1.本发明涉及一种打孔装置,具体来讲是一种具有过滤嘴纵向通风孔的烟支及其配套打孔装置,。
背景技术:
2.一直以来,通常的卷烟烟支在过滤嘴部位利用在线式激光打孔,将烟支旋转360
°
从而实现在过滤嘴中部沿圆周方向形成一圈或多圈通风孔,或者是在烟支点燃端的一范围内打上孔洞,实现 烟支通风度的设定。
3.然而过滤嘴圆周打孔方式,所形成的孔为圆周分布,圈孔所形成的通风带与吸嘴端距离恒定,在烟支点燃燃烧的过程中过滤嘴的通风度是恒定的。
4.中国专利201620412747.2为烟支点燃段打孔方式,使得孔沿烟支轴向线排布,与过滤嘴圆周打孔的分布方式相比较,具有了一定的动态效果,当烟支点燃后燃烧长度发生变化时,烟支的通风效果也发生变化。
技术实现要素:
5.本发明所要解决的技术问题是,提供一种能够横向打孔的装置。
6.本发明解决以上技术问题的技术方案:一种具有过滤嘴纵向通风孔的烟支及其配套高速打孔装置,主要由运输烟支的运输装置和在指定烟支表面打孔的激光打孔装置组成,运输装置主要由传输带和立在传输带上的吸附烟支的伸缩套件组成,当伸缩套件传输至激光打孔装置工作段时,伸缩套件在跟随运输装置进行纵向运动的同时、其伸缩部向激光打孔装置侧进行横向且按照预设速度外伸预设长度。
7.主要原理为:激光打孔装置由于光学原理和自身重量问题,无法进行水平高速移动,一般是定点进行打孔或者是通过光学角度折射变化来打孔这种方式周向打孔没有问题,但是轴向打孔就无法进行,因此我们设计出了一套方案:既然打孔设备不能动,那就让烟支水平移动,简单来讲就是烟支在水平传输的同时横向外伸,只要控制好两者的配合速度(这个在目前的技术水平中是完全能实现的),那就可以打出一排直孔。
8.本发明进一步限定的技术方案为:进一步的,伸缩套件为丝杆伸缩、电动伸缩、液压伸缩、滑动伸缩中的一种。伸缩套件只是负责将烟支按照一定的速度横向外推,其他的并没有特殊要求,但是不同的外推方式,物理结构和成本是存在很大差异的,因此,我们希望后续是根据不同的需求来提供不同的结局方案。
9.进一步的,吸附烟支的伸缩套件为滑动套件,包括固定座和滑动连接在固定座上的中空轴,所述中空轴的一端立有导向轴、所述中空轴的轴身开有连通固定座内负压腔的通槽、所述中空轴的另一端设有烟支插入口;所述传输装置的一侧设有引导导向轴运动方向的导向槽;当固定座在传输带带动下向前纵向运动时、中空轴在导向轴和导向槽的约束
下横向外伸。滑动套件是无动力滑动设计,需要依靠水平移动的拉力和滑槽的导向设计来完成横向外伸,而本技术的使用环境刚好存在传送带这个水平动力源,因此我们将两者相结合,刚好能得到我们想要的技术方案,而且这个方案不需要外加动力源和控制系统,只需要增加机械结构,相对来讲更加安全可靠,后续的维护成本也将大大降低。
10.进一步的,激光打孔装置主要由激光光源,置于激光光源出射光路中的光学跟踪装置,置于光学跟踪装置折射光路中的聚焦镜组成,聚焦镜将激光汇聚至烟支表面。
11.进一步的,水平传输带上等距分布有固定座,固定座上开有贯通座身的负压通路,该负压通路的尾部连通负压机构;固定座的上表面设有供中空轴滑动的滑轨或者管状腔,这两种滑动方式最为常见和可靠,当然也可以采用其他的滑动方式来替代。
12.进一步的,导向槽由斜向段和连在斜向段两端的直行段组成,斜向段的水平投影长度大于光学跟踪装置的行程,斜向段的水平高度差与打孔段长度保持一致。
13.进一步的,聚焦镜为弧形柱状镜或者f
‑
θ场透镜。
14.进一步的,光学跟踪装置由单或双轴振镜、或旋转棱镜或、或螺旋反射镜、或其他光束扫描器件构成。
15.进一步的,对于打孔速度要求低的应用场合,完全可以不需要伸缩套件因此可以对技术方案做简化处理,吸附烟支的伸缩套件为固定吸附套件,包括固定座和连接在固定座上的中空轴,所述中空轴的一端立有导向轴、所述中空轴的轴身开有连通固定座内负压腔的通槽、所述中空轴的另一端设有烟支插入口。
16.进一步的,目前实验得出最优选的方案为,光学跟踪装置为双轴振镜。
17.进一步的,传输带也可用输送链替代,可以理解的是,水平传输的方式有很多种,本技术的创造点也不在于水平传输这部分。
18.一种利用如上所述设备生产的烟支,表面具有大致沿烟支长度方向分布的透气孔。
19.一种烟支成型设备,采用如上所述的打孔装置。
20.总之,本发明采用上述设备能够快速生产具有过滤嘴纵向通风孔烟支,烟支过滤嘴段沿轴向分布至少一列孔洞,通过改变烟支吸食时进入口腔过滤嘴长度,即实现烟支动态通风度吸阻的设定以及烟气浓度的设定,还同时揭示一种实现上述烟支动态通风度吸阻设定的打孔装置。
附图说明
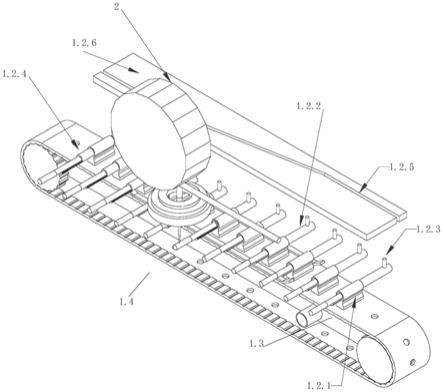
21.图1是本发明的结构示意图。
22.图2是图1的俯视图。
23.图3是激光打孔装置的原理示意图。
24.图4是滑动套件的结构示意图。
25.图5是另一种滑动套件的结构示意图。
26.图中:水平运输装置1,激光打孔装置2,烟支3,水平传输带1.1滑动套件1.2,负压通路1.3,负压机构1.4,固定座1.2.1,中空轴1.2.2,导向轴1.2.3,烟支插入口1.2.4,导向槽1.2.5,导向板1.2.6,滑轨1.2.7,管状腔1.2.8,激光光源2.1,光学跟踪装置2.2,聚焦镜2.3。
具体实施方式
27.实施例1一种具有过滤嘴纵向通风孔的烟支及其配套打孔装置,主要由运输烟支3的水平运输装置1和在指定水平运输段烟支表面打孔的激光打孔装置2组成,水平运输装置1主要由水平传输带1.1和立在水平传输带上的伸缩套件1.2组成,当伸缩套件传输至激光打孔装置2工作段时,伸缩套件在跟随水平运输装置1运动的同时、其滑动部向激光打孔装置2侧按照预设速度外伸预设长度。
28.简单来讲就是:伸缩套件可以是丝杆推动外伸、也可以是电动外伸或者液压外伸等等较为常规的外伸方案,其实只要是能够按照要求外伸的设备就能够进行使用或者实现该设想,但是由于设备紧凑一般建议是设计的越简单越好,因此我们优选的是无动力滑动结构。他的特点就是利用传输带的动力和导向槽导向轴的相互配合,实现烟支的轴向外伸。
29.参考图4和图5,滑动套件1.2包括固定座1.2.1和滑动连接在固定座上的中空轴1.2.2,固定座1.2.1等距分布在水平传输带上,固定座1.2.1上开有贯通座身的负压通路1.3, 该负压通路1.3的尾部连通负压机构;固定座的上表面设有供中空轴滑动的滑轨1.2.7或者管状腔1.2.8,两者的区别仅在于滑动配合关系,其他均一致。
30.中空轴1.2.2的一端立有导向轴1.2.3、中空轴1.2.2的轴身开有连通固定座1.2.1内负压腔的通槽、中空轴1.2.2的另一端设有烟支插入口1.2.4;水平传输装置的一侧设有引导导向轴1.2.3运动方向的导向槽1.2.5;当固定座1.2.1在水平传输带1.1带动下向前运动时、中空轴1.2.2在导向轴1.2.3和导向槽1.2.5的约束下外伸。
31.导向槽1.2.5是设置在导向板1.2.6上的,由斜向段和连在斜向段两端的直行段组成,所以当导向轴1.2.3在斜向段运动时必然会产生横向外移。斜向段的水平投影长度大于光学跟踪装置的行程,这样可以保证整个打孔范围都是有效行程。斜向段的水平高度差d与打孔段长度保持一致,其实是为了保证一个平缓的斜度来保证外伸的速度。
32.激光打孔装置2主要由激光光源2.1,置于激光光源2.1出射光路中的光学跟踪装置2.2,置于光学跟踪装置2.2折射光路中的聚焦镜2.3组成,聚焦镜2.3将激光汇聚至烟支表面完成打孔。
33.作为一种可选的,聚焦镜为弧形柱状镜或者f
‑
θ场透镜,或者他等同的光学镜片。
34.作为一种可选的,光学跟踪装置由单或双轴振镜、或旋转棱镜或、或螺旋反射镜、或其他等同的光束扫描器件构成。
35.除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。