1.本实用新型涉及焦炉砌筑设备技术领域,尤其涉及一种焦炉智能砌筑机。
背景技术:
2.焦炉作为最复杂的工业炉窑,主要由硅砖、粘土砖砌筑而成,涉及1000余种砖型,其中大部分为异型砖,每块耐火砖的质量在1kg~30kg不等。焦炉结构极其复杂,由蓄热室、斜道区、燃烧室、炉顶区等多个区域组成,但每一区域的结构无论设计或是施工,均以层为单位。每一层的砖型有固定的厚度,以特定的排列方式进行砌筑。以目前国内较为普遍的6m焦炉的炉型为例,设计层数为100层左右,采用目前的人工砌筑方式,单个新建焦炉砌筑周期过长。
3.采用传统的人工砌筑方式,新建焦炉砌筑需要的砌筑施工人员在一百人左右,从运送砖型(上砖)开始,需要在耐材库中寻找每层所涉及的砖型,而后通过起重机或龙门架运送至砌筑地点,砌筑工人再按照图纸的排列顺序将所有砖型干摆在砌筑位置。虽然其中的运送过程有机械装置参与,但每一块耐材的摆放都需要人工手动实现。
4.在正式砌筑时,首先需要进行拉线、喷墨线等作业,以约束砌体尺寸;而后,每位砌筑工人需要将提前摆放好的耐火砖拾起,利用抹子对粘结面进行抹灰,灰缝的要求在3mm~8mm不等。抹灰后重新放置耐火砖至特定位置并压实,使得砖与砖之间不存在空隙。
5.砌筑完成一段砌体后,还需要工人通过水平尺及靠尺对砌体横向及高向的平整度进行调整,防止尺寸出现偏差。另外,整个砌筑过程中,还需要其他砌筑工人反复到泥浆配置区域提取灰浆,再将灰浆运送到砌筑点;重复以上过程后整层砌体才能砌筑完成。
6.每层砌体砌筑结束后,需要人员对整层砌体所有灰缝进行勾缝处理,以保证灰浆饱满度。并对砌体表面进行清扫,清扫工作结束后,再运送下一层砌体所需砖型。整座焦炉的砌筑工作需要每日重复以上工作,直至焦炉砌筑完成。
7.综上所述,新建焦炉砌筑工作需要大量人力参与,并且每位工人的体力负荷相当大,每日重复性工作量高,而焦炉砌体尺寸精度要求控制在毫米量级,对砌筑工人的技术水平要求也较高。
8.另外,焦炉所需耐火砖涉及到的砖型多达1000余种,外形及尺寸误差要求在
±
3mm以内。耐材生产过程中,需要根据每一种砖型制作铸铁磨具,异型砖的生砖压制过程更加繁琐。而异型砖在运送过程中,边角的损坏十分常见,导致耐火砖运送至砌筑现场后,需要人员对耐火砖完整度进行检查,破损严重的耐火砖只能废弃。由此可见,减少耐火砖砖型也是降低建造成本,提高砌筑效率的关键之处。
9.基于以上原因,本实用新型针对解决焦炉砌筑中存在的上述问题,开发一种智能化机械,其对降低人力需求、减少耐材砖号数量及提高焦炉砌筑效率和质量均十分必要。
技术实现要素:
10.本实用新型提供了一种焦炉智能砌筑机,采用机械设备代替人工并实现连续砌筑
操作,焦炉智能砌筑机整合了砌块运送、砖型切割、灰浆喷涂、砌体摆放等功能,一系列砌筑过程,解决了传统人工砌筑焦炉过程中耗费人力、效率不高的问题。
11.为了达到上述目的,本实用新型采用以下技术方案实现:
12.一种焦炉智能砌筑机,包括通过固定支架集成于一体的砌块运送单元、切割单元、机械手及灰浆喷涂单元;所述砌块运送单元设皮带机和夹持机构,皮带机的一端为砌块接收端,另一端延伸至切割单元,砌块接收端的皮带机两侧分别设夹持机构;所述切割单元设纵横滑动机构、竖直滑轨、冷却介质发生器、红外线发射器及切割机构,竖直滑轨、冷却介质发生器及红外线发射器能够在纵横滑动机构的带动下同步沿纵向或横向移动;所述切割机构由设置在竖直滑轨上的2组切割线架及架设于2组切割线架之间的切割线组成,2组切割线架能够沿竖直滑轨相对移动;所述机械手至少设2个夹持臂,2个夹持臂独立操控,用于夹持砌块,将砌块在砌块运送单元、切割单元及灰浆喷涂单元之间传送,以及将砌块放置在砌筑位并压紧;所述灰浆喷涂单元设灰浆搅拌罐和并联喷嘴,用于将灰浆喷涂到切割后砌块的粘结面上。
13.所述皮带机对应砌块接收端的皮带架由升降机构支撑,即皮带机的砌块接收端能够在升降机构的带动下升降移动。
14.所述夹持机构由夹持支架、夹持头、夹持气缸及升降装置组成,所述夹持支架固设在固定支架上,升降装置的固定端与夹持支架固连,升降装置的移动端与气缸座相连;夹持支架上设竖直的滑轨,在升降装置的带动下,气缸座能够沿滑轨竖直升降;夹持气缸的缸体与气缸座相连,夹持气缸的缸杆连接夹持头;在夹持气缸的带动下,夹持头能够沿皮带机横向水平移动。
15.所述切割单元由纵横滑动机构、竖直滑轨、切割机构、冷却介质发生器及红外线发射器组成;所述纵横滑动机构由纵向滑轨、横向滑轨、纵向移动驱动机构、横向移动驱动机构组成;所述纵向滑轨与横向滑轨组成十字滑轨;所述横向滑轨吊设于固定支架的顶部,所述纵向滑轨的顶部设横向滑块与横向滑轨配合,并能够在横向移动驱动机构的带动下沿横向滑轨移动;所述竖直滑轨的顶部设纵向滑块与纵向滑轨配合,并能够在纵向移动驱动机构的带动下沿纵向滑轨移动。
16.所述横向滑轨为2根并行设置,所述横向移动驱动机构由设于2根横向横轨之间的横移步进电机及横移丝杆丝母传动机构组成;横移步进电机固定在固定支架上,横移步进电机带动横移丝杆丝母传动机构中的丝杆旋转,通过对应的丝母带动纵向滑轨移动;所述纵向滑轨为2根并行设置,2根纵向滑轨之间设连接板;横移丝杆丝母传动机构中的丝母与连接板固定连接;所述纵向移动驱动机构由设于2根纵向横轨之间的纵移步进电机及纵移丝杆丝母传动机构组成;纵移步进电机与连接板固定连接,纵移步进电机带动纵移丝杆丝母传动机构中的丝杆旋转,通过对应的丝母带动竖直滑轨移动;所述竖直滑轨为单轨,其顶部设有顶板,纵移丝杆丝母传动机构中的丝母与顶板固定连接;所述冷却介质发生器与顶板固定连接,所述红外线发射器通过舵机与顶板相连,并且红外线发射器能够在舵机带动下实现360
°
转动;冷却介质发生器的冷却介质出口朝向切割机构一侧。
17.所述机械手由第一夹持臂、第二夹持臂、第一旋转驱动机构、第二旋转驱动机构、第一线性驱动机构、第二线性驱动机构、中心轴、中心轴摆动机构、中心轴升降机构组成;所述中心轴竖直设置,通过轴承座与固定支架连接;所述中心轴的下端设中心轴升降机构,所
述中心轴的上端与中心轴摆动机构相连;所述中心轴的上部设2组夹持机构;其中1组夹持机构中,第一线性驱动机构的一端通过连接臂一与中心轴相连,第一线性驱动机构的另一端与第一旋转驱动机构的一端铰接,第一旋转驱动机构的另一端连接第一夹持臂;另外1组夹持机构中,第二线性驱动机构的一端通过连接臂二与中心轴相连,第二线性驱动机构的另一端与第二旋转驱动机构的一端铰接,第二旋转驱动机构的另一端连接第二夹持臂。
18.所述灰浆喷涂单元由并联喷嘴、灰浆输送管道、灰浆搅拌罐、清灰抽吸管道及灰浆回收槽组成;所述并联喷嘴由并排设置的多个灰浆喷嘴组成,灰浆喷嘴的开口朝下;所述并联喷嘴的进料端通过灰浆输送管道连接上方的灰浆搅拌罐;对应并联喷嘴正下方的固定支架底部设灰浆收集槽,灰浆收集槽通过清灰抽吸管道连接灰浆搅拌罐,灰浆抽吸管道上设抽吸泵。
19.所述固定支架为金属框架结构,固定支架四周的外部框架设滑动轨道;固定支架的底部设废料回收槽。
20.与现有技术相比,本实用新型的有益效果是:
21.1)采用机械设备代替人工并实现连续砌筑操作,焦炉智能砌筑机整合了砌块运送、砖型切割、灰浆喷涂、砌体摆放等功能,一系列砌筑过程,解决了传统人工砌筑焦炉过程中耗费人力、效率不高的问题;
22.2)砌块运送单元中的夹持机构与皮带机可实现定量输送砌块,夹持机构具备夹持除目标砌块之外的叠放砌块的功能;皮带机的一端可升降,用于接取不同形状、不同规格砌块;
23.3)切割单元可根据红外线定位切割线路,现场快速精准切割砌块,采用现场切割制砖的方式能够规避耐材厂制砖错误风险,同时降低了异型砖在运送过程中的破损率,以及耐材厂制铸铁模具的数量与难度,从而极大地降低了建造成本;
24.4)机械手设2组夹持机构,2组夹持机构相互配合,有利于提高效率,节约操作时间;机械手的中间轴可水平旋转,与中间轴相连的夹持臂可伸缩翻转,能够实现砌块在各工序之间的转移动作,并能够将砌块精准放置至砌筑位;
25.5)灰浆喷涂单元采用并联喷嘴均匀喷涂灰浆,整合了搅拌灰浆、灰浆输送、人工打灰过程,并实现了多余灰浆的回收,极大提高了灰浆的利用率;
26.6)本实用新型使焦炉砌筑过程拥有良好的施工环境,降低工人劳动强度的同时,具有良好的通用型与可重复性。
附图说明
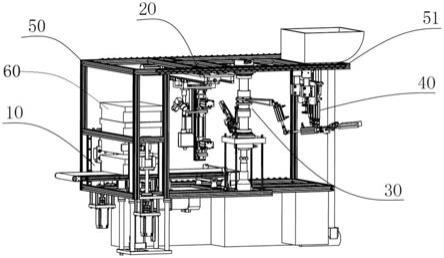
27.图1是本实用新型所述一种焦炉智能砌筑机的立体结构示意图。
28.图2是本实用新型所述砌块运送单元的立体结构示意图。
29.图3是本实用新型所述切割单元的立体结构示意图。
30.图4是本实用新型所述机械手的立体结构示意图。
31.图5是本实用新型所述灰浆喷涂单元的立体结构示意图。
32.图中:10.砌块运送单元 11.皮带机 12.升降机构 13.夹持机构 20.切割单元 21.十字滑轨 22.横移丝杆丝母传动机构 23.横移步进电机 24.冷却介质发生器 25.竖直滑轨 26.红外线发生器 27.纵移步进电机 28.切割机构 29.废料回收槽 30.机械手 31.
第一夹持臂 32.第二夹持臂 33.第一旋转驱动机构 34.第二旋转驱动机构 35.第一线性驱动机构 36.第二线性驱动机构 37.中心轴 38.中心轴摆动机构 39.中心轴升降机构 40.灰浆喷涂单元 41.并联喷嘴 42.清灰抽吸管道 43.灰浆搅拌罐 44.灰浆输送管道 45.灰浆回收槽 50.固定支架 51.滑动轨道 60.砌块
具体实施方式
33.下面结合附图对本实用新型的具体实施方式作进一步说明:
34.如图1
‑
图5所示,本实用新型所述一种焦炉智能砌筑机,包括通过固定支架50集成于一体的砌块运送单元10、切割单元20、机械手30及灰浆喷涂单元40;所述砌块运送单元10设皮带机11和夹持机构13,皮带机11的一端为砌块接收端,另一端延伸至切割单元20,砌块接收端的皮带机11两侧分别设夹持机构13;所述切割单元20设纵横滑动机构、竖直滑轨、冷却介质发生器24、红外线发射器26及切割机构28,竖直滑轨25、冷却介质发生器24及红外线发射器26能够在纵横滑动机构的带动下同步沿纵向或横向移动;所述切割机构28由设置在竖直滑轨25上的2组切割线架及架设于2组切割线架之间的切割线组成,2组切割线架能够沿竖直滑轨25相对移动;所述机械手30至少设2个夹持臂,2个夹持臂独立操控,用于夹持砌块60,将砌块60在砌块运送单元10、切割单元20及灰浆喷涂单元40之间传送,以及将砌块60放置在砌筑位并压紧;所述灰浆喷涂单元40设灰浆搅拌罐43和并联喷嘴41,用于将灰浆喷涂到切割后砌块60的粘结面上。
35.如图2所示,所述皮带机11对应砌块接收端的皮带架由升降机构12支撑,即皮带机11的砌块接收端能够在升降机构12的带动下升降移动。
36.所述夹持机构13由夹持支架、夹持头、夹持气缸及升降装置组成,所述夹持支架固设在固定支架50上,升降装置的固定端与夹持支架固连,升降装置的移动端与气缸座相连;夹持支架上设竖直的滑轨,在升降装置的带动下,气缸座能够沿滑轨竖直升降;夹持气缸的缸体与气缸座相连,夹持气缸的缸杆连接夹持头;在夹持气缸的带动下,夹持头能够沿皮带机11横向水平移动。
37.如图3所示,所述切割单元20由纵横滑动机构、竖直滑轨25、切割机构28、冷却介质发生器24及红外线发射器26组成;所述纵横滑动机构由纵向滑轨、横向滑轨、纵向移动驱动机构、横向移动驱动机构组成;所述纵向滑轨与横向滑轨组成十字滑轨21;所述横向滑轨吊设于固定支架50的顶部,所述纵向滑轨的顶部设横向滑块与横向滑轨配合,并能够在横向移动驱动机构的带动下沿横向滑轨移动;所述竖直滑轨的顶部设纵向滑块与纵向滑轨配合,并能够在纵向移动驱动机构的带动下沿纵向滑轨移动。
38.所述横向滑轨为2根并行设置,所述横向移动驱动机构由设于2根横向横轨之间的横移步进电机23及横移丝杆丝母传动机构22组成;横移步进电机23固定在固定支架50上,横移步进电机23带动横移丝杆丝母传动机构22中的丝杆旋转,通过对应的丝母带动纵向滑轨移动;所述纵向滑轨为2根并行设置,2根纵向滑轨之间设连接板;横移丝杆丝母传动机构22中的丝母与连接板固定连接;所述纵向移动驱动机构由设于2根纵向横轨之间的纵移步进电机27及纵移丝杆丝母传动机构组成;纵移步进电机27与连接板固定连接,纵移步进电机27带动纵移丝杆丝母传动机构中的丝杆旋转,通过对应的丝母带动竖直滑轨25移动;所述竖直滑轨25为单轨,其顶部设有顶板,纵移丝杆丝母传动机构中的丝母与顶板固定连接;
所述冷却介质发生器24与顶板固定连接,所述红外线发射器26通过舵机与顶板相连,并且红外线发射器26能够在舵机带动下实现360
°
转动;冷却介质发生器24的冷却介质出口朝向切割机构28一侧。
39.如图4所示,所述机械手30由第一夹持臂31、第二夹持臂32、第一旋转驱动机构33、第二旋转驱动机构34、第一线性驱动机构35、第二线性驱动机构36、中心轴37、中心轴摆动机构38、中心轴升降机构39组成;所述中心轴37竖直设置,通过轴承座与固定支架50连接;所述中心轴37的下端设中心轴升降机构39,所述中心轴37的上端与中心轴摆动机构38相连;所述中心轴37的上部设2组夹持机构;其中1组夹持机构中,第一线性驱动机构35的一端通过连接臂一与中心轴37相连,第一线性驱动机构35的另一端与第一旋转驱动机构33的一端铰接,第一旋转驱动机构33的另一端连接第一夹持臂31;另外1组夹持机构中,第二线性驱动机构36的一端通过连接臂二与中心轴37相连,第二线性驱动机构36的另一端与第二旋转驱动机构34的一端铰接,第二旋转驱动机构34的另一端连接第二夹持臂32。
40.如图5所示,所述灰浆喷涂单元40由并联喷嘴41、灰浆输送管道44、灰浆搅拌罐43、清灰抽吸管道42及灰浆回收槽45组成;所述并联喷嘴41由并排设置的多个灰浆喷嘴组成,灰浆喷嘴的开口朝下;所述并联喷嘴41的进料端通过灰浆输送管道44连接上方的灰浆搅拌罐43;对应并联喷嘴41正下方的固定支架50底部设灰浆收集槽45,灰浆收集槽45通过清灰抽吸管道42连接灰浆搅拌罐43,灰浆抽吸管道42上设抽吸泵。
41.所述固定支架50为金属框架结构,固定支架50四周的外部框架设滑动轨道51;固定支架50的底部设废料回收槽29。
42.基于本实用新型所述一种焦炉智能砌筑机的焦炉连续砌筑工艺如下:
43.1)将焦炉智能砌筑机移动至砌筑点一侧位置,接通电源,开机检查,确保各单元及机械手30正常运行;
44.2)人工或通过传动机构向砌筑运送单元10中的皮带机11上叠放多个砌块60,其中与皮带机11的皮带直接接触的下层砌块作为目标砌块;启动砌块运送单元10中的夹持机构13,将目标砌块上层的砌块进行夹持固定,通过升降装置将夹持的砌块上移;启动皮带机11,运送目标砌块至切割单元20下方;
45.3)启动机械手30,利用第一夹持臂31对目标砌块a进行夹取,将目标砌块a运送至切割位;红外线发生器26将切割路径投射在目标砌块a的待切割表面,在纵向移动驱动机构、横向移动驱动机构的带动下,切割机构28跟随红外线标识对目标砌块a进行切割;
46.4)切割过程中,由第一夹持臂31夹持目标砌块a进行旋转,冷却介质发生器24随切割机构28移动并释放冷却介质对切割表面进行间歇性降温,直至切割过程结束;
47.与此同时,皮带机11运送目标砌块b至切割单元20下方;第二夹持臂32对目标砌块b进行夹取;
48.5)第一夹持臂31运送切割完毕的目标砌块a至灰浆喷涂单元40;并通过翻转动作使目标砌块a的粘结面对准并联喷嘴41,储存在灰浆搅拌罐43中的灰浆通过灰浆输送管道44送至并联喷嘴41,并喷涂到粘结面上,多余的灰浆向下流淌至灰浆收集槽45内;开启清灰抽吸管道42上的抽吸泵,将灰浆收集槽45中的灰浆回送到灰浆搅拌罐43中;
49.与此同时,第二夹持臂32夹持目标砌块b完成切割;
50.6)目标砌块a上喷涂灰浆的厚度达到设定厚度后,第一夹持臂31将目标砌块a夹送
至砌筑位,将目标砌块a放置在设定位置并压实;
51.与此同时,第二夹持臂32夹持目标砌块b完成灰浆喷涂;
52.7)皮带机11运送目标砌块c至切割单元20下方,第一夹持臂31返回初始位置对目标砌块c进行夹取并将目标砌块c送至切割位进行切割;
53.与此同时,第二夹持臂32完成目标砌块b的放置及压紧;
54.8)重复步骤2)至步骤7),实现同层砌体的连续砌筑;局部砌体砌筑完成后,移动智能砌筑机,再次重复步骤2)至步骤7),直至完成该层砌体的砌筑作业;
55.9)重复以上步骤,完成焦炉炉体的砌筑。
56.本实用新型所述一种焦炉智能砌筑机中,砌块运送单元10用于储存砌块、接取砌块、定量传送目标砌块。砌块运送单元10中的升降机构12可采用电机或气缸驱动的螺旋升降机构,皮带机11的一端设升降机构12的目的是方便接取不同体积的砌块60。夹持机构13采用气缸驱动,用于夹持目标砌块之上叠放的多个砌块,使目标砌块能够单独通过皮带机11输送至切割单元20。
57.所述切割单元20用于精准切割目标砌块,按照红外线发生器26提供的切割路线(经计算机程序预置),切割机构28能够沿ox、oy、oz三个方向移动,配合机械手30夹持翻转目标砌块,完成砌块切割作业;切割机构28中,2个切割线架能够沿竖直滑轨25相对移动,从而实现切割线的运转及张紧功能;通过废料回收槽29收集切割下来的残余砌块。
58.所述机械手30用于夹持砌块60,在各单元之间转运砌块,及在砌筑位安放及压紧砌块。中心轴摆动机构38可采用摆动电机。
59.灰浆喷涂单元40用于搅拌灰浆、向砌块的粘结面喷涂灰浆,并收集掉落的多余灰浆。
60.固定支架50为框架结构,由金属杆件、直角连接件和螺丝安装后组合而成;固定支架50四周的外部框架安装滑轮轨道51,便于焦炉智能砌筑机整体移动。
61.本实用新型所述开机检查,用于各单元功能是否能够正常运行,检查项目包括:
62.1)砌块运送单元10中的皮带机11传送与急停刹车功能,升降机构12的升降功能,夹持机构13的夹持功能是否正常。
63.2)切割单元20中的切割机构28是否正常运行,红外线发生器26能够正常运行,红外线发生器26开启后,切割机构28是否跟随红外线进行定向切割,冷却介质发生器24能否正常运行,且冷却温度是否达标。
64.3)机械手30能否实现水平旋转,第一夹持臂31及第二夹持臂32的翻转功能及夹紧功能是否正常。
65.4)灰浆喷涂单元40中的灰浆搅拌、灰浆输送、灰浆喷涂功能及清灰抽吸功能是否正常运行;同时提前开启灰浆搅拌功能,使喷涂时的灰浆强度达到砌筑要求。
66.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。