1.本发明涉及功能材料领域,尤其涉及一种功能管的制备方法及其功能管。
背景技术:
2.现在的功能管主要是纸管或者塑料管,通过纸管成型机或者塑料成型工艺制备。现有纸管成型机一般是将纸带卷绕至内芯上成型,依靠皮带拉动纸带在芯棒上卷制成空心结构纸管,。现有的纸管主要是起到流体通过、支撑作用。目前随着传统卷烟或者加热卷烟的发展,需要对烟气进行降温、增香、减害等功能,除了应用纸管棒,还需要纸管棒和加香滤棒段、降温滤棒段通过二元、三元或多元复合滤棒成型机制备成多元复合滤棒进行应用,生产流程复杂。本发明的发明人意在发明一种具备多种功能的功能管,通过功能管实现降温、增香、支撑等多种功能为一体,用一种功能管就能实现多重功效。
技术实现要素:
3.本发明为了解决现有技术中的缺陷,提供了一种功能管的制备方法,实现降温、增香、支撑等多种功能为一体,生产流程简单、生产效率高。
4.本发明的一个方面提出了一种功能管的制备方法,包括如下步骤:
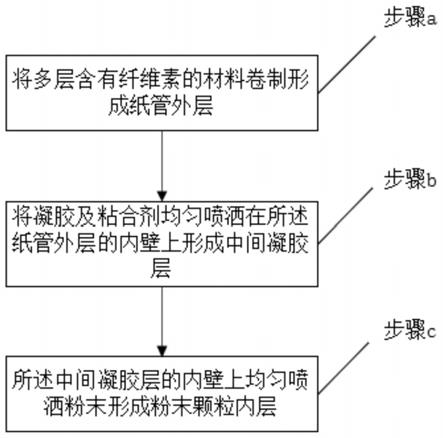
5.步骤a:将多层含有纤维素的材料卷制形成纸管外层;
6.步骤b:将凝胶及粘合剂均匀喷洒在所述纸管外层的内壁上形成中间凝胶层;以及
7.步骤c:所述中间凝胶层的内壁上均匀喷洒粉末形成粉末颗粒内层,所述粉末颗粒为天然植物类粉末、高分子类粉末或无机材料粉末中的一种或多种,
8.上述步骤b及步骤c为喷洒中间凝胶层与颗粒粉末内层的步骤,由特定内芯管路实现,所述内芯管路包括同轴设置的中心管路及环中心管路的环状管路,所述环状管路设计为喷洒凝胶及粘合剂,环状管路的端口设置有喷嘴,通过环状喷嘴将凝胶、粘合剂喷洒在纸管外层的内壁上,所述中心管路设计为喷洒粉末颗粒,中心管路端口具有喷嘴,通过压缩空气均匀喷洒粉末颗粒至中间凝胶层上。
9.优选地,步骤a中进一步包括:将多层食品级纸材和/或再生纤维素纸卷制形成纸管外层,各层食品级纸材之间涂敷粘合剂。
10.优选地,所述食品级纸材包括食品级卡纸、食品级牛皮纸和食品级硫酸纸。
11.优选地,所述食品级纸材的定量为30g/m2~120g/m2。
12.优选地,所述中间凝胶层由不同分子量的聚乙二醇、乳胶、天然植物胶、石蜡、改性纤维素中的一种或多种材料组成。
13.优选地,步骤b中,中间层的材料在喷洒前被加热至50℃~150℃。
14.优选地,步骤c中,在喷洒粉末颗粒内层前中间凝胶层冷却温度至0℃~30℃。
15.优选地,所述天然植物类粉末包括烟粉、茶粉及中草药粉中的一种或多种,所述高分子类粉末包括高分子微球粉末,所述无机材料粉末包括凹凸棒粉、蒙脱石粉。
16.优选地,步骤c之后还包括对功能管的直径控制步骤、整形步骤和分切步骤。
17.本发明的另一个方面提出了一种功能管,由前述任一功能管制备方法制备而成。
18.本发明具有如下有益效果:1、本发明方法通过在现有纸管成型机的基础上结合滤棒成型机烟枪成型原理,设计独特的内芯材料成型管路实现本方案,成本低效率高,易实现。2、本发明方法可以实现降温、增香、减害、支撑等多重功效在一种管状材料上。3、本发明方法制备的功能管材尺寸规整,技术指标稳定,具有一定的弹性,方便加工及应用。
附图说明
19.图1是本发明的一种功能管的制备方法的流程图。
20.图2是本发明的一种功能管的制备工艺示意图。
21.图3是本发明的一种功能管的俯视图。
22.图4是本发明的一种功能管的剖视图。
具体实施方式
23.以下将结合说明书附图对本发明的实施方式予以说明。需要说明的是,本说明书中所涉及的实施方式不是穷尽的,不代表本发明的唯一实施方式。以下相应的实施例只是为了清楚的说明本发明专利的发明内容,并非对其实施方式的限定。对于该领域的普通技术人员来说,在该实施例说明的基础上还可以做出不同形式的变化和改动,凡是属于本发明的技术构思和发明内容并且显而易见的变化或变动也在本发明的保护范围之内。
24.在整个说明书中,某个部分“包括”某一构成要素是指除非有与其相反的特性说明,否则还可以包括其他构成要素,而非排除包括其他构成要素。
25.图1所示,本发明的一种功能管制备方法,包括如下步骤a~c。
26.步骤a:将多层含有纤维素的材料卷制形成纸管外层。具体地,步骤a中进一步包括:将多层食品级纸材和/或再生纤维素纸卷制形成纸管外层,各层食品级纸材和/或再生纤维素纸之间涂敷粘合剂。所述食品级纸材包括食品级卡纸、食品级牛皮纸和食品级硫酸纸。所述食品级纸材的定量为30g/m2~120g/m2。这里,粘合剂可以是乳胶、水性胶等。
27.步骤b:将凝胶及粘合剂均匀喷洒在所述纸管外层的内壁上形成中间凝胶层。所述中间凝胶层由不同分子量的聚乙二醇、乳胶、天然植物胶、石蜡、改性纤维素中的一种或多种材料组成。中间凝胶层所选材料加热后可以流动,常温为固体蜡状。优选地,中间凝胶层包括聚乙二醇、石蜡和纤维素,则其中聚乙二醇占比10~60%,石蜡占比10~35%,纤维素占比0~5%。步骤b中还包括,中间层的材料在喷洒至纸管外层的内壁上前被加热至50℃~150℃。这样做是为了使材料获得更好的流动性,更利于喷洒。
28.步骤c:所述中间凝胶层的内壁上均匀喷洒粉末形成粉末颗粒内层,所述粉末颗粒为天然植物类粉末、高分子类粉末或无机材料粉末中的一种或多种。所述天然植物类粉末包括烟粉、茶粉、中草药粉、陈皮粉末及葛粉粉末中的一种或多种,所述高分子类粉末包括高分子微球粉末,所述无机材料粉末包括凹凸棒粉、蒙脱石粉。颗粒粉末的目数在60目~200目之间。优选地,颗粒粉末的目数为60目~100目,可以直接进行喷洒。在其他实施例中,颗粒目数为150目~200目时,颗粒较细不适宜直接喷洒,可以先将颗粒粉末与天然植物提取物、纤维素等混合进行人工造粒,然后再进行喷洒。这里,优选颗粒粉末占比(重量百分比)
29.10~70%,天然植物提取物占比10~20%,纤维素占比5~10%。步骤c中还包括,在喷洒粉末颗粒内层前中间凝胶层冷却温度至0℃~30℃。
30.上述步骤b及步骤c为喷洒中间凝胶层与颗粒粉末内层的步骤,由特殊结构设计的特定内芯材料成型管路(简称内芯管路)实现。具体地,本发明在现有的纸管成型机的基础上增加了中间层施加装置和内层施加装置。内层施加装置具有中心管路,中间层施加装置具有环中心管路的环状管路,中心管路和环状管路同轴设置,共同构成该内芯管路(即由该特定内芯管路替换现有纸管成型机的成型内芯)。环状管路设计为喷洒凝胶及粘合剂。环状管路的端口设置有喷嘴,通过环状喷嘴将凝胶、粘合剂喷洒在纸管外层的内壁上。中心管路设计为喷洒粉末颗粒,中心管路端口具有喷嘴,通过压缩空气均匀喷洒粉末颗粒至中间凝胶层上。在施加中间层及内层的过程中,纸管外层在移动(例如由现有的纸管成型机的布带拉动纸管运动),而内芯管路的中心管路及环状管路是固定不动的。当纸管外层被移动到管路端口后,中心管路喷嘴和环状管路喷嘴开始工作。优选地,中心管路的端口管嘴位置与环状管路的端口管嘴位置之间具有一定间隔。设置该间隔的目的是为了在中间凝胶层喷洒一定时间后待其冷却而未完全固化(半固化)时再喷洒颗粒粉末内层,从而更有效地使颗粒粉末内层粘附于中间层上。优选地,该间隔可以为10mm~100mm,该间隔距离可以根据凝胶层的冷却固化时间调整。
31.步骤c之后还包括对功能管的直径控制步骤、整形步骤和分切步骤。
32.经本发明方法制备的功能管,当高温烟气流经过时,气流能与内层材料及中间层材料进行热交换,从而能够降低气流的温度。以及,烟气流经过时,烟气中的部分有害成分会被颗粒粉末内层沉降拦截,颗粒粉末吸附烟气中的部分有害成分,从而降低烟气中的有害物质含量进入人体。此外,中间凝胶层及颗粒粉末内层在吸收烟气热量过程中温度升高,其中含有的致香成分会受热释放出来,进一步起到增加香气质、香气量的效果。
33.图2是本发明的一种功能管的制备工艺示意图。下面结合图2对本发明的一个实施例进行详细描述。
34.步骤1,用三层材料卷制成纸管外层,可通过纸管成型机实现。三层材料包括第一食品级牛皮纸材1、醋酸纤维素薄膜2、第二食品级牛皮纸材3。各层之间分别通过涂胶装置(未图示)涂乳胶进行粘合,粘合后沿环状管路41螺旋卷制成型。具体地,本实施例中,在食品级牛皮纸材1通过涂胶装置进行涂胶,在第二食品级牛皮纸材3通过涂胶装置进行涂胶,这样通过涂胶装置涂的胶把第一食品级牛皮纸材1和醋酸纤维素薄膜2粘结起来,再通过涂胶装置涂的胶把第二食品级牛皮纸材3和醋酸纤维素薄膜2粘结起来。具体地,食品级牛皮纸材1定量为60g/m2、醋酸纤维素薄膜2定量为50g/m2、食品级牛皮纸材2定量为60g/m2。3个纸带通过皮带在内芯初步卷制成纸管外层后,由与直径控制装置6配套的传动布带(未图示)牵引纸管向下游(如箭头所示方向)移动。
35.步骤2,通过中间层施加装置4的环状管路41从管路端口环状喷嘴42将食品级peg6000、石蜡及纤维素喷洒至纸管外层的内壁上,形成一层具有一定厚度的peg6000中间层。具体地,食品级peg6000占比(重量百分比)60%、石蜡占比30%及纤维素占比10%。中间层施加装置7还具有均匀流动泵,可以控制液体的流动性,同时具有温控功能,能满足常温~300℃料液的加热功能。
36.步骤3,在中间层形成后,而中间层物料未完全固化(半固化状态)时,通过内层施
加装置5的中心管路51从管路端口喷嘴52将烟草粉末颗粒喷洒到中间层的内壁上,形成一层颗粒粉末内层,根据工艺可以调整颗粒粉末内层的厚度,从而成型内层。如图2所示,喷嘴52与环状喷嘴42间隔一定距离。
37.步骤4,包含纸管外层、中间凝胶层、颗粒粉末内层的功能管成型后,再通过直径控制装置6对功能管进行直径定型、温度冷却,将功能管的外直径固化,使功能管外直径满足工艺要求。这里直径控制装置6借鉴滤棒成型机的烟枪设计,传动布带,通过布带包裹纸管进行传动。
38.步骤5,通过整形装置7对功能管进行整形,使功能管外观光滑。
39.步骤6,通过分切装置8对功能管进行分切,切成不同长度的功能管,所述长度范围在40mm~200mm之间。
40.如图3所示是本发明的一种功能管的俯视图。如图4所示是本发明的一种功能管的剖视图。如图所示,本发明的由前述制备方法制备的功能管,具有三层结构,包括纸管外层a、中间凝胶层b和颗粒粉末内层c。本发明的功能管能够实现降温、增香、减害、支撑等多重功效,集多种功效于一体,无论是对于传统卷烟还是加热卷烟、以及食品饮料行业都具有广阔的应用场景。
41.显然,本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围。