1.本实用新型涉及物流分拣装置技术领域,具体涉及一种可面向异型烟的半自动控制分拣物流系统。
背景技术:
2.在我国,烟草物流中心是烟草生产单位与下级经销商之间的桥梁,常规的烟草的销售是地方销售单位将所需进货的烟条种类及数目上报到物流中心后,由物流中心统一进行调配发出,但由于地方销售单位所需的烟条种类不一,且大多时候都存在有异型烟,考虑到异型烟与常规标准烟条结构上存在较大差异,故而很难在一个统一的分拣系统中将其进行组合包装,这是目前所面临的主要问题。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种可面向异型烟的半自动控制分拣物流系统,以解决在对异型烟与标准烟条的混合包装时难以通过单一的物流分拣带进行分拣打包的问题。
4.为解决上述问题,本实用新型提供了如下技术方案:
5.一种可面向异型烟的半自动控制分拣物流系统,它包括控制组件,以及受控制组件进行控制的传输组件、自动分拣烟仓、人工分拣烟仓、合单码垛组件、打码装置、包装装置和贴标装置;
6.传输组件包括传输方向相互平行设计的主传输带和副传输带;主传输带为两层以上的可调数控传输带结构;
7.自动分拣烟仓的出料口正对主传输带的上方设置;人工分拣烟仓正对副传输带设置;
8.合单码垛组件包括设置在主传输带上的翻转码垛装置,以及设置在副传输带尾部的机械手码垛装置;
9.打码装置共有两个,分别设置在主传输带和副传输带上;
10.包装装置和贴标装置依次设置在机械手码垛装置的出料口位置。
11.优选的,自动分拣烟仓包括呈一字排列的若干组立式弹射条烟分拣机和若干组卧式通道条烟分拣机;在自动分拣烟仓和人工分拣烟仓的后方均对应设置有件烟补货台。
12.进一步的,立式弹射条烟分拣机和卧式通道条烟分拣机共有三组,主传输带也设置有三层,且每层主传输带均与自动分拣烟仓相对应;三层主传输带在尾部合为一层设置。
13.进一步的,在各组立式弹射条烟分拣机和卧式通道条烟分拣机上均设置有受控制组件控制的调序卡头。
14.优选的,主传输带为使用多组传输带拼接而成;设置在主传输带上的打码装置包括防护箱;在防护箱底部设置有可沿主传输带接头缝隙进行打码的激光打码射头。
15.优选的,还包括智能检测组件;智能检测组件包括设置在防护箱中的补光灯和数
字式相机;数字式相机与控制组件通讯连接,在防护箱上还设置有声光报警器。
16.优选的,翻转码垛装置的出料端与副传送带的尾部形成上下两层结构,副传送带为与上方,且这一两层结构对应机械手码垛装置的两个入料口进行设置。
17.优选的,控制组件包括对数据进行集中处理的中央处理器,对各个部件的动作进行控制的plc控制器。
18.本实用新型有益效果:
19.本实用新型针对现有烟条分拣物流系统所存在的不足进行了改进,其通过设置了一套控制组件,对传输带、自动分拣烟仓、打码装置、合单码垛组件和贴标装置进行控制,其中利用自动分拣烟仓和人工分拣台对标烟和异型烟进行组合出烟,借助于多层结构的主传送带及副传送带将排列号的烟条依次送到打码装置和合单码垛机上进行打码和码垛操作,使标烟和异型烟在码垛的时候能够按照内置程序计算获得的顺序来进行,最后再进行打包贴签。
附图说明
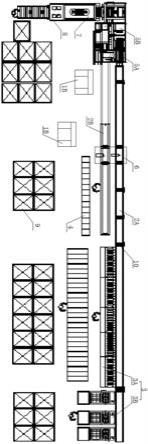
20.图1是本实施例中发明装置的结构示意图;
21.图2是图1中沿主传送带的立面结构图;
22.图3是本实施例中合单码垛组件位置处的结构示意图;
23.附图标记说明:1、控制组件,1a、中央处理器,1b、plc控制器,2、传输组件,2a、主传输带,2b、副传输带,3、自动分拣烟仓,3a、立式弹射条烟分拣机,3b、卧式通道条烟分拣机,4、人工分拣烟仓,5、合单码垛组件,5a、翻转码垛装置,5b、机械手码垛装置,6、打码装置,6a、防护箱,6b、激光打码射头,7、包装装置,8、贴标装置,9、件烟补货台,10、调序卡头,11、智能检测组件,11a、补光灯,11b、数字式相机,11c、声光报警器。
具体实施方式
24.下面结合附图及具体的实施例对本实用新型进行进一步介绍:
25.实施例:
26.下面结合附图及具体的实施例对本发明进行进一步介绍:
27.实施例:
28.参照图1,本实施例提供一种可面向异型烟的半自动控制分拣物流系统,它包括控制组件1,以及受控制组件1进行控制的传输组件2、自动分拣烟仓3、人工分拣烟仓4、合单码垛组件5、打码装置6、包装装置7和贴标装置8;
29.传输组件2包括传输方向相互平行设计的主传输带2a和副传输带2b;主传输带2a为两层以上的可调数控传输带结构;
30.自动分拣烟仓3的出料口正对主传输带2a的上方设置;人工分拣烟仓4正对副传输带2b设置;
31.合单码垛组件5包括设置在主传输带2a上的翻转码垛装置5a,以及设置在副传输带2b尾部的机械手码垛装置5b;
32.打码装置6共有两个,分别设置在主传输带2a和副传输带2b上;
33.包装装置7和贴标装置8依次设置在机械手码垛装置5b的出料口位置。
34.自动分拣烟仓3包括呈一字排列的若干组立式弹射条烟分拣机3a和若干组卧式通道条烟分拣机3b;在自动分拣烟仓3和人工分拣烟仓4的后方均对应设置有件烟补货台9。
35.立式弹射条烟分拣机3a和卧式通道条烟分拣机3b共有三组,主传输带2a也设置有三层,且每层主传输带2a均与自动分拣烟仓3相对应;三层主传输带2a在尾部合为一层设置。
36.在各组立式弹射条烟分拣机3a和卧式通道条烟分拣机3b上均设置有受控制组件1控制的调序卡头10。
37.主传输带2a为使用多组传输带拼接而成;设置在主传输带2a上的打码装置6包括防护箱6a;在防护箱6a底部设置有可沿主传输带2a接头缝隙进行打码的激光打码射头6b。
38.还包括智能检测组件11;智能检测组件11包括设置在防护箱6a中的补光灯11a和数字式相机11b;数字式相机11b与控制组件1通讯连接,在防护箱6a上还设置有声光报警器11c。
39.翻转码垛装置5a的出料端与副传送带2b的尾部形成上下两层结构,副传送带2b为与上方,且这一两层结构对应机械手码垛装置5b的两个入料口进行设置。
40.控制组件1包括对数据进行集中处理的中央处理器1a,对各个部件的动作进行控制的plc控制器1b。
41.本发明还公开了一种可面向异型烟的半自动控制分拣物流系统的使用方法,包括以下步骤:
42.s1、安装各个组件并进行内置参数设置,确认各个组件功能正常;
43.s2、将不同客户提交的订单上的烟条品种和数目录入中央处理器1a内,并通过内置程序计算处理获得在工作时间内的优化方案;
44.s3、根据该优化方案中不同订单上烟条的品种激活对应的自动分拣烟仓3和人工分拣烟仓4的plc控制器1b并激活指示灯;使烟条分别放入主传输带2a和副传输带2b上进行输送;
45.s4、从不同组、不同传输带层的立式弹射条烟分拣机3a和卧式通道条烟分拣机3b通过调序卡头10进行位置顺序的调整,并在主传输带2a的中部合流为一层;通过传输带2的控制使各个烟条依次通过打码装置6;
46.s5、主传输带2a上的烟条进入翻转码垛装置5a完成第一次码垛操作,并和副传输带2b上的烟条一起通过机械手码垛装置5b完成第二次码垛操作;
47.s6、将码垛好的烟条依次送入包装装置7和贴标装置8中进行包装和贴标,从而对订单实现一次完整的分拣工作。