1.本实用新型属于滚塑加工技术领域,具体涉及一种用于滚塑油箱过滤网的限位加工工装。
背景技术:
2.当前,随着滚塑成型工艺的快速发展,带动滚塑原料技术不断创新,其制成的产品性能越来越好,滚塑制品可以延伸的产品也更加广泛。滚塑油箱是利用滚塑工艺一次成型,相比传统油箱具有重量轻、造型多且安全的优势,其使用寿命长,综合使用性价比高。
3.塑料滚塑油箱一般都有较短的加注口以便于过滤网安装后周边有足够空间,部分滚塑产品的加注口根据装配空间需要会进行加长,而滚塑成型工艺无法保证细长加注口过滤网限位台阶直接成型,也无法保证过滤网周边尺寸均匀,因此需要一种用于加工滚塑油箱过滤网限位台阶及其周边的加工工装。
技术实现要素:
4.本实用新型的目的在于解决现有技术中存在的上述问题,提出了一种用于滚塑油箱过滤网的限位加工工装,该工装可固定于滚塑油箱加注口处,采用双刀具设置,并通过配合手电钻专用工具进行加工,实现滚塑油箱过滤网限位台阶及通过孔尺寸的一次加工成型。
5.本实用新型的技术方案是:
6.用于滚塑油箱过滤网的限位加工工装,包括刀轴,所述刀轴上由内向外依次套设有轴承、导向套和固定套,所述固定套上设有限位槽,所述导向套上固定安装有导向限位销,所述导向限位销滑动设置于所述限位槽内;所述刀轴上固定连接有两个刀具。
7.进一步的,所述限位槽为与刀轴平行的长形槽,所述限位槽的宽度与导向限位销的宽度尺寸相同,所述限位槽的长度小于固定套的长度。
8.进一步的,所述固定套上对称设有两个限位槽,相应的两个所述导向限位销对称安装在所述导向套上。
9.进一步的,所述刀具包括上刀具和下刀具,所述下刀具固定安装于所述刀轴的一端,所述上刀具和下刀具安装于所述导向套的同一侧。
10.进一步的,所述固定套一端设有螺纹。
11.进一步的,所述固定套与滚塑油箱相连接的一端上设有与油箱加注口螺纹相匹配的螺纹结构。
12.进一步的,所述固定套上还设有排屑槽,所述排屑槽周向设置于所述固定槽下端。
13.进一步的,所述排屑槽的位置设于所述导向槽与螺纹结构之间。
14.本实用新型的有益效果:
15.本实用新型所提供的用于滚塑油箱过滤网的限位加工工装,可通过固定套的螺纹结构配合加注口螺纹,将工装固定安装于滚塑油箱加注口位置,采用双刀具设置,并通过后
期加装上的手电钻专用工具相配合进行同步加工,实现滚塑油箱过滤网限位台阶及通过孔尺寸的一次加工成型,工装结构简单,操作方便。
附图说明
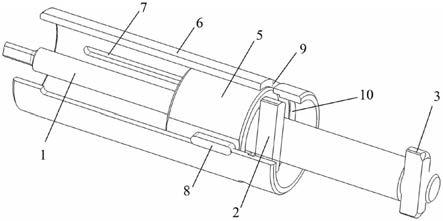
16.图1为本实用新型提供的限位加工工装的整体结构示意图;
17.图2为本实用新型提供的限位加工工装的内部结构示意图;
18.图3为本实用新型提供的限位加工工装安装于产品时的结构剖视图;
19.以上各图中,1、刀轴;2、上刀具;3、下刀具;4、轴承;5、导向套;6、固定套;7、限位槽;8、导向限位销;9、排屑槽;10、螺纹。
具体实施方式
20.下面结合附图和实施例对本实用新型作进一步的说明。
21.在本实用新型的描述中,需要说明的是,术语“内”、“外”、“上”、“下”、“一端”、“一侧”等指示的方位或位置关系为基于附图所示的位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
22.如图1至图3所示,本实用新型涉及一种用于滚塑油箱过滤网的限位加工工装,包括刀轴1,刀轴1上由内向外依次套设有轴承4、导向套5和固定套6;安装在导向套5内的轴承4用于减少刀轴1与导向套5之间的旋转摩擦阻力。
23.固定套6上设有限位槽7,限位槽7为与刀轴1平行的长形槽,限位槽7内恰好能够卡装导向限位销8,导向限位销8能够在限位槽7内沿与刀轴1平行的方向滑动。导向限位销8固定安装在导向套5的外侧壁上,因此可以设定导向套5的移动方向并防止其发生转动。
24.在本具体实施例中,固定套6上对称设有两个限位槽7,相对应的,导向套5上对称安装有两个导向限位销8;限位槽7的宽度与导向限位销8的宽度尺寸相同,导向限位销8恰好可以在限位槽7内沿槽上下滑动,但无法转动;限位槽7的长度小于固定套6的长度,在实际应用中,可根据刀轴1上上刀具2和下刀具3的安装固定位置来设计限位槽7的长度,以保证下刀具3能够收回到固定套内。
25.刀轴1上固定连接有两个刀具,包括上刀具2和下刀具3,下刀具3固定安装于刀轴1的一端,上刀具2和下刀具3安装于导向套5的同一侧;下刀具3安装在刀轴1一端的端部,上刀具2与下刀具3之间间隔一定距离安装,在实际应用中,根据滚塑油箱中过滤网通过孔与过滤网限位台阶的具体位置来设置上刀具2和下刀具3的位置及双刀具之间的间隔距离。具体操作中,刀具可以选用刀片,将刀片安装在刀轴1上形成上刀片和下刀片,对滚塑油箱加注口位置进行加工。
26.为了将该工装固定于油箱的加注口位置,在固定套6一端设有螺纹10。具体的,固定套6与滚塑油箱相连接的一端上设有与油箱加注口螺纹10相匹配的螺纹10结构,使用时将固定套6与滚塑油箱加注口螺纹10拧到螺纹10止端限位。
27.进一步的,固定套6上还设有排屑槽9,排屑槽9周向设置于固定槽下端,位于限位槽7与螺纹10结构之间。排屑槽9的设计可以使上刀具2操作时产生的废弃材料直接从排屑槽9排出,以免堵塞工装内部结构。
28.用于滚塑油箱过滤网的限位加工工装的使用方法:
29.(1)使用前将刀轴1的下刀具3一端推向固定套6一侧方向,避免刀具最前端的下刀具3影响固定套6与产品螺纹10拧紧,然后将固定套6与加注口螺纹10拧到螺纹10止端限位;
30.(2)将手电钻夹持在刀轴1柄部,开动手电钻并施加一定推力,刀轴1带动上刀具2和下刀具3旋转切削,下刀具3首先切削掉加注口内部多余不均匀材料,实现过滤网通过孔尺寸,随着加工深度增加,上刀具2切出过滤网限位台阶,并在导向限位销8限位下完成过滤网限位台阶加工;
31.(3)将刀轴1再次推向固定套6一侧,利用导向限位销8限位后,将固定套6从加注口螺纹10拧开从而完成一个加工过程。
32.上述说明仅为本实用新型的优选实施例,并非是对本实用新型的限制,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改型等,均应包含在本实用新型的保护范围之内。
技术特征:
1.用于滚塑油箱过滤网的限位加工工装,其特征在于,包括刀轴,所述刀轴上由内向外依次套设有轴承、导向套和固定套,所述固定套上设有限位槽,所述导向套上固定安装有导向限位销,所述导向限位销滑动设置于所述限位槽内;所述刀轴上固定连接有两个刀具。2.根据权利要求1所述的工装,其特征在于,所述限位槽为与刀轴平行的长形槽,所述限位槽的宽度与导向限位销的宽度尺寸相同,所述限位槽的长度小于固定套的长度。3.根据权利要求2所述的工装,其特征在于,所述固定套上对称设有两个限位槽,相应的两个所述导向限位销对称安装在所述导向套上。4.根据权利要求1所述的工装,其特征在于,所述刀具包括上刀具和下刀具,所述下刀具固定安装于所述刀轴的一端,所述上刀具和下刀具安装于所述导向套的同一侧。5.根据权利要求1所述的工装,其特征在于,所述固定套一端设有螺纹。6.根据权利要求5所述的工装,其特征在于,所述固定套与滚塑油箱相连接的一端上设有与油箱加注口螺纹相匹配的螺纹结构。7.根据权利要求1所述的工装,其特征在于,所述固定套上还设有排屑槽,所述排屑槽周向设置于所述固定套下端。8.根据权利要求7所述的工装,其特征在于,所述排屑槽的位置设于所述导向套与螺纹结构之间。
技术总结
本实用新型属于滚塑加工技术领域,具体涉及一种用于滚塑油箱过滤网的限位加工工装,包括刀轴,刀轴上由内向外依次套设有轴承、导向套和固定套,固定套上设有限位槽,导向套上固定安装有导向限位销,导向限位销滑动设置于限位槽内;刀轴上固定连接有两个刀具。该工装可通过固定套的螺纹结构配合加注口螺纹,固定安装于滚塑油箱加注口位置,并采用双刀具设计,配合加装的手电钻工具进行同步加工,实现滚塑油箱过滤网限位台阶及通过孔尺寸的一次加工成型,工装结构简单,操作方便。操作方便。操作方便。
技术研发人员:周明锯 盛野 谭浩鹏 于法昊 赵崇石 张耀锋 修显坤
受保护的技术使用者:青岛罗泰克亿利汽车橡塑制品有限公司
技术研发日:2021.07.20
技术公布日:2022/1/21