1.本发明涉及茶叶成型模具技术领域,具体涉及一种双工位雪茄型茶叶压制成型模具。
背景技术:
2.茶对大多数人而言是一个天然的养生保健饮品,好处很多,饮用得当可以止渴、消食、除痰、提神、明目,可以防止多种的疾病。除此之外,喝茶还具有以下好处:1、茶叶中的抗氧化物质可以提高肌肉的耐力;2、咖啡碱成分可以保持身材;3、茶多酚及其氧化物可以吸收放射性物质,抵御辐射;4、改善记忆力;5、提高骨密度。
3.现在茶叶都是做成茶饼状或茶砖状,一大块的茶饼或茶砖,不方便携带,要取用需要挖破,也不利于茶叶的保存。制作过程中,传统茶饼或茶砖紧压茶,在撬茶时往往会产生很大的损耗,因此市面上出现了雪茄形状茶叶条,整体呈条状,可解决上述问题,该雪茄形状茶叶条需要用到专用的成型模具,而现有此类成型模具都是单工位的,操作时包括填料、压制成型和出料等工序,效率较低,为提高效率有时会减少成型时间,导致茶叶条成型质量较差。
技术实现要素:
4.针对现有技术中的缺陷,本发明提供一种双工位雪茄型茶叶压制成型模具,以解决现有雪茄形状茶叶条成型模具工作效率较低的技术问题。
5.为解决上述的技术问题,本发明采用以下技术方案:
6.一种双工位雪茄型茶叶压制成型模具,包括电气柜,电气柜上设置有支撑框架,支撑框架顶部设置有两组第一伸缩机构,支撑框架上设置有两组控制按钮,两组控制按钮分别与对应的第一伸缩机构电性连接,第一伸缩机构底部均连接有压制上模,电气柜顶部设置有两组压制下模,两压制下模顶部均设置有成型中模,压制上模、成型中模和压制下模可组合在一起形成模具组件,模具组件内部可形成雪茄型茶叶的型腔。
7.优选地,压制上模包括与第一伸缩机构连接的滑动板,滑动板底部连接有七个以上互相平行布置的上压头,上压头底部开设有弧形凹槽a。
8.优选地,滑动板上活动贯穿位于有两个分别位于成型中模和压制下模两侧的立柱,两立柱连接在电气柜顶部和支撑框架内顶部之间,滑动板内设置有套设在对应立柱上的线性轴承。
9.优选地,压制下模包括设置在电气柜顶部的空心底座,空心底座内设置有可上下移动的活动模块组件,活动模块组件包括从下到上依次连接有底板、下顶板和若干下压头,下压头与上压头一一对应,下压头顶部开设有弧形凹槽b。
10.优选地,成型中模包括设置在空心底座顶部的框体,框体上下均开口,活动模块组件和上压头均可伸入框体内,框体一侧端连接有固定支架,固定支架上设置有第二伸缩机构,第二伸缩机构连接有位于固定支架内的活动支架,活动支架上设置有若干与上压头一
一对应的端部压头,端部压头可伸入框体内,端部压头末端为开设有弧形凹槽c,弧形凹槽a、弧形凹槽b和弧形凹槽c可围成型腔。
11.优选地,电气柜顶部设置有两组滑动盖板,两压制下模可滑动地设置有对应滑动盖板上,压制下模背面一端连接有第三伸缩机构,第三伸缩机构设置在电气柜顶部。
12.优选地,第一伸缩机构、第二伸缩机构和第三伸缩机构均包括气缸组件。
13.优选地,还包括填料组件,填料组件可放置在成型中模顶部,蒸桶组件用于将茶叶填料进成型中模内。
14.优选地,填料组件包括蒸桶和隔离网板,蒸桶上部设有多个上下开口的置茶仓,多个置茶仓与多个型腔一一对应,蒸桶前后两边沿各设有一个长条状开口,隔离网板包括插入蒸桶下方的镂空板和垂直于镂空板的拉手板,镂空板上方设有与两个长条状开口配合的两个限位块,蒸桶四边端部下方垂直设有限位板,其中一侧端部的限位板上设一个插口,该插口供隔离网板插入与抽出。
15.优选地,置茶仓横截面为倒置等腰梯形,蒸桶左右两端上方各设有一提把手。
16.本发明的有益效果体现在:
17.本发明可进行双工位操作,可分别通过控制按钮独立控制对应的第一伸缩机构,从而控制对应的压制上模上下移动与成型中模、压制下模组合在一起形成模具组件,当其中一个模具组件在进行成型工序时,另一个模具组件可进行填料工序,循环操作,提高时间使用率,从而提高工作效率,根据需要可适当延长产品压制成型的定型时间,在保证效率的同时有效提升产品的质量,实用性高。
附图说明
18.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
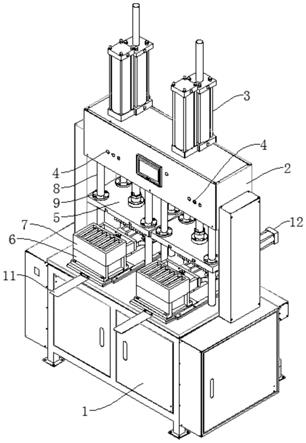
19.图1为本发明提供的一种双工位雪茄型茶叶压制成型模具的结构示意图;
20.图2为图1主视图的结构示意图;
21.图3为图2左视图的结构示意图;
22.图4为本发明中模具组件的结构示意图;
23.图5为图4主视图的结构示意图;
24.图6为图5中a-a处的剖视结构示意图;
25.图7为图6中b-b处的剖视结构示意图;
26.图8为图5右视图的结构示意图;
27.图9为图8俯视图的结构示意图;
28.图10为本发明中填料组件的结构示意图;
29.图11为图10主视图的结构示意图;
30.图12为图11俯视图的结构示意图;
31.图13为填料组件中隔离网板抽出时的结构示意图。
32.附图标记:
33.1-电气柜,2-支撑框架,3-第一伸缩机构,4-控制按钮,5-压制上模,5.1-滑动板,
5.2-上压头,6-压制下模,6.1-空心底座,6.2-底板,6.3-下顶板,6.4-下压头,7-成型中模,7.1-框体,7.2-固定支架,7.3-第二伸缩机构,7.4-活动支架,7.5-端部压头,8-立柱,9-线性轴承,10-型腔,11-滑动盖板,12-第三伸缩机构,13-蒸桶,13.1-长条状开口,14-提把手,15-置茶仓,16-隔离网板,16.1-镂空板,16.2-拉手板,17-限位块,18-插口,19-限位板。
具体实施方式
34.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和出示的本发明实施例的组件可以以各种不同的配置来布置和设计。
35.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
37.在本发明实施方式的描述中,需要说明的是,术语“内”、“外”、“上”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
38.实施例1
39.如图1-5所示,本实施例提供一种双工位雪茄型茶叶压制成型模具,包括电气柜1,电气柜1上设置有支撑框架2,支撑框架2顶部设置有两组第一伸缩机构3,支撑框架2上设置有两组控制按钮4,两组控制按钮4分别与对应的第一伸缩机构3电性连接,第一伸缩机构3底部均连接有压制上模5,电气柜1顶部设置有两组压制下模6,两压制下模6顶部均设置有成型中模7,压制上模5、成型中模7和压制下模6可组合在一起形成模具组件,模具组件内部可形成雪茄型茶叶的型腔10。
40.本实施例中,可分别通过控制按钮4独立控制对应的第一伸缩机构3,从而控制对应的压制上模5上下移动与成型中模7、压制下模6组合在一起形成模具组件,当其中一个模具组件在进行成型工序时(此时模具组件为一个整体),另一个模具组件可进行填料工序(此时压制上模5在第一伸缩机构3作用下位于成型中模7上方,将茶叶填料进成型中模7内),本发明可进行双工位操作,实现循环操作,提高时间使用率,从而提高工作效率,根据需要可适当延长产品压制成型的定型时间,在保证效率的同时有效提升产品的质量,实用性高。
41.具体地,压制上模5包括与第一伸缩机构3连接的滑动板5.1,滑动板5.1底部连接有七个以上互相平行布置的上压头5.2,上压头5.2底部开设有弧形凹槽a,每一个上压头5.2对应一个雪茄型茶叶条的成型,即一个模具组件一次可成型出七个以上的雪茄型茶叶条,进一步提高了效率。
42.具体地,滑动板5.1上活动贯穿位于有两个分别位于成型中模7和压制下模6两侧的立柱8,两立柱8连接在电气柜1顶部和支撑框架2内顶部之间,滑动板5.1内设置有套设在对应立柱8上的线性轴承9,压制上模5上下移动时,通过线性轴承9在立柱8上平稳地上下移动,保证压制上模5可精确地做向下线性运动,避免偏移。
43.具体地,压制下模6包括设置在电气柜1顶部的空心底座6.1,空心底座6.1内设置有可上下移动的活动模块组件,活动模块组件包括从下到上依次连接有底板6.2、下顶板6.3和若干下压头6.4,下压头6.4与上压头5.2一一对应,下压头6.4顶部开设有弧形凹槽b。成型中模7包括设置在空心底座6.1顶部的框体7.1,框体7.1上下均开口,活动模块组件和上压头5.2均可伸入框体7.1内,框体7.1一侧端连接有固定支架7.2,固定支架7.2上设置有第二伸缩机构7.3,第二伸缩机构7.3连接有位于固定支架7.2内的活动支架7.4,活动支架7.4上设置有若干与上压头5.2一一对应的端部压头7.5,端部压头7.5可伸入框体7.1内,端部压头7.5末端为开设有弧形凹槽c,弧形凹槽c用于成型出雪茄型茶叶的半球形端部,弧形凹槽a、弧形凹槽b和弧形凹槽c可围成型腔10。
44.将茶叶填料进框体7.1内后,启动第一伸缩机构3带动压制上模5下移伸入框体7.1内,同时启动第二伸缩机构7.3带动活动支架7.4及端部压头7.5水平移动,使端部压头7.5伸入框体7.1内,从而使上压头5.2,端部压头7.5和下压头6.4围成型腔10并共同挤压茶叶,直到对茶叶定型出雪茄型后,抽出压制上模5和端部压头7.5,这里可在电气柜1内设置气缸(图中未画出),气缸可与底板6.2底部接触,成型结束后,通过气缸将整个活动模块组件顶出空心底座6.1,将雪茄型茶叶条全部取下来即可,自动化程度高,易于操作,便捷性好。
45.具体地,电气柜1顶部设置有两组滑动盖板11,两压制下模6可滑动地设置有对应滑动盖板11上,压制下模6背面一端连接有第三伸缩机构12,第三伸缩机构12设置在电气柜1顶部。当成型工序结束后,通过第三伸缩机构12将整个压制下模6和成型中模7推出去,使压制下模6和成型中模7不再位于压制上模5正下方,方便将茶叶条取下来。
46.具体地,第一伸缩机构3、第二伸缩机构7.3和第三伸缩机构12均包括气缸组件,易于控制,便于操作。
47.具体地,还包括填料组件,填料组件可放置在成型中模7顶部,蒸桶13组件用于将茶叶填料进成型中模7内。填料组件包括蒸桶13和隔离网板16,蒸桶13上部设有多个上下开口的置茶仓15,多个置茶仓15与多个型腔10一一对应,蒸桶13前后两边沿各设有一个长条状开口13.1,隔离网板16包括插入蒸桶13下方的镂空板16.1和垂直于镂空板16.1的拉手板16.2,镂空板16.1上方设有与两个长条状开口13.1配合的两个限位块17,蒸桶13四边端部下方垂直设有限位板19,其中一侧端部的限位板19上设一个插口18,该插口18供隔离网板16插入与抽出。
48.填料时,先将软化好的额定量茶叶事先放进对应置茶仓15内,然后将整个填料组件放置在成型中模7顶部,抽出隔离网板16,使茶叶全部进入对应型腔10内,然后再移走填料组件,再进行下一步的成型工序即可。
49.具体地,置茶仓15横截面为倒置等腰梯形,方便茶叶集中进入对应的型腔10内,蒸桶13左右两端上方各设有一提把手14,方便将整个填料组件提起移开。
50.本发明工作原理为:
51.(1)填料:先将软化好的额定量茶叶事先放进对应置茶仓15内,然后将整个填料组
件放置在成型中模7顶部,使限位板19卡住框体7.1上部四边,抽出隔离网板16,使茶叶全部进入对应型腔10内(这里可采用木棍将茶叶鼓捣进型腔10内),然后再整体移走填料组件;
52.(2)压制定型:启动第一伸缩机构3带动压制上模5下移伸入框体7.1内,同时启动第二伸缩机构7.3带动活动支架7.4及端部压头7.5水平移动,使端部压头7.5伸入框体7.1内,从而使上压头5.2,端部压头7.5和下压头6.4围成型腔10并共同挤压茶叶,直到对茶叶定型出雪茄型后,抽出压制上模5和端部压头7.5,这个过程中同时对另一组模具组件进行上述步骤(1)的操作;
53.(3)取料:通过第三伸缩机构12将压制下模6和成型中模7整体推出工位,此时压制下模6中的底板6.2正好位于电气柜1内的气缸(图中未画出)正上方,通过气缸将整个活动模块组件顶出空心底座6.1,使雪茄型茶叶条露出来,然后将雪茄型茶叶条全部取下来即可。
54.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。