1.本实用新型属于激光器技术领域,具体地说,涉及一种用于激光谐振腔中输出镜和/或全反镜的安装调试系统。
背景技术:
2.在脉冲激光器中,脉冲激光谐振腔内全反镜以及输出镜安装后的牢固度及稳定性十分重要,其很大程度上决定了激光能量输出、束散角及光轴指向性等重要指标的稳定性,全反镜或输出镜出现任何微小变动,都会严重影响上述重要指标参数。对于采用激光指示导引头的武器,上述指标参数的变动很可能直接导致无法命中靶标。在实战中若出现这种情况,遗失战机,会让自己处于十分不利的局面。
3.现有技术中全反镜/输出镜的固定方式比较普遍采用两种方法。一种方法为“三顶三拉”,是早期常采用的固定方式,该方法优点是连续可调,操作相对简单,但可靠性较差,安装后的牢固度及稳定性无法满足要求。另一种方法为“修模”,其是相对于“三顶三拉”的改进,需要专业的钳工,并且要多次修模才能满足要求,修模过程中会产生金属粉末,需清理干净后才能装到谐振腔里面,给安装调试过程带来诸多的麻烦以及高的费用,不利于产品成本的控制。同时,上述两种方法均需借助相应的辅助机械零件来完成,占用空间较大,不利于产品小型化。
4.有鉴于此,特提出本实用新型。
技术实现要素:
5.本实用新型要解决的技术问题在于克服现有技术的不足,提供一种用于激光谐振腔中输出镜和/或全反镜的安装调试系统,通过调试光源和光阑组件形成调试光路,模拟激光单机发出的激光光路,在安装输出镜/全反镜时,通过调整安装位置和安装角度使输出镜的返回像与调试光路完全重合,即可实现输出镜/全反镜的准确安装,操作简单易行。
6.为解决上述技术问题,本实用新型采用技术方案的基本构思是:
7.一种用于激光谐振腔中输出镜和/或全反镜的安装调试系统,包括:
8.同向镜座,设置在激光谐振腔中,提供输出镜和/或全反镜的安装位置;
9.调试光源,用于发出调试光线;
10.光阑组件,包括与调试光源的光线输出端间隔设置的孔径光阑,调试光线穿过所述孔径光阑形成调试光路;
11.校准光阑,具有与输出镜相同的外径,且中心处具有光阑孔,校准光阑设置在同向镜座上输出镜的安装位置,且位于所述调试光路上;
12.平晶,设置在所述调试光路上,且位于所述孔径光阑与校准光阑之间,平晶的光学测量平面与调试光路中的光线垂直;
13.镜片调整装置,用于将输出镜和/或全反镜移动至对应的安装位置。
14.进一步地,所述调试光路上设置光线转向组件,用于改变光线的照射方向;所述光
线转向组件设置在所述孔径光阑与平晶之间。
15.进一步地,所述光线转向组件设置两个,所述调试光路包括:
16.第一光路行程,由所述光阑组件照射至一个光线转向组件;
17.第二光路行程,由一个光线转向组件照射至另一个光线转向组件;
18.第三光路行程,由另一个光线转向组件照射至所述平晶;
19.所述第一光路行程与第三光路行程相互平行,且其中光线的照射方向相反。
20.进一步地,所述光线转向组件包括万向调节座,以及安装在所述万向调节座上的反射镜。
21.进一步地,所述镜片调整装置包括:
22.支撑架;
23.滑移台,沿平行于第三光路行程的方向可滑动的安装在所述支撑架上;
24.夹持组件,安装在所述滑移台上,用于夹持输出镜和/或全反镜。
25.进一步地,所述支撑架包括:
26.横梁,至少部分设置在所述第一光路行程与第三光路行程之间的间隔区域内,其上设置沿平行于第三光路行程的方向延伸的滑槽;
27.第一滑块,可滑动的设置在所述滑槽中,且与所述滑移台连接。
28.进一步地,所述滑移台随第一滑块沿横梁上的滑槽水平滑动,所述滑移台包括:
29.基座,与所述第一滑块连接;
30.第二滑块,沿竖直方向可滑动的安装在所述基座上,且与夹持组件连接。
31.进一步地,所述基座包括:
32.底板,与第一滑块连接,竖直且平行于第三光路行程的方向设置;
33.两块侧板,与所述底板垂直设置,分别位于底板的上下两侧;
34.导向杆,竖直延伸设置,两端分别与上下两侧的侧板连接;
35.所述第二滑块上设置通孔,第二滑块可滑动的套装在所述导向杆上。
36.进一步地,所述夹持组件包括六维调整台和机械手;所述六维调整台与第二滑块连接,随第二滑块同步运动;所述机械手安装在六维调整台的底部,用于夹持输出镜和/或全反镜。
37.进一步地,所述机械手包括:
38.安装板,安装在所述六维调整台上;
39.第一夹片,一端固定在所述安装板上,另一端悬空设置;
40.第二夹片,与第一夹片间隔设置,一端固定在所述安装板上,另一端悬空设置;
41.调节件,带动第一夹片和第二夹片的悬空端相互靠近或远离。
42.采用上述技术方案后,本实用新型与现有技术相比具有以下有益效果。
43.本发明的安装调试系统在使用时,先通过调整调试光路使其垂直于激光单机的出射平面照射在校准光阑的光阑孔上,从而模拟出激光单机发出的激光光路,在安装输出镜/全反镜时,通过调整安装位置和安装角度使输出镜的返回像与调试光路完全重合,即可实现输出镜/全反镜的准确安装,操作简单易行。平晶的设置可以同时透射及反射调试光路中的光线,操作人员通过观察投射光线与反射光线是否分别与校准光阑的光阑孔,以及孔径光阑的中心孔重合,即可准确判断光线是否与出射平面垂直,观察更加准确。
44.本发明中,通过设置两个由万向调节座和反射镜组成的光线转向组件,一方面可以通过控制光线转向而节省调试光路整体的占用空间,另一方面可以直接通过调整万向调节座,对调试光路中的光线方向进行微调,更方便操作。
45.本发明中,镜片调整装置可夹持输出镜和/或全反镜并在多个维度上产生移动,且操作人员可以先整体移动滑移台,再通过滑移台移动夹持组件整体的高度,然后再通过六维调整台对机械手的位置及角度进行微调,实现了对所夹持的输出镜/全反镜的安装位置与角度的逐级调整,从而使输出镜/全反镜的安装更加精确。
46.下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
附图说明
47.附图作为本实用新型的一部分,用来提供对本实用新型的进一步的理解,本实用新型的示意性实施例及其说明用于解释本实用新型,但不构成对本实用新型的不当限定。显然,下面描述中的附图仅仅是一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。在附图中:
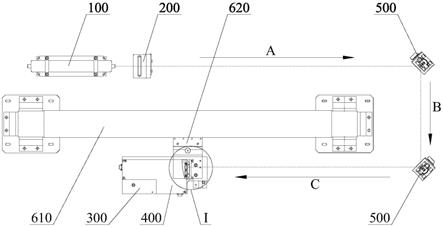
48.图1是本实用新型实施例中安装调试系统及调试光路的示意图;
49.图2是本实用新型图1中i处的放大示意图;
50.图3是本实用新型实施例中同向镜座的结构示意图;
51.图4是本实用新型实施例中同向镜座的俯视图;
52.图5是本实用新型实施例中镜片调整装置的结构示意图;
53.图6是本实用新型实施例中滑移台与横梁的安装结构示意图;
54.图7是本实用新型实施例中机械手的结构示意图;
55.图8是本实用新型实施例中机械手的侧视图;
56.图9是本实用新型实施例中机械手的俯视图。
57.图中:100、氦氖光管组件;200、光阑组件;300、安装平台;400、激光单机;410、同向镜座;411、输出镜;412、全反镜;500、光线转向组件;610、支撑架;611、横梁;612、竖梁;613、角块;614、底面安装平板;620、滑移台;621、第二滑块;622、底板;623、侧板;624、导向杆;630、六维调整台;631、连接件;640、机械手;641、安装板;642、第一夹片;643、第二夹片;644、调节件;
58.a、第一光路行程;b、第二光路行程;c、第三光路行程;d、发射天线的安装平面;m、输出镜安装位置;n、全反镜安装位置。
59.需要说明的是,这些附图和文字描述并不旨在以任何方式限制本实用新型的构思范围,而是通过参考特定实施例为本领域技术人员说明本实用新型的概念。
具体实施方式
60.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
61.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了
便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
62.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
63.如图1至图9所示,本实用新型的实施例提供一种用于激光谐振腔中输出镜和/或全反镜的安装调试系统。
64.本实施例所述的安装调试系统具体包括:
65.同向镜座410,设置在激光谐振腔中,提供输出镜411和/或全反镜412的安装位置;
66.调试光源,用于发出调试光线;
67.光阑组件200,包括与调试光源的光线输出端间隔设置的孔径光阑,调试光线穿过所述孔径光阑的中心孔形成调试光路;
68.校准光阑,具有与输出镜411相同的外径,且中心处具有光阑孔,校准光阑设置在同向镜座410上输出镜411的安装位置,且位于所述调试光路上;
69.平晶,设置在所述调试光路上,且位于所述孔径光阑与校准光阑之间,平晶的光学测量平面与调试光路中的光线垂直;
70.镜片调整装置,用于夹持输出镜411和/或全反镜412,将输出镜411和/或全反镜412移动至对应的安装位置。
71.本实施例中,采用氦氖光管组件100作为调试光源,其工作波长为632.8nm,输出功率≥4.0mw,发散角≤1.9mrad,激光模式为tem00,光斑直径为0.9mm。将需要安装输出镜411和全反镜412的激光单机400放置在调试光路的末端,并且激光单机400的谐振腔中其他光学器件均已安装到位,同时同向镜座410固定在谐振腔内合适位置。
72.本实施例的同向镜座410上可同时安装输出镜411和全反镜412。如图3和图4所示,同向镜座410左侧为输出镜安装位置m,右侧为全反镜安装位置n。校准光阑放置于同向镜座410上的输出镜安装位置m。
73.氦氖光管组件100开启后,氦氖光穿过光阑组件200上孔径光阑的中心孔,通过调整调试光路使其照射至校准光阑所在位置。操作人员将平晶紧贴激光单机400上发射天线的安装平面d(发射天线的安装平面d与激光的出射平面平行),对调试光路进行调整,当观察到光线穿过平晶后照射在校准光阑的光阑孔,且被平晶反射的光线与光阑组件200的中心孔重合时,说明当前调试光路中的光线垂直于出射平面照射在校准光阑上。
74.然后将校准光阑和平晶取下,调试光路中其他结构不再移动,通过镜片调整装置夹持输出镜411移动至同向镜座410上相应位置。通过镜片调整装置对输出镜411的安装位置及角度进行微调,同时观察输出镜411的返回像,当所述返回像与光阑组件200的中心孔中心重合时,说明输出镜411安装到位。
75.输出镜411安装完成后,可以采用类似的方法进行全反镜412的安装。
76.采用上述方案进行输出镜411及全反镜412的安装,与现有工艺中的“三顶三拉”或“修模”相比,不需要专业技能人员的参与即可完成,操作简单。同时,输出镜411和全反镜
412的安装位置准确,有利于激光单机400的激光能量输出、束散角及光轴指向性等重要指标达到优异水平。
77.本实施例中,输出镜411/全反镜412与同向镜座410胶结固定。具体地,在同向镜座410上的安装位置涂抹环氧dg-3胶,并将输出镜411/全反镜412移动至该安装位置。在所述环氧dg-3胶固化前,对输出镜411/全反镜412的安装位置及角度进行微调,并通过镜片调整装置夹持输出镜411/全反镜412使其保持不动,待环氧dg-3胶固化后,输出镜411/全反镜412即可稳定保持在当前位置。
78.同向镜座410的材质要求其热膨胀系数与输出镜411/全反镜412的材质所具有的热膨胀系数接近,从而可以在外界温度发生变化时,减少粘接应力的产生。在全温度范围内,输出镜411/全反镜412不会受外加应力影响,能够确保激光能量输出、束散角及光轴指向性等重要指标的稳定性。环氧dg-3胶满足宽温-50℃~+70℃的指标要求,且具有足够的粘接强度确保镜片不脱落。
79.输出镜411/全反镜412直接粘接在同向镜座410上,与现有工艺中的“三顶三拉”或“修模”相比,不需要其他机械零件辅助固定,使得输出镜411/全反镜412的整体安装结构体积小、重量轻,有利于有助于激光器等产品的小型化开发。
80.本实施例中,所述调试光路上设置光线转向组件500,用于改变光线的照射方向。光线转向组件500设置在所述孔径光阑与平晶之间。也即,在光阑组件200与激光单机400之间设置光线转向组件500,调试光路为折线形,可以延长调试光路的距离从而提高调试的精准度,同时避免占用过大空间。
81.具体地,光线转向组件500设置两个,所述调试光路包括:
82.第一光路行程a,由光阑组件200照射至一个光线转向组件500;
83.第二光路行程b,由一个光线转向组件500照射至另一个光线转向组件500;
84.第三光路行程c,由另一个光线转向组件500照射至所述平晶。
85.第一光路行程a与第三光路行程c相互平行,且其中光线的照射方向相反。
86.本实施例中,光线转向组件500包括万向调节座,以及安装在所述万向调节座上的反射镜。对调试光路进行调节时,可直接操作万向调节座改变反射镜的高度及角度,从而将调试光路调节至满足要求,操作方便。图1中右上角的光线转向组件500距离光阑组件200的距离约为1米(本实施例中为0.9米),有利于提高调试光路的准直精度。两个光线转向组件500之间的距离约为0.35米。
87.本实施例中,安装输出镜411/全反镜412时,先通过镜片调整装置将输出镜411/全反镜412移动至同向镜座410上对应安装位置的上方,然后逐渐降低输出镜411/全反镜412的高度,使其与同向镜座410上的环氧dg-3胶粘结,最后再微调安装位置及角度,使输出镜411的返回像满足要求。
88.为实现上述目的,本实施例的镜片调整装置具体包括:
89.支撑架610;
90.滑移台620,沿平行于第三光路行程c的方向可滑动的安装在支撑架610上;
91.夹持组件,安装在滑移台620上,用于夹持输出镜411和/或全反镜412。
92.滑移台620自身还可带动夹持组件上下运动,夹持组件具体包括与滑移台620连接的六维调整台630,以及安装在六维调整台630上的机械手640,通过机械手640夹持输出镜
411/全反镜412。
93.操作人员可通过移动滑移台620使夹持有输出镜411/全反镜412的机械手640移动至同向镜座410上方相应位置,然后操作滑移台620使机械手640下降,最后再通过调节六维调整台630对机械手640的位置及角度进行微调,进而将输出镜411/全反镜412准确地安装至同向镜座410上。
94.具体地,支撑架610包括:
95.横梁611,至少部分设置在第一光路行程a与第三光路行程c之间的间隔区域内,其上设置沿平行于第三光路行程c的方向延伸的滑槽;
96.第一滑块,可滑动的设置在所述滑槽中,且与滑移台620连接;
97.竖梁612,竖直设置在横梁611两端;
98.底面安装平板614,设置在竖梁612下端,用于支撑架610的固定;
99.角块613,设置在横梁611与竖梁612的连接处,以及竖梁612与底面安装平板614的连接处,通过螺钉固定,用于连接横梁611与竖梁612,以及竖梁612与底面安装平板614。
100.详细地,横梁611与竖梁612由高强度抗变形铝合金型材制成,其横截面积为100mm
×
100mm。横梁611上的滑槽两端均贯通至横梁611端部,组装支撑架610时,先将第一滑块从横梁611端部装入滑槽中,再将横梁611与竖梁612通过角块613连接。
101.滑移台620随第一滑块沿横梁611上的滑槽水平滑动,滑移台620具体包括:
102.基座,与所述第一滑块连接;
103.第二滑块621,沿竖直方向可滑动的安装在所述基座上,且与夹持组件连接。
104.进一步地,所述基座包括:
105.底板622,与第一滑块连接,竖直且平行于第三光路行程c的方向设置;
106.两块侧板623,与底板622垂直设置,分别位于底板622的上下两侧;
107.导向杆624,竖直延伸设置,两端分别与上下两侧的侧板623连接;
108.第二滑块621上设置通孔,第二滑块621可滑动的套装在导向杆624上。
109.详细地,横梁611的前侧表面上平行设置两个滑槽,每个滑槽中至少设置两个第一滑块,底板622为矩形,四个顶角处分别与一个第一滑块通过m6螺丝连接,通过调节m6螺丝的松紧还可以控制第一滑块是否可以滑动,从而实现对滑移台620水平位置的固定。
110.导向杆624为圆柱形,平行设置两个,其上分别套装一个第二滑块621。第二滑块621由分体的两个件组成,并通过螺丝连接,通过旋动螺钉可以调节所述两个件之间的间距,从而使第二滑块621抱紧导向杆624,使其固定在导向杆624上特定位置无法移动。
111.滑移台620朝向横梁611一侧的整体外形尺寸为100mm
×
100mm,导向杆624采用不锈钢制成,第二滑块621采用黄铜制成。第二滑块621在导向杆624上的滑动行程为0~60mm,并由两侧m6螺丝锁紧。
112.所述夹持组件中,六维调整台630与第二滑块621连接,随第二滑块621同步运动。机械手640安装在六维调整台630的底部。
113.详细地,六维调整台630由一个回转台、两个角位移台和三个一维平移台组成。
114.所述一维平移台台面尺寸为80mm
×
80mm,行程
±
12.5mm,最小刻度为0.01mm,由侧微头驱动。其中,用于产生竖直方向位移的一维平移台与第二滑块621连接,其前侧设置一连接件631,用于与产生水平方向位移的两个一维平移台连接,所述产生水平方向位移的两
个一维平移台上下重叠地设置连接件631下方。
115.所述角位移台与位于最下方的一维平移台连接,其台面尺寸为60mm
×
60mm,行程
±
10度,采用交叉导轨型,最小调整量为0.5’,由侧微头驱动。
116.所述回转台位于角位移台下方,其台面为圆形,直径为60mm,360
°
粗调,
±5°
精调,最小刻度为10’,平行度为0.03mm,由侧微头驱动。机械手640安装在所述回转台上。
117.本实施例中,机械手640包括:
118.安装板641,安装在六维调整台630上,具体固定在所述回转台的下表面上;
119.第一夹片642,上端固定在安装板641上,下端悬空设置;
120.第二夹片643,与第一夹片642间隔设置,上端固定在安装板641上,下端悬空设置;
121.调节件644,带动第一夹片642和第二夹片643的悬空端相互靠近或远离。
122.具体地,调节件644为穿过第一夹片642拧入第二夹片643的螺丝,通过拧紧所述螺丝,可以使第一夹片642的下端向第二夹片643下端靠近,从而夹紧输出镜411/全反镜412。松动所述螺丝的过程中,第一夹片642下端逐渐远离第二夹片643,从而释放输出镜411/全反镜412。
123.机械手640的材质为高强度抗变形铝合金,第一夹片642和第二夹片643需要有一定的弹性,同时还需一定的刚度,确保安装过程中,尤其是在输出镜411/全反镜412安装到位,等待环氧dg-3胶固化的过程中保持位置稳定。优选在第一夹片642与第二夹片643下端相对的表面上设置弹性材料制成的垫片,防止夹持镜片时对镜片造成损伤。
124.本实施例中的安装调试系统需要安装在超净间中的抗振平台上,以进行输出镜411及全反镜412的安装调试操作。所述抗振平台的尺寸在1.2m
×
1.8m左右最佳。抗振平台上还需要设置一安装平台300,用于放置并固定激光单机400,使激光单机400与调试光路接近位于同一高度。
125.采用本实施例中的安装调试系统进行输出镜411及全反镜412的安装具体包括如下步骤:
126.1)组装支撑架610:将第一滑块放入横梁611上的滑槽中,再将横梁611、竖梁612以及底面安装平板614通过角块613连接,其中,底面安装平板614和竖梁612可预先固定在抗振平台上相应位置,再安装横梁611,横梁611在竖梁612上的安装高度根据安装平台300高度、激光单机400的中心高,以及六维调整台630高度总和进行调整,确保机械手640夹持镜片后,可将输出镜411和全反镜412移动至同向镜座410上对应位置;支撑架610的横梁611沿抗振平台1.8m的方向居中放置,并距离边缘约0.4m;
127.2)将滑移台620通过m6螺丝与支撑架610上的第一滑块连接,拧紧m6螺丝进行预固定;
128.3)将六维调整台630安装到滑移台620上,再将机械手640安装到六维调整台630最底部的回转台上,检查六维调整台630,确保每个维度工作台均可正常工作;
129.4)按照图1所示位置在抗振平台上固定氦氖光管组件100,光阑组件200,两个光线转向组件500,确保氦氖光穿过光阑组件200中孔径光阑的中心孔时,中心穿过,周边呈衍射同心环;其中,右上角的光线转向组件500与光阑组件200之间的距离为0.9米,两个光线转向组件500之间的距离为0.35米;
130.5)固定安装平台300,并将激光单机400安装到安装平台300上,激光单机400的谐
振腔内其他光学器件安装到位,最后再将同向镜座410安装到激光单机400中;
131.6)将校准光阑放入同向镜座410上用于安装输出镜411的圆弧槽中(图3和图4中左侧圆弧槽),两个操作人员一人拿平晶紧贴住发射天线的安装平面d,另一人对图1中右上角的光线转向组件500进行调节,改变其中反射镜的高度和角度,使氦氖光穿过平晶入射到校准光阑的光阑孔中,同时平晶的反射光线能够在光阑组件200上显示;
132.7)继续调节光线转向组件500,使穿过平晶的氦氖光中心入射校准光阑的光阑孔中,周边呈衍射同心环(肉眼同心即可),同时平晶的反射光线与光阑组件200上中心孔重合,中心重合度≤0.5mm;移除校准光阑和平晶,严禁再对氦氖光管组件100,光阑组件200,光线转向组件500进行调整;
133.8)升起六维调整台630,将输出镜411放入机械手640的夹持槽中,肉眼观察确认输出镜411平面与水平面垂直,再将调节件644拧紧夹紧输出镜411,操作时避免力度过大损坏输出镜411;
134.9)根据需要沿横梁611上的滑槽移动滑移台620,使机械手640携带输出镜411位于同向镜座410正上方,固定滑移台620的位置;再将六维调整台630下降到距离同向镜座410上用于安装输出镜411的圆弧槽5mm左右,进一步调整六维调整台630中两个水平方向的一维平移台,确保输出镜411对准圆弧槽;继续对六维调整台630进行调整,最终使输出镜411与圆弧槽贴合完整;
135.10)将六维调整台630升起0.2mm,调整六维调整台630中的回转台,以及两个角位移台,观察输出镜411的返回像使其与光阑组件200中孔径光阑的中心孔中心重合;
136.11)升起六维调整台630,在圆弧槽表面均匀涂抹一层环氧dg-3胶,胶层厚度小于0.3mm;调整六维调整台630中竖直方向的一维平移台,让输出镜411慢慢靠近同向镜座410上的圆弧槽,快到距离0.2mm处,检查输出镜411的返回像与光阑组件200中孔径光阑的中心孔是否中心重合,不重合时微调六维调整台630中的回转台和两个角位移台,直至肉眼观察完全重合;继续下降到距离0.1mm处,检查输出镜411的返回像与光阑组件200中孔径光阑的中心孔是否中心重合,不重合时微调六维调整台630中的回转台和两个角位移台,直至肉眼观察完全重合,然后等待环氧dg-3胶固化;
137.12)等待固化时,每隔30min检查输出镜411的返回像与光阑组件200中孔径光阑的中心孔是否中心重合,不重合时微调六维调整台630中的回转台和两个角位移台,直至肉眼观察完全重合,4小时后不再检查;
138.13)等待固化16小时后拧动调节件644松开机械手640,使机械手640释放输出镜411,该过程中不能让输出镜411受到任何外界力的作用,以免胶受力太大导致输出镜411位置发生变化;移开机械手640后再检查输出镜411的返回像与光阑组件200中孔径光阑的中心孔是否中心重合,若中心重合度≤0.5mm则满足要求;
139.14)将全反镜412放入机械手640的夹持槽中,参考步骤9)操作,使全反镜412与同向镜座410上用于安装全反镜412的圆弧槽贴合完整;再参考步骤10)调整,使输出镜411的返回像与光阑组件200中孔径光阑的中心孔中心重合;
140.15)按激光调试要求调整全反镜412,满足所需的能量、能量波动、光斑质量及束散角等指标后,参考步骤11)将全反镜412与同向镜座410粘接,保证肉眼观察下,输出镜411的返回像与光阑组件200中孔径光阑的中心孔中心重合;
141.16)再参考步骤12),在等待环氧dg-3胶固化的过程中,每隔30min检查输出镜411的返回像与光阑组件200中孔径光阑的中心孔是否中心重合,并进行相应调整,4小时后不再检查;
142.17)等待固化16小时后松开机械手640释放全反镜412,避免使全反镜412受到任何外界力的作用;移开机械手640后,检查能量、光斑质量等与粘前状态是否一致,能量允许变动范围为
±
2mj,光斑不能与粘前有差异;
143.18)如检查合格,即完成输出镜411及全反镜412的安装,若不合格,将全反镜412拆下,重复步骤14)至17),直至合格。
144.上述安装过程的操作简单,不需要专业技能人员辅助,操作人员经过简单的操作培训后很快就可以入手操作,提高了效率,进而能够节省产品的成本。
145.以上所述仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专利的技术人员在不脱离本实用新型技术方案范围内,当可利用上述提示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型方案的范围内。