有通孔,所述通孔贯通至锁紧槽的螺孔处。
技术总结
本发明公开了一种高效高精度快换式铰刀,包括铰刀杆,铰刀杆上端设置有一体成型的安装头,铰刀杆下端边沿处开有安装台阶,安装台阶上套有铰刀刀头,铰刀刀头侧面螺旋设置有一体成型的铰刀片,铰刀杆下端面中间开有锁紧槽,锁紧槽和安装台阶之间形成的侧壁为薄壁,锁紧槽底部开设有螺纹孔,锁紧槽内螺纹安装有锁紧钉,锁紧钉支撑安装台阶的侧壁胀紧铰刀刀头,铰刀杆下端面和铰刀刀头底面共面;本发明通过可膨胀式的铰刀杆和锁紧钉实现铰刀刀头的快速安装和拆卸,增加带有倾斜角B的固定槽和定位块对铰刀刀头的固定提高稳定性和精度,保证铰刀刀头的加工精度,且在锁紧钉内设置冷却孔,冷却孔和铰刀杆内的通孔贯通,提高铰刀的快速冷却速度。快速冷却速度。快速冷却速度。
技术研发人员:周强 刘玉志 汤一平
受保护的技术使用者:迈迪夫工具技术(江苏)有限公司
技术研发日:2021.12.31
技术公布日:2022/2/18