1.本实用新型涉及的是一种穿绳机的送绳机构。
背景技术:
2.穿绳机的绳索通过夹具牵引,夹具根据手提绳的长度向前牵引相应的长度,再通过剪刀将绳索剪断,形成手提绳;当绳索出现打结或断裂问题时,则需要停机处理,这样就影响穿绳机的生产效率。
技术实现要素:
3.鉴于背景技术中存在的技术问题,本实用新型所解决的技术问题旨在提供一种不停机生产的穿绳机的送绳机构。
4.为解决上述技术问题,本实用新型采用如下的技术方案:该种穿绳机的送绳机构,其特征在于:包括有绳索预送部件,其包括有
5.第一导轮,其转动安装在安装板上,所述安装板安装在机架上;
6.和第二导轮,其转动安装在升降板上,所述升降板与驱动其升降的驱动件连接;
7.所述第一导轮和第二导轮均设有若干个。
8.本实用新型的绳索绕设在第一导轮和第二导轮上,并且在第一导轮和第二导轮上交替卷绕,升降板带着第二导轮远离第一导轮时,绳索被牵引,即提前输送一段绳索,既为后续的牵引做好准备,同时起到了储料作用,这段预送绳索形成存储段,有足够的储料就有足够的维护时间,当绳索出现打结或断裂时,在不停机的情况下,也有足够的时间对绳索的进行处理,如此大大提供生产效率,降低生产成本。
9.作为优选,所述机架上设有导向件,所述升降板在导向件上滑动设置,使升降板沿导向件稳定升降。
10.作为优选,所述预送部件的后方设有检测部件,其包括有
11.安装座;
12.浮动块,其设有导向孔,所述导向孔竖向设置,所述浮动块上设有位置传感器,所述位置传感器和驱动件均与穿绳机的控制器连接;
13.及底板,其设有竖向设置的导向柱,所述导向柱穿过导向孔与安装座连接,所述浮动块与底板之间为绳索通道。
14.所述检测部件提前监测绳索是否打结、断裂,提高绳索维修的效率,保证在预送的储料段内完成绳索的维修,实现不停机生产。
15.作为优选,所述导向柱上设有弹簧,所述弹簧设置在安装座与浮动块之间;所述弹簧的弹力增加浮动块向下的压力,这样在绳索被向前牵引时浮动块不会出现跳动,更加稳定。
16.作为优选,所述位置传感器的感应头分别设置在浮动块的上表面和下表面;当绳索断裂时,浮动块下移,下表面的感应头感应到底板,当绳索打结时,打结处会推动浮动块
上移,上表面的感应头则感应到安装座,如此辨别绳索打结或断裂。
17.作为优选,所述底板的始端向下倾斜设置,所述浮动块的始端下表面向上倾斜设置;这样绳索通道的入口端敞开设置,即使有绳索打结也能进入绳索通道内,并推动浮动块上移。
附图说明
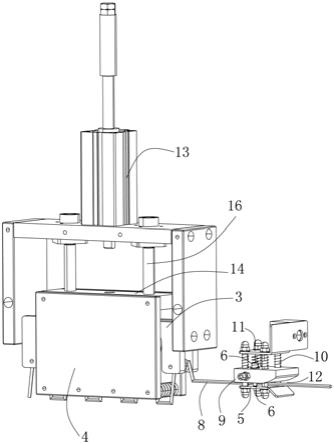
18.图1为本实用新型的结构示意图。
19.图2为本实用新型的主视图。
具体实施方式
20.下面结合附图描述本实用新型的实施方式及实施例的有关细节及工作原理。该种穿绳机的送绳机构,包括有预送部件,所述预送部件设置在送绳机构的牵引部件的后方,也就是在常规情况下,牵引部件牵引的是预送的储料。所述预送部件包括有第一导轮1和第二导轮2,附图中,第一导轮为上导轮,第二导轮为下导轮,所述第一导轮转动安装在安装板3上,所述安装板安装在机架上;所述第二导轮2转动安装在升降板4上,所述升降板与驱动其升降的驱动件13连接,所述驱动件可以采用气缸、丝杠机构等,为使升降板移动更加稳定,所述机架上设有导向件,所述升降板4在导向件上滑动设置,所述导向件可以采用直线导轨或导柱等,本实施例采用了两根导柱16,所述第二导轮2的两端安装在升降板4上,两升降板通过连接板14连接,所述连接板上开设有供导柱穿过的通孔,所述驱动件驱动升降板升降时,升降板4沿导柱16上下移动;所述第一导轮1和第二导轮2均设有若干个,绳索8绕设在第一导轮和第二导轮上,并且在第一导轮和第二导轮上交替卷绕,见附图2,绳索依次绕过第一导轮、第二导轮、再第一导轮、第二导轮,如此交替绕设,所述第一导轮和第二导轮在同一水平面时,绕设在上、第二导轮上的绳索最短,所述升降板4带着第二导轮下移时,第一导轮1与第二导轮2之间的间距变大,绕设在上、第二导轮上的绳索变长,即绳索被牵引,该段绳索即预送部分,所述预送部分的绳索也就是储料段,所述升降板带着第二导轮上移复位,而绳索则停留在预送工位,等待前方牵引,所述绳索未出现断裂或打结,前方的牵引部件将预送工位的绳索向前牵引,送至穿绳工位,若发现绳索出现断裂或打结时,因预留了储料段,那么牵引部件仍可以进行牵引作业,所述预送部件则停止作业,工作人员则利用这段时间进行绳索维修工作,完成维修后,所述预送部件则再次启动正常作业;因预送部件不会对绳索的牵引造成影响,因此在预送部件不工作的情况下,送绳机构的牵引部件也能正常牵引,但是维修工作应当在储料用完前完成,本实施例中,所述储料段的绳索长度与手提绳的长度一致,预送的绳索用于后续的牵引,这样绳索就不会越积越多,而是每次都储存与手提绳一样的长度;若所需的维修时间加长,可以设置多个预送部件,或者每次预送的长度加长,但是预送的间隔也相应边长,也就是储料消耗与储料同步,这样储料更长,但是储料不会越积越多。本实用新型的预送部件提前向前输送一段绳索,既为后续的牵引做好准备,同时起到了储料作用,这段预送绳索形成存储段,有足够的储料就有足够的维护时间,当绳索出现打结或断裂时,在不停机的情况下,也有足够的时间对绳索的进行处理,如此大大提供生产效率,降低生产成本。
21.所述预送部件的后方设有检测部件,在预送前就可以得知绳索是否打结或断裂,
所述检测部件其包括有安装座11、浮动块9及底板5,所述安装座安装在机架上,所述浮动块设有导向孔,所述导向孔竖向设置,所述浮动块9上设有位置传感器,所述位置传感器和驱动件均与穿绳机的控制器连接,所述位置传感器可以采用接近开关或限位开关,本实施例中,所述位置传感器的感应头6分别设置在浮动块的上表面和下表面;所述底板5设有竖向设置的导向柱10,所述导向柱穿过导向孔与安装座11连接,所述浮动块9与底板5之间为绳索通道7,即绳索8从浮动块与底板之间穿过,所述底板的始端向下倾斜设置,所述浮动块的始端下表面向上倾斜设置,这样绳索通道的入口12端敞开,即使有绳索打结也能进入绳索通道内,并推动浮动块9上移,所述浮动块在重力作用下压在绳索8上,为防止在牵引过程中浮动块发生跳动,所述导向柱上设有弹簧15,所述弹簧设置在安装座与浮动块之间,即增加弹簧的弹力,这样在拉动绳索时,浮动块9就不会发生跳动,送绳更加稳定。当绳索断裂时,绳索通道内没有绳索,浮动块在重力和弹力作用下向下移动,下表面的感应头6感应到底板或接触到底板,位置传感器将信息发送给控制器,控制器发送指令给预送部件或/和发出警示信息给工作人员,驱动件停止作业,直至问题解决后,重新启动驱动件即可;当绳索打结时,向前的拉力使打结部位进入绳索通道7,打结处会推动浮动块上移,上表面的感应头6则感应到安装座或接触到安装座,同样,位置传感器将该信息发送给控制器,所述控制器发送指令给预送部件或/和发出警示信息给工作人员,使驱动件13停止作业,打结处解开后,再重新启动驱动件;所述检测部件提前监测绳索是否打结、断裂,提醒工作人员尽快进行修复,在预送前就发现问题,这样就可以利用预送的储料对绳索进行维修,不仅维修效率高,而且不停机维修,大大提高穿绳机的生产效率。