1.本发明涉及人造草丝领域,尤其是涉及一种人造草丝及其制备方法。
背景技术:
2.近些年,为了降低草坪的成本,同时,使得草坪的后期维护以及保养更加简单,目前的草坪通常使用人造草丝制成,人造草丝在我国的发展也越来越迅速。
3.目前的人造草丝主要是以聚乙烯或聚丙烯为主要原料,再辅以抗氧化剂以及光稳定剂制成的。但是,若上述人造草丝用作运动场,除了对人造草丝的抗老化性能以及耐磨性具有一定的要求外,为了保护运动员在剧烈的运动过程中免受运动摩擦的伤害,还对人造草丝的柔软性能具有更高的要求。而目前的人造草丝一般都无法同时兼顾上述两种性能,难以适用于运动场,因此,仍有改进的空间。
技术实现要素:
4.为了使得人造草丝可同时兼顾柔软性以及耐磨性,使得人造草丝更适用于运动场,本技术提供一种人造草丝及其制备方法。
5.第一方面,本技术提供一种人造草丝,采用如下的技术方案:
6.一种人造草丝,包括以下质量份数的组分:
7.线性低密度聚乙烯40-50份;
8.高密度聚乙烯10-20份;
9.聚烯烃弹性体15-20份;
10.丙烯腈5-10份;
11.补强纤维3-5份;
12.抗老化剂3-7份;
13.助剂2-3份。
14.优选的,包括以下质量份数的组分:
15.线性低密度聚乙烯43-47份;
16.高密度聚乙烯12-15份;
17.聚烯烃弹性体16-18份;
18.丙烯腈5-8份;
19.补强纤维3-4份;
20.抗老化剂5-7份;
21.助剂2-3份。
22.通过采用上述技术方案,加入特定比例的聚烯烃弹性体以及丙烯腈改性原有的线性低密度聚乙烯以及高密度聚乙烯,有利于聚烯烃弹性体接枝上去,从而在保证人造草丝的耐磨性的同时有利于更好地提高人性草丝的柔软度;同时,补强纤维还有利于提高人造草丝的耐磨性,使得人造草丝的耐磨性不容易受到柔软性的影响,从而有利于人造草丝更
好地兼顾耐磨性以及柔软性。
23.优选的,所述补强纤维包括玻璃纤维、甲壳素纤维、钢纤维、菠萝叶纤维、椰壳纤维中的一种或多种。
24.通过采用上述技术方案,采用上述中的一种或多种纤维作为补强纤维,有利于更好地提高人造草丝的耐磨性能。
25.优选的,所述补强纤维由玻璃纤维与椰壳纤维以1:(3-4)的质量比均匀混合而成。
26.通过采用上述技术方案,以特定比例的玻璃纤维与椰壳纤维以特定比例协同,有利于补强纤维更有规律地排布于人造草丝内部,使得补强纤维在有利于更好地补强人造草丝,使得人造草丝的耐磨性能提高的同时使得补强纤维更加不容易影响人造草丝的弯折,从而有利于人造草丝更好地同时兼顾耐磨性以及柔软性。
27.优选的,所述钢纤维的长度为0.5-1mm,所述椰壳纤维的长度1-2mm。
28.通过采用上述技术方案,控制补强纤维的长度,使得人造草丝内部的补强纤维之间更容易留有空隙,从而使得人造草丝的弯折更加不容易受到补强纤维的影响,有利于人造草丝更好地兼顾耐磨性以及柔软性。
29.优选的,所述助剂由光稳定剂、色母粒以及润滑剂以3:(1-2):(0.5-1)的质量比均匀混合而成。
30.通过采用上述技术方案,加入光稳定剂、色母粒以及润滑剂作为助剂,有利于更好地提高人造草丝的综合性能,使得人造草丝的经济价值更高。
31.优选的,所述光稳定剂为水杨酸酯类或苯并三唑类。
32.通过采用上述技术方案,采用水杨酸酯类或苯并三唑类作为光稳定剂,有利于更好地提高人造草丝的抗紫外线性能,使得人造草丝更加不容易出现脆化或变色的情况,有利于延长人造草丝的使用寿命。
33.第二方面,本技术提供一种人造草丝的制备方法,采用如下的技术方案:
34.一种人造草丝的制备方法,先将线性低密度聚乙烯、高密度聚乙烯以及聚烯烃弹性体混合均匀,再将混合均匀的物料以及剩余组分全部加入至螺杆挤出机中熔融并挤出,经牵伸、定型、收卷、加捻,即制得人造草丝。
35.通过采用上述技术方案,将上述组分混合均匀并熔融挤出,再经过常规的牵伸、定型、收卷以及加捻操作即可制得人造草丝,工艺简单,有利于人造草丝的工业化生产。
36.优选的,熔融挤出时,螺杆挤出机的温度控制为160℃-200℃。
37.通过采用上述技术方案,控制螺杆挤出机的熔融挤出温度,有利于原料更好地完全熔融,从而有利于各组分更好地完全混合均匀,有利于各组分更好地发挥功效。
38.综上所述,本技术具有以下有益效果:
39.1、通过采用特定比例的聚烯烃弹性体与丙烯腈协同复配改性线性低密度聚乙烯以及高密度聚乙烯,有利于更好地提高人造草丝的柔软性,同时,协同补强纤维还有利于更好地提高人造草丝的耐磨性,使得人造草丝可同时兼顾柔软性以及耐磨性。
40.2、通过采用特定比例的玻璃纤维以及椰壳纤维协同复配,有利于人造草丝更好地同时兼顾柔软性以及耐磨性。
41.3、通过将各组分混合均匀并熔融挤出、牵伸、定型、收卷以及加捻,即可制得人造草丝,制备操作简单方便,有利于工业化生产。
具体实施方式
42.以下结合实施例以及对比例对本技术作进一步详细说明。
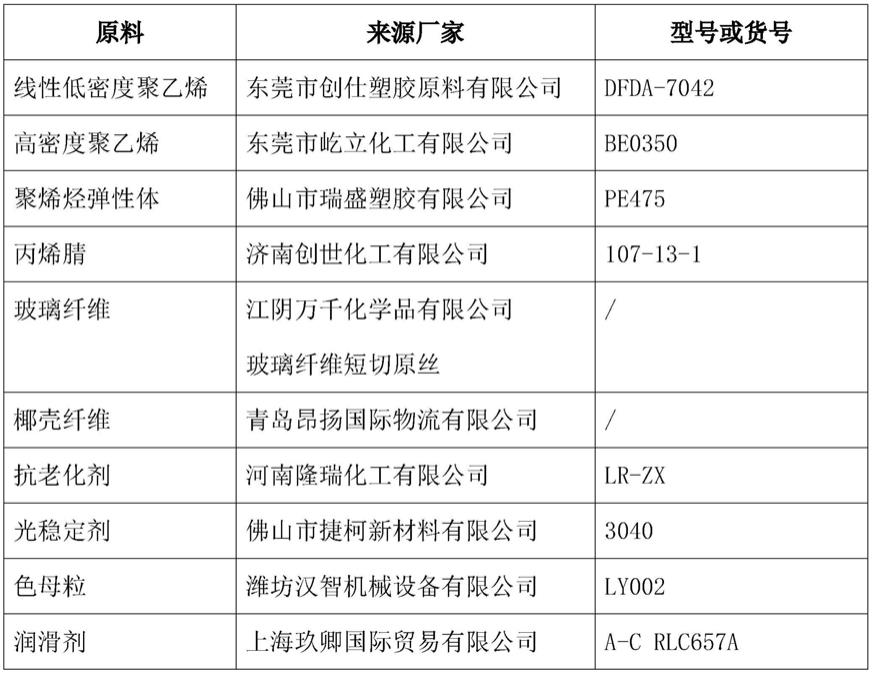
43.以下实施例以及对比例中的原料来源见表1。
44.表1
[0045][0046]
实施例1
[0047]
本技术实施例公开一种人造草丝,由以下质量的组分制成:
[0048]
线性低密度聚乙烯40kg;高密度聚乙烯10kg;聚烯烃弹性体15kg;丙烯腈5kg;玻璃纤维3kg;抗老化剂3kg;光稳定剂2kg。
[0049]
在本实施例中,补强纤维为玻璃纤维,助剂为光稳定剂,且玻璃纤维的长度为0.1-0.4mm。
[0050]
本技术还公开一种人造草丝的制备方法,具体如下:
[0051]
准确称取线性低密度聚乙烯40kg、高密度聚乙烯10kg以及聚烯烃弹性体15kg,搅拌混合均匀,形成预混合物,再准确称取丙烯腈5kg、玻璃纤维3kg、光稳定剂2kg,并与预混合物同时加入至螺杆挤出机中熔融,控制螺杆挤出机的熔融温度为160℃,并由喷丝板挤出,形成纤维丝,然后通过牵引辊筒和牵伸辊筒把纤维丝牵引至定型辊筒上定型,并控制牵引辊筒和牵伸辊筒的温度为80℃,控制定型辊筒的温度为95℃,最后通过收卷装置把定型后的纤维丝收卷起来,并通过加捻器经加捻处理,即得到人造草丝。
[0052]
实施例2-5
[0053]
与实施例1的区别在于:人造草丝的各组分的用量不同,具体用量详见表2,表2中的用量单位为kg。
[0054]
表2
[0055] 实施例2实施例3实施例4实施例5线性低密度聚乙烯50434745高密度聚乙烯20121513聚烯烃弹性体20161817丙烯腈10586玻璃纤维5343.5抗老化剂7576光稳定剂3232.5
[0056]
实施例6
[0057]
与实施例5的区别在于:以等量的椰壳纤维替代玻璃纤维,即补强纤维为椰壳纤维。
[0058]
实施例7
[0059]
与实施例5的区别在于:补强纤维由玻璃纤维与椰壳纤维以1:3的质量比均匀混合而成。
[0060]
实施例8
[0061]
与实施例5的区别在于:补强纤维由玻璃纤维与椰壳纤维以1:4的质量比均匀混合而成。
[0062]
实施例9
[0063]
与实施例5的区别在于:补强纤维由玻璃纤维与椰壳纤维以1:2的质量比均匀混合而成。
[0064]
实施例10
[0065]
与实施例5的区别在于:补强纤维由玻璃纤维与椰壳纤维以1:5的质量比均匀混合而成。
[0066]
实施例11
[0067]
与实施例5的区别在于:玻璃纤维的长度为0.5-1mm,椰壳纤维的长度为1-2mm。
[0068]
实施例12
[0069]
与实施例5的区别在于:玻璃纤维的长度为0.1-0.4mm,椰壳纤维的长度为2-3mm。
[0070]
实施例13
[0071]
与实施例5的区别在于:玻璃纤维的长度为1-2mm,椰壳纤维的长度为0.5-1mm。
[0072]
实施例14
[0073]
与实施例5的区别在于:
[0074]
补强纤维由玻璃纤维与椰壳纤维以1:3的质量比均匀混合而成;
[0075]
玻璃纤维的长度为0.5-1mm,椰壳纤维的长度为1-2mm;
[0076]
助剂由光稳定剂、色母粒以及润滑剂以3:1:0.5的质量比均匀混合而成。
[0077]
实施例15
[0078]
与实施例5的区别在于:
[0079]
补强纤维由玻璃纤维与椰壳纤维以1:4的质量比均匀混合而成;
[0080]
玻璃纤维的长度为0.5-1mm,椰壳纤维的长度为1-2mm;
[0081]
助剂由光稳定剂、色母粒以及润滑剂以3:2:1的质量比均匀混合而成。
[0082]
实施例16
[0083]
与实施例5的区别在于:
[0084]
补强纤维由玻璃纤维与椰壳纤维以1:3.5的质量比均匀混合而成;
[0085]
玻璃纤维的长度为0.5-1mm,椰壳纤维的长度为1-2mm;
[0086]
助剂由光稳定剂、色母粒以及润滑剂以3:1.5:0.75的质量比均匀混合而成。
[0087]
实施例14-16的色母粒均采用绿色色母粒,色母粒的颜色对人造草丝的性能不产生实质性影响,可根据实际需要具体选择。
[0088]
对比例1
[0089]
与实施例5的区别在于:以等量的线性低密度聚乙烯替代聚烯烃弹性体以及丙烯腈,且不加入补强纤维。
[0090]
对比例2
[0091]
与实施例5的区别在于:以等量的线性低密度聚乙烯替代丙烯腈,且不加入补强纤维。
[0092]
对比例3
[0093]
与实施例5的区别在于:以等量的线性低密度聚乙烯替代聚烯烃弹性体,且不加入补强纤维。
[0094]
对比例4
[0095]
与实施例5的区别在于:不加入补强纤维。
[0096]
实验1
[0097]
根据gb/t20394-2019《体育用人造草》中的6.11草丝耐磨性检测以上实施例以及对比例制得的人造草丝的耐磨性能,取3个试样进行检测,记录b.6.3,计算并记录3个试样每次旋转1000次旋转后所损失的量的平均值(g)。
[0098]
实验2
[0099]
根据gb/t20394-2013《体育用人造草》中的6.13草丝回弹性检测以上实施例以及对比例制得的人造草丝的柔软性,记录人造草丝在经冲击后是否有明显的变形、扭曲,以及记录是否有裂缝或破损。
[0100]
以上实验的检测数据见表3。
[0101]
表3
[0102] 磨损量(g)柔软性实施例11.43出现轻微变形、弯曲,肉眼不容易察觉实施例21.40出现轻微变形、弯曲,肉眼不容易察觉实施例31.36出现轻微变形、弯曲,肉眼不容易察觉实施例41.34出现轻微变形、弯曲,肉眼不容易察觉实施例51.30出现轻微变形、弯曲,肉眼不容易察觉实施例61.39出现轻微变形、弯曲,肉眼不容易察觉实施例71.20几乎不发生变化实施例81.17几乎不发生变化实施例91.18出现部分变形、弯曲,肉眼可察觉实施例101.16出现部分变形、弯曲,肉眼可察觉
实施例111.28几乎不发生变化实施例121.33出现轻微变形、弯曲,肉眼不容易察觉实施例131.21出现部分变形、弯曲,肉眼可察觉实施例141.15几乎不发生变化实施例151.13几乎不发生变化实施例161.10几乎不发生变化对比例11.12完全变形,出现裂缝以及破损对比例23.25出现轻微变形、弯曲,肉眼不容易察觉对比例31.06完全变形,出现裂缝以及破损对比例41.75出现轻微变形、弯曲,肉眼不容易察觉
[0103]
根据表3中对比例1-4的数据对比可得,通过单独加入聚烯烃弹性体或单独加入丙烯腈改性聚乙烯,均只能在一定程度上提高人造草丝的耐磨性能或柔软性,均无法实现人造草丝的耐磨性能以及柔软性能的同时兼顾,只有同时加入聚烯烃弹性体以及丙烯腈协同复配改性聚乙烯,才能使得人造草丝的耐磨性能以及柔软性能更好地同时兼顾,均达到一个较为平衡的状态。
[0104]
根据表3中实施例5与对比例4的数据对比可得,通过加入补强纤维与聚乙烯、聚烯烃弹性体以及丙烯腈同时协同复配,还有利于更好地提高人造草丝的耐磨性能,使得人造草丝的耐磨性更加不容易受到聚烯烃弹性体的影响。
[0105]
根据表3中实施例5-13的数据对比可得,玻璃纤维有利于更好地提高人造草丝的刚性以及耐磨性,而椰壳纤维有利于更好地提高人造草丝的柔软性,通过控制补强纤维的纤维种类、比例以及长度,有利于玻璃纤维以及椰壳纤维更有规律地排布于人造草丝内部,从而有利于纤维之间留有足够的间隙供人造草丝弯折形变,有利于玻璃纤维以及椰壳纤维更好地互相协同复配并达到同时兼顾人造草丝的耐磨性以及柔软性的效果。
[0106]
以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。