1.本发明专利涉及一种细断机,尤其涉及一种流体混动细断机及其流体混动细断机效率设计方法。
背景技术:
2.目前,轻工造纸或兵工行业中的浆料纤维切断或硝化棉纤维细断等主要采用下列技术:
3.现有技术一:采用单或双圆盘磨浆机或细断机,其特点如下:1)分体圆盘式磨片(即定盘与动盘)使用后齿部磨损不均匀,且易打齿,影响打浆或细断质量与生产;2)有些是机械式手动进退刀机构——蜗轮蜗杆减速机构,操作强度大,自动化程度不高;3)动盘转速较低(一般在750~1000r/min),体积大,结构笨重。
4.现有技术二:采用锥型磨浆机或细断机,其特点如下:1)采用整体式锥型磨片(即定盘与动盘),铸造难度大;2)悬臂荷重式结构易产生扰度,从而影响打浆或细断质量;且动盘转速较低(一般在500~1000r/min),影响了生产效率;3)体积大,结构笨重。
技术实现要素:
5.本发明主要是解决现有技术中存在的不足,提供一种采用湍流动力效应、高频波动、离心力、剪切力、摩擦力等多种力的流体混合动力作用技术,使浆料或硝化棉纤维得到进一步的混合、切断或细断、疏解、匀整等,从而减小设备体积与重量,提高切断效果与成纸强度,或获得比表面大、质量均匀的超细硝化棉的一种流体混动细断机及其流体混动细断机效率设计方法。
6.本发明的上述技术问题主要是通过下述技术方案得以解决的:
7.一种流体混动细断机,包括机壳和底座,所述的底座的上部设有与底座固定的悬架部件,所述的悬架部件的左端设有与悬架部件相固定的机壳,所述的悬架部件中设有伸入至机壳中的主轴且主轴通过是电机进行传动,所述的电机与主轴间通过联轴器进行联接,所述的机壳的内壁设有半嵌入式的调节座且调节座的头部设有前盖,所述的机壳中设有与机壳相连通的出口短管法兰,所述的主轴的左端套有若干依次套装式固定叠加的动齿盘且动齿盘随主轴旋转进行转动,所述的调节座的内壁设有若干依次套装式固定叠加的定齿盘,所述的动齿盘与定齿盘间形成齿部高频通道,最后一个动齿盘的底部设有随主轴进行同步旋转的末端锯齿形锥盘且齿部高频通道的出口处与末端锯齿形锥盘相连通,所述的动齿盘的外壁、定齿盘的内壁和末端锯齿形锥盘的外壁分别设有齿部,所述的末端锯齿形锥盘与出口短管法兰呈配接状分布,所述的主轴的头部设有离心搅轮。
8.作为优选,所述的动齿盘的数量为3~5个,所述的动齿盘的数量与定齿盘的数量相等;所述的齿部高频通道的横截面呈锥状分布,所述的齿部高频通道的直径从左至右依次增加。
9.作为优选,所述的定齿盘与末端锯齿形锥盘的齿部分别为直齿或斜齿,每个齿部
为整条状或锯齿;每个动齿盘与末端锯齿形锥盘的齿数分别为10~90个,每个定齿盘的齿数为30~150个;所述的齿部高频通道的直径向间隙为0.08~0.16mm。
10.作为优选,所述的动齿盘中的锥角为10度~12度,末端锯齿形锥盘中的锥角为42度~45度。
11.作为优选,所述的动齿盘与末端锯齿形锥盘间通过若干栽杆螺栓进行紧固,所述的定齿盘与动齿盘间的锥齿间隙通过紧固螺栓进行调节,所述的主轴与末端锯齿形锥盘间通过内流式单机封轴封部件进行密封,所述的悬内流式单机封轴封部件中设有用于冲洗轴封处内腔的冲洗阀。
12.作为优选,所述的离心搅轮为离心式直叶片、圆弧叶片或扭曲叶片,叶片的数量为12~24个。
13.一种流体混动细断机的流体混动细断机效率设计方法,其特征在于:
14.流体混动细断机的切断或细断效率,可以用单位长度细切次数lc来表示,即(单位长度细切次数/s);
15.其中:z
1动
为套装式锥型动齿盘上第一个动齿环的齿数,z
1定
为套装式锥型定齿盘上第一个定齿环的齿数,l1为套装式锥型动齿盘或定齿盘上第一个动齿环或定齿环的长度m,α1为套装式锥型动齿盘上第一个动齿环和套装式锥型定齿盘上第一个定齿环齿与齿之间的夹角
°
,z
2动
为套装式锥型动齿盘上第二个动齿环的齿数,z
2定
为套装式锥型定齿盘上第二个定齿环的齿数,l2为套装式锥型动齿盘或定齿盘上第二个动齿环或定齿环的长度m,α2为套装式锥型动齿盘上第二个动齿环和套装式锥型定齿盘上第二个定齿环齿与齿之间的夹角
°
......以此类推;z
末
为末端锯齿形锥盘上的齿数,l
末
为末端锯齿形锥盘长度m;n为套装式锥型动齿盘或末端锯齿形锥盘的旋转频率,r/min。
16.该流体混动细断机中主要工作件为套装式锥型定齿盘、套装式锥型动齿盘、离心搅轮和末端锯齿形锥盘,套装式锥型定齿盘中的各个定齿环从大到小依次叠装在一起,并通过防转销定位与防转,然后再将其套装在调节座中;套装式锥型动齿盘中的各个动齿环从小到大依次叠装在一起后再套装入末端锯齿形锥盘,并通过栽杆螺柱和盖形螺母等固装,然后将其套装在主轴上,同时用键防转,用锁紧螺母和锁紧垫圈锁固;将离心搅轮套装在主轴上,同时用键防转,用搅轮螺母和止动垫圈锁固。带进口前盖和调节座通过紧固螺柱紧固,用防转销定位与防转,用o型密封圈密封,通过定距调节螺栓调定套装式锥型定齿盘和套装式锥型动齿盘锥齿之间的间隙后,再用紧固螺柱紧固带进口前盖和调节座;调节座和机壳通过o型密封圈11密封,机壳通过紧固螺柱紧固在悬架部件上,将出口短管法兰拧固(螺纹处缠上生料带密封)在机壳上;冲洗阀紧固在内流式单机封轴封部件上,主要用于冲洗轴封处内腔;固罩法兰通过螺栓紧固于悬架部件上,主要用于安装联轴器安全罩;鼓型齿式联轴器用于连接悬架部件和电机,用于传递动力或扭矩;底座用于固装悬架部件、电机或电机垫,通过紧固螺柱和紧固螺栓固定。离心搅轮采用离心式直叶片、圆弧叶片或扭曲叶片,叶片数共为12~24枚,主要对浆料或硝化棉起离心疏解或匀整作用;套装式锥型定齿盘和套装式锥型动齿盘之间的区域主要疏解、分散、分丝、帚化、切断或细断纤维,并对浆料或硝化棉起一定的泵送作用;末端锯齿形锥盘主要对浆料或硝化棉起泵送、疏解、匀整作用。
17.套装式锥型动齿盘一般由3~5个动齿环组合而成,套装式锥型定齿盘一般由3~5
个定齿环组合而成,套装式锥型定齿盘则为单个齿环;套装式锥型定齿盘或末端锯齿形锥盘15中的齿型均可采用直齿或斜齿(斜角一般为10
°
~20
°
),其中每个齿部可以整条状或锯齿状;每个动齿盘齿数(包括末端锯齿形锥盘)一般为10~90个,每个定齿盘齿数一般为30~150个;套装式锥型动齿盘中的锥角一般为10
°
~12
°
,末端锯齿形锥盘中的锥角一般为42
°
~45
°
;套装式锥型动齿盘和套装式锥型定齿盘之间的直径向间隙根据工艺要求,控制在0.08~0.16mm之间;套装式锥型动定齿盘中的每个齿环齿型可以相同,也可以各不相同,末端锯齿形锥盘则采用末端独立齿型;不同的齿型组合可满足不同的切断或细断、疏解、匀整等工艺要求,比如要求切断作用强的,则可以用15
°
整条状斜齿,动定齿套齿数从小到大依次为30~90个,且齿数为互质数等。
18.工作原理:电机通过鼓型齿式联轴器带动流体混动细断机在一定的转速下旋转,浆料或硝化棉由轴向层流区泵入离心搅动的过渡流区,经离心疏解或匀整作用,再流入套装式锥型动定齿盘(锥角一般为10
°
~12
°
)中的齿部高频(旋转频率一般在1500~3000r/min)波动区(疏解与分散纤维)、湍流区(进一步疏解与分散纤维)、离心区(泵送纤维)、剪切区(分丝、切断或细断纤维)、摩擦区(帚化纤维)等,期间受这些多种混合流体动力与剪切力的作用,最后进一步通过末端锯齿形锥盘(锥角一般为42
°
~45
°
)齿部的离心力以及纤维与纤维、纤维与齿部之间的摩擦力等水力泵送、疏解、匀整作用,将浆料或硝化棉从径向中间排出,完成打浆或细断工艺过程。
19.本发明与现有技术相比所具有的优点及效果:
20.采用流体混合动力技术,流体混合充分,纤维比表面大,质量均匀。
21.采用套装式锥型动定齿盘,易于铸造和加工,齿型与齿数组合多样,可满足不同的切断或细断、疏解、匀整等工艺需要;
22.旋转频率高(一般在1500~3000r/min),减小了圆盘摩擦损失,疏解与分散作用强;同时,体积小,重量轻,结构简单、紧凑。
23.套装式锥型动定齿盘间隙可调,延长套装式锥型动定齿盘使用寿命。
附图说明
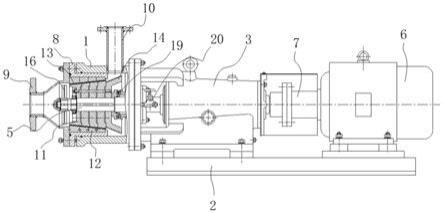
24.图1是本发明的结构示意图;
25.图2是图1中左端的结构示意图;
26.图3是本发明中动齿盘的结构示意图;
27.图4是本发明中末端锯齿形锥盘的结构示意图;
28.图5是图4的侧视结构示意图;
29.图6是本发明中离心搅轮的结构示意图。
具体实施方式
30.下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
31.实施例1:如图所示,一种流体混动细断机,包括机壳1和底座2,所述的底座2的上部设有与底座2固定的悬架部件3,所述的悬架部件3的左端设有与悬架部件3相固定的机壳1,所述的悬架部件3中设有伸入至机壳1中的主轴5且主轴5通过是电机6进行传动,所述的电机6与主轴5间通过联轴器7进行联接,所述的机壳1的内壁设有半嵌入式的调节座8且调
节座8的头部设有前盖9,所述的机壳1中设有与机壳1相连通的出口短管法兰10,所述的主轴5的左端套有若干依次套装式固定叠加的动齿盘11且动齿盘11随主轴5旋转进行转动,所述的调节座8的内壁设有若干依次套装式固定叠加的定齿盘12,所述的动齿盘11与定齿盘12间形成齿部高频通道13,最后一个动齿盘11的底部设有随主轴5进行同步旋转的末端锯齿形锥盘14且齿部高频通道13的出口处与末端锯齿形锥盘14相连通,所述的动齿盘11的外壁、定齿盘12的内壁和末端锯齿形锥盘14的外壁分别设有齿部15,所述的末端锯齿形锥盘14与出口短管法兰10呈配接状分布,所述的主轴5的头部设有离心搅轮16。
32.所述的动齿盘11的数量为3~5个,所述的动齿盘11的数量与定齿盘12的数量相等;所述的齿部高频通道13的横截面呈锥状分布,所述的齿部高频通道13的直径从左至右依次增加。
33.所述的定齿盘12与末端锯齿形锥盘14的齿部分别为直齿或斜齿,每个齿部15为整条状或锯齿;每个动齿盘11与末端锯齿形锥盘14的齿数分别为10~90个,每个定齿盘12的齿数为30~150个;所述的齿部高频通道13的直径向间隙为0.08~0.16mm。
34.所述的动齿盘11中的锥角为10度~12度,末端锯齿形锥盘14中的锥角为42度~45度。
35.所述的动齿盘11与末端锯齿形锥盘14间通过若干栽杆螺栓17进行紧固,所述的定齿盘12与动齿盘11间的锥齿间隙通过紧固螺栓18进行调节,所述的主轴5与末端锯齿形锥盘14间通过内流式单机封轴封部件19进行密封,所述的悬内流式单机封轴封部件19中设有用于冲洗轴封处内腔的冲洗阀20。
36.所述的离心搅轮16为离心式直叶片、圆弧叶片或扭曲叶片,叶片的数量为12~24个。
37.一种流体混动细断机的流体混动细断机效率设计方法,流体混动细断机的切断或细断效率,可以用单位长度细切次数lc来表示,即(单位长度细切次数/s);
38.其中:z
1动
为套装式锥型动齿盘上第一个动齿环的齿数,z
1定
为套装式锥型定齿盘上第一个定齿环的齿数,l1为套装式锥型动齿盘或定齿盘上第一个动齿环或定齿环的长度m,α1为套装式锥型动齿盘上第一个动齿环和套装式锥型定齿盘上第一个定齿环齿与齿之间的夹角
°
,z
2动
为套装式锥型动齿盘上第二个动齿环的齿数,z
2定
为套装式锥型定齿盘上第二个定齿环的齿数,l2为套装式锥型动齿盘或定齿盘上第二个动齿环或定齿环的长度m,α2为套装式锥型动齿盘上第二个动齿环和套装式锥型定齿盘上第二个定齿环齿与齿之间的夹角
°
......以此类推;z
末
为末端锯齿形锥盘上的齿数,l
末
为末端锯齿形锥盘长度m;n为套装式锥型动齿盘或末端锯齿形锥盘的旋转频率,r/min。