1.本实用新型涉及烟草制造设备领域,具体涉及一种卷烟机烟支吹拢自动点检装置。
背景技术:
2.目前在烟支制造过程中,双水松纸次品烟支作为a类质量问题时常发生,其中吹拢装置是保障水松纸及时被输送剔除的重要装置。
3.具体为:卷烟机运行过程中,一根滤嘴段两侧均拼接放置有两根烟棒,传输进行下序水松纸包裹工序,但是在输送过程中滤嘴段有可能因为其它问题丢失,会被其路径上的检测传感器检测到并将该工位缺少滤嘴段的信息传输至控制系统,由吹拢装置对该工位上的两跟烟棒向内吹拢,之后到水松纸包裹工位生成有水松纸完整包裹的无滤嘴烟支并剔除。当吹拢装置失效时,未将烟棒向内吹拢至滤嘴段位置,水松纸和烟棒只是简单搭接未完全包裹,水松纸中间是空的,因此在后续输送过程中,水松纸会和烟棒脱离,粘接到其他地方造成其它的质量问题。
4.而想要验证吹拢装置的有效性,目前只能采用人工手动进行验证,由人工碰落少数滤嘴段,通过检查剔除的烟支进行确认,但是人工验证的效率低,且人工一次性碰落的烟支数量较多,会造成更多的浪费,而且重要的是在高速运行的设备内碰落滤嘴段是非常危险的违规行为。
技术实现要素:
5.基于上述目的,本实用新型要解决的技术问题是提供一种卷烟机烟支吹拢自动点检装置,其能够代替人工的违规操作挡落滤嘴段,防止人工直接接触高速运行的设备,保证安全生产;通过定频次或随机操作的形式对吹拢装置的有效性进行自动点检,以此保证吹拢装置有效运行,防止吹拢装置无效后造成的其它质量问题。
6.本实用新型解决其技术问题所采用的技术方案为:
7.一种卷烟机烟支吹拢自动点检装置,因其对吹拢装置的有效性进行检测,因此需安装在yj27滤嘴接装机上的缺嘴检测前的位置,将其安装于错位鼓轮左上方。其包括点检支架、针型气缸及气缸胶套;
8.进一步地,所述点检支架包括支架底板,所述支架底板呈l型,包括横向折边和纵向折边,所述横向折边和纵向折边末端均设置有同向布置的长圆孔,其中所述横向折边与纵向折边相交处形成支撑台。
9.具体地,所述长圆孔的可调距离不小于5mm,保证点检支架可调距离范围内针型气缸的端头和错位鼓轮轴心线所在面与所述气缸安装板端面夹角的范围包含90
°
,使得错位鼓轮轴心在气缸中心线所在直线上。
10.优选地,所述支架底板、气缸安装板之间设置有加强筋。
11.可选地,所述点检支架为一体成型。
12.进一步地,所述支撑台上设置有气缸安装板,且所述气缸安装板的右侧壁于支架底板上的投影所在的线与横向折边的前侧壁的角度呈锐角,所述气缸安装板上部设置有气缸固定孔,通过气缸固定孔安装有针型气缸,所述针型气缸的端头处安装有气缸胶套;
13.具体地,所述针型气缸的行程大于7.8mm,该数值为常规滤嘴段的直径,且所述针型气缸的工作速度大于438mm/s。
14.进一步地,所述针型气缸连接有控制器和报警灯。
15.具体地,所述控制器连接有显示屏和操作按钮,显示屏上可对装置点检状况、历史、报警状态等进行显示。
16.优选地,所述针型气缸伸出动作延时时间大于等于13ms,保证挡落滤嘴段准确率为100%即挡落滤嘴段数量至少为1。
17.优选地,为了减少点检造成的产品浪费,将针型气缸伸出动作延时时间设置为13ms。
18.具体地,所述控制器控制所述针型气缸进行烟支吹拢自动点检,其具备两种工作模式,其一为定频次点检模式,其二为人工随机点检模式。定频次点检模式通过对产量计数,每间隔一定的生产数量自动进行点检;人工随机点检模式为当需要执行设备点检操作时,由人工操作控制器进行点检。
19.本实用新型的有益效果为:
20.1.通过针型气缸快速动作对滤嘴段进行挡落,代替了以往的人工操作,防止人工与高速运行的设备接触,保障车间安全生产;
21.2.在吹拢装置前对吹拢装置定期自动点检,通过验证剔除的烟支可保证吹拢装置的有效性,当吹拢装置失效时尽快发现处理,防止造成更大的产品质量问题;
22.3.通过在针型气缸前端套设胶套,防止气缸头直接摩擦,更换维护时只需更换胶套即可。
附图说明
23.下面结合附图及具体实施例对本实用新型作进一步说明,
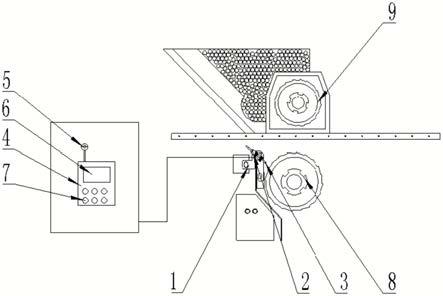
24.附图1是本实用新型的整体结构、安装位置示意图;
25.附图2是本实用新型结构示意俯视图;
26.附图3是本实用新型结构示意正视图;
27.附图4是本实用新型结构示意轴测图;
28.图中各部件对应标号:
[0029]1‑
点检支架;11
‑
支架底板;12
‑
横向折边;13
‑
纵向折边;14
‑
支撑台;15
‑
气缸安装板;2
‑
针型气缸;3
‑
气缸胶套;4
‑
控制器;5
‑
报警灯;6
‑
显示屏;7
‑
操作按钮;8
‑
错位鼓轮;9
‑
滤棒切割鼓轮。
具体实施方式
[0030]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下
所获得的所有其他实施例,都属于本实用新型保护的范围。
[0031]
在本实用新型的描述中,需要理解的是,术语“末端”、“上部”、“端头”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0032]
在本实用新型中,除非另有明确的规定和限定,术语“设置”、“安装”、“连接”等术语应做广义理解,例如,“连接”可以是固定连接,也可以是可调节连接;可以是机械连接;可以是直接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0033]
实施例1
[0034]
参照图1
‑
4,一种卷烟机烟支吹拢自动点检装置,因其对吹拢装置的有效性进行检测,因此需安装在yj27滤嘴接装机上的缺嘴检测前的位置,将其安装于错位鼓轮8左上方。其包括点检支架1、针型气缸2及气缸胶套3。
[0035]
其中,点检支架1包括支架底板11,支架底板11呈l型,包括横向折边12和纵向折边13,横向折边12和纵向折边13末端均设置有纵向布置的长圆孔,其中横向折边12与纵向折边12相交处形成支撑台14。
[0036]
具体地,长圆孔的可调距离不小于5mm,保证点检支架1可调距离范围内针型气缸2的端头和错位鼓轮8轴心线所在面与气缸安装板15端面夹角的范围包含90
°
,使得错位鼓轮轴心在气缸中心线所在直线上。
[0037]
优选地,支架底板11、气缸安装板15之间设置有加强筋。
[0038]
其中,支撑台14上设置有气缸安装板15,且气缸安装板15的右侧壁于支架底板11上的投影所在的线与横向折边12的前侧壁的角度呈锐角,气缸安装板15上部设置有气缸固定孔,通过气缸固定孔安装有针型气缸2,为了防止针型气缸2的磨损,于针型气缸2端头安装有气缸胶套3,维修时仅需更换气缸胶套3即可;
[0039]
具体地,针型气缸2的行程大于7.8mm,该数值为常规滤嘴段的直径,且针型气缸2的工作速度大于438mm/s。
[0040]
其中,针型气缸2连接有控制器4和报警灯5。
[0041]
具体地,为了节约生产成本,控制器4可选用卷烟机组的过量剔除装置控制器。
[0042]
具体地,控制器4连接有显示屏6和操作按钮7,显示屏6上可对装置点检状况、历史、报警状态等进行显示。
[0043]
优选地,针型气缸2伸出动作延时时间大于等于13ms,保证挡落滤嘴段准确率为100%即挡落滤嘴段数量至少为1,为了减少点检造成的产品浪费,将针型气缸伸出动作延时时间设置为13ms。
[0044]
可选地,控制器4控制针型气缸2进行烟支吹拢自动点检,其具备两种工作模式,其一为定频次点检模式,其二为人工随机点检模式。定频次点检模式通过对产量计数,每间隔一定的生产数量自动进行点检;人工随机点检模式为当需要执行设备点检操作时,由人工操作控制器4进行点检。
[0045]
实施例2
[0046]
参照图1
‑
4,一种卷烟机烟支吹拢自动点检装置,因其对吹拢装置的有效性进行检
测,因此需安装在yj27滤嘴接装机上的缺嘴检测前的位置,将其安装于错位鼓轮8左上方,滤棒切割鼓轮9左下方。其包括点检支架1、针型气缸2及气缸胶套3。
[0047]
其中,点检支架1包括支架底板11,支架底板11呈l型,包括横向折边12和纵向折边13,横向折边12和纵向折边13末端均设置有纵向布置的长圆孔,其中横向折边12与纵向折边12相交处形成支撑台14。
[0048]
具体地,长圆孔的可调距离设置为5mm,保证点检支架1可调距离范围内针型气缸2的端头和错位鼓轮8轴心线所在面与气缸安装板15端面夹角的范围包含90
°
,使得错位鼓轮轴心在气缸中心线所在直线上。
[0049]
优选地,支架底板11、气缸安装板15之间设置有加强筋。
[0050]
可选地,所述点检支架1采用3d打印方式一体成型。
[0051]
其中,支撑台14上设置有气缸安装板15,且气缸安装板15的右侧壁于支架底板11上的投影所在的线与横向折边12的前侧壁的角度呈锐角,使得针型气缸2朝向错位鼓轮8的位置,气缸安装板15上部设置有气缸固定孔,通过气缸固定孔安装有针型气缸2,针型气缸2端头安装有气缸胶套3;
[0052]
具体地,针型气缸2的行程大于7.8mm,该数值为常规滤嘴段的直径,且针型气缸2的工作速度大于438mm/s。
[0053]
优选地,本方案选用10mm行程规格的针型气缸2,其工作速度最大可达500mm/s。
[0054]
其中,针型气缸2连接有电磁阀,电磁阀要求其动作频率大于30hz,本实施例选用mac
‑
35a
‑
aca
‑
ddfa
‑
1ba型号电磁阀。
[0055]
优选地,针型气缸2连接有控制器4和报警灯5,且报警灯5采用声光报警灯5,且将报警原因、报警状态传输至控制器4和显示屏6,有效提高操作人员的响应速度。
[0056]
所述控制器4为现有技术,例如可选用型号为spc
‑
stw
‑
2612cms的控制器。
[0057]
具体地,控制器4连接有显示屏6和操作按钮7,显示屏6上对装置点检状况、历史、报警状态等进行显示,且选用pwm控制方式进行编程,
[0058]
优选地,针型气缸2伸出动作延时时间为13ms,保证挡落滤嘴段准确率为100%且挡落滤嘴段数量大于1且最小,减少点检造成的产品浪费。
[0059]
其中,控制器4控制针型气缸2进行烟支吹拢自动点检,其具备两种工作模式,其一为定频次点检模式,其二为人工随机点检模式。定频次点检模式通过对产量计数,每间隔一定的生产数量自动进行点检;人工随机点检模式为当需要执行设备点检操作时,由人工操作控制器4进行点检。可根据具体情况所需进行调整。本实施例中日常情况采用定频次点检模式进行编程控制点检。
[0060]
本实用新型的工作原理:
[0061]
人工将装置安装完成之后,在控制器4上设置定产量自动点检的参数,当每加工到指定数量时,控制器4控制针型气缸2动作将滤嘴段挡落,通过人工观察相应剔除的烟支以此确定吹拢装置是否有效工作,若吹拢装置失效,则可尽快处理维修,防止出现其它质量问题。在工作的同时,控制器4上的显示屏6对点检记录以及装置工作状态、报警信息进行实时显示。
[0062]
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员
来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。