1.本发明涉及均热板技术领域,尤其是涉及一种一体成型的均热板及其制备方法和应用。
背景技术:
2.均热板是一种将流体工质注入其内部设置有微细结构的近真空腔体而形成的能进行相变传热的板状传热装置。均热板内部为近真空腔体结构,重量轻;工作时不需要外力驱动,节省能量;其腔体为焊接密封成型,不会产生泄漏,安全可靠;其传热方式为相变传热,传热系数高;能进行二维传热,导热速度快,可迅速将点热源热量均与传递并分布在散热面上;其外形尺寸可以根据具体使用场合进行设计;可以直接将led封装在其上,或者将其与芯片底座紧密贴合,减小接触热阻。
3.目前的均热板大多都是铜质均热板。其中,铜质均热板常采用烧结式的吸液芯,如丝网纤维、铜粉颗粒、泡沫铜等。这种铜质的均热板在实际使用过程中存在导热系数低,易氧化,适用温度范围小,整体质量大,内部介质变性及内腔腐蚀等缺陷。且采用铜质吸液芯容易受不凝性气体影响,使流体工质与管芯产生化学反应或电化学反应,产生不凝性气体。不凝性气体容易形成气塞,从而使有效冷凝面积减少,导致回流速度慢,影响散热效率。且上述均热板通常是由上壳板和下壳板进行组装焊接而成,组装焊接容易导致均热板的密封性能不良,影响均热板的使用性能。同时采用上壳板和下壳板的结构,也使得均热板很难变得轻薄。
4.有鉴于此,特提出本发明以解决上述技术问题中的一种。
技术实现要素:
5.本发明的第一目的在于提供一种一体成型的均热板,以缓解现有技术中存在的上述技术问题。
6.本发明的第二目的在于提供上述一体成型的均热板的制备方法。
7.本发明的第三目的在于提供上述一体成型的均热板的应用。
8.为了实现上述目的,本发明的技术方案如下:
9.本发明提供了一种一体成型的均热板,包括石墨烯板;
10.所述石墨烯板四周密封,所述石墨烯板内部设置真空腔体,所述真空腔体内盛放有流体工质;
11.所述石墨烯板通过石墨烯基体板采用一体成型的方式制得。
12.进一步的,在本发明上述技术方案的基础之上,所述石墨烯板的厚度为50-1000μm。
13.进一步的,在本发明上述技术方案的基础之上,所述流体工质包括去离子水、乙醇或丙酮中的任意一种或至少两种的组合。
14.本发明还提供了上述一体成型的均热板的制备方法,包括以下步骤:
15.(a)提供石墨烯基体板;
16.(b)将所述石墨烯基体板的四周进行密封;
17.将流体工质通过注射口注入到所述石墨烯基体板内部,然后对石墨烯基体板内部抽真空,使其内部形成一真空腔体以用于盛放流体工质,再对注射口进行密封,形成石墨烯板,从而得到一体成型的均热板。
18.进一步的,在本发明上述技术方案的基础之上,步骤(a)中,所述石墨烯基体板的制备方法包括以下步骤:
19.将氧化石墨烯压制而成的氧化石墨烯板先碳化再还原,得到石墨烯基体板。
20.进一步的,在本发明上述技术方案的基础之上,所述碳化的温度为900-1200℃,升温至碳化的温度所需的时间为36-48h,并保持碳化的温度2h。
21.进一步的,在本发明上述技术方案的基础之上,升温至还原的温度所需的时间为36-48h,并保持还原的温度2h。
22.进一步的,在本发明上述技术方案的基础之上,步骤(b)中,采用模具对所述石墨烯基体板的四周进行高温热压密封。
23.进一步的,在本发明上述技术方案的基础之上,步骤(b)中,高温热压密封的温度为300℃,压力为1000吨。
24.本发明还提供了上述一体成型的均热板或采用上述制备方法制得的一体成型的均热板在散热领域中的应用。
25.与现有技术相比,本发明具有以下技术效果;
26.(1)本发明提供了一种一体成型的均热板,包括石墨烯板,石墨烯板四周密封,石墨烯板内部设置真空腔体,真空腔体内盛放有流体工质,石墨烯板通过石墨烯基体板采用一体成型的方式制得。
27.该均热板采用石墨烯材料制成,相比于传统的铜质均热板大大降低了均热板的重量及厚度,使其更加适用于微型化、轻质化、超薄化散热领域;由于石墨烯材料,化学性质非常稳定,不会出现铜质均热板的腐蚀风险,具有长期工作可靠性,流体工质不与石墨烯板内部发生化学反应,因此不会发生内部流体工质变性失效、腐蚀等问题,大大提高了均热板的环境适应能力。而且,由于石墨烯的热导率(5300w/m
·
k)具有远高于铜的热导率(397w/m
·
k),故该均热板的散热大为提升。常用的均热板适用温度较小,通常不超过100℃,而本发明提供的均热板具有超高的热导率,理论上使用合适的流体工质,其适用温度范围可大幅提升。
28.另外,该均热板采用石墨烯基体板一体成型的方式制成,基于石墨烯这种特殊的二维结构,使得该均热板具有非常高的密封性和力学性能,相较于传统的均热板,具有更好的密封性能。同时,由于该均热板无需采用上壳板和下壳板组装焊接而成,使得其可与热源直接接触,可快速传导热量,使其效率更高,成本更低,也可制备更薄的均热板。
29.(2)本发明提供了上述一体成型的均热板的制备方法,该制备方法工艺简单,易于操作。
30.(3)本发明提供了上述一体成型的均热板的应用,鉴于上述一体成型的均热板所具有的优势,使得其在散热领域具有良好的应用。
附图说明
31.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
32.图1为本发明提供的一种实施方式下的均热板的制备方法的流程示意图。
33.图标:1-石墨烯基体板;2-石墨烯基体板的内部层状示意图;3-石墨烯基体板四周密封注射流体工质后中间凸起的示意图;4-石墨烯基体板四周密封注射流体工质后的内部层状示意图;5-石墨烯板。
具体实施方式
34.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.在本发明的描述中,需要说明的是,术语“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
36.根据本发明的第一个方面,提供了一种一体成型的均热板,包括石墨烯板;
37.石墨烯板四周密封,石墨烯板内部设置真空腔体,真空腔体内盛放有流体工质;
38.石墨烯板通过石墨烯基体板采用一体成型的方式制得。
39.与传统采用上壳板和下壳板组装焊接而成的均热板不同,本发明提供了一种一体成型的均热板,包括石墨烯板,石墨烯板四周密封,石墨烯板内部设置真空腔体,真空腔体内盛放有流体工质,石墨烯板通过石墨烯基体板采用一体成型的方式制得。该均热板采用石墨烯材料制成,相比于传统的铜质均热板大大降低了均热板的重量及厚度,使其更加适用于微型化、轻质化、超薄化散热领域;由于石墨烯材料,化学性质非常稳定,不会出现铜质均热板的腐蚀风险,具有长期工作可靠性,流体工质不与石墨烯板内部发生化学反应,因此不会发生内部流体工质变性失效、腐蚀等问题,大大提高了均热板的环境适应能力。而且,由于石墨烯的热导率(5300w/m
·
k)具有远高于铜的热导率(397w/m
·
k),故该均热板的散热大为提升。常用的均热板适用温度较小,通常不超过100℃,而本发明提供的均热板具有超高的热导率,理论上使用合适的流体工质,其适用温度范围可大幅提升。
40.另外,该均热板采用石墨烯基体板一体成型的方式制成,基于石墨烯这种特殊的二维结构,使得该均热板具有非常高的密封性和力学性能,相较于传统的均热板,具有更好的密封性能。同时,由于该均热板无需采用上壳板和下壳板组装焊接而成,使得其可与热源直接接触,可快速传导热量,使其效率更高,成本更低,也可制备更薄的均热板。
41.需要说明的是,由于该均热板是采用石墨烯基体板制成,均热板内部的真空腔体表面即为石墨烯,由于石墨烯所具有的二维结构的特性,使其可以直接作为真空腔体的微
细结构,有利于实现流体工质的气化与冷凝。相较于传统铜质均热板,本发明为一体成型的均热板,非传统上下两块铜板拼接而成,且内部无吸液芯,因此可实现更薄的均热板技术,制作路线也更为简单。
42.作为本发明的一种可选实施方式,石墨烯板的厚度为50-1000μm。石墨烯板典型但非限制性的厚度为50μm、75μm、100μm、200μm、300μm、400μm、500μm、600μm、700μm、800μm、900μm或1000μm。
43.作为本发明的一种可选实施方式,流体工质包括去离子水、乙醇或丙酮中的任意一种或至少两种的组合。
44.根据本发明的第二个方面,还提供了上述一体成型的均热板的制备方法,包括以下步骤:
45.(a)提供石墨烯基体板;
46.(b)将所述石墨烯基体板的四周进行密封;
47.将流体工质通过注射口注入到所述石墨烯基体板内部,然后对石墨烯基体板内部抽真空,使其内部形成一真空腔体以用于盛放流体工质,再对注射口进行密封,形成石墨烯板,从而得到一体成型的均热板。
48.本发明提供了上述一体成型的均热板的制备方法,先将石墨烯基体板的四周进行密封,将流体工质通过注射口注入到石墨烯基体板内部,然后对石墨烯基体板内部抽真空,使其内部形成一真空腔体以用于盛放流体工质,再对注射口进行密封,形成石墨烯板,从而得到一体成型的均热板。该制备方法可实现均热板的一体化成型,制备工艺简单,操作方便。
49.作为本发明的一种可选实施方式,步骤(a)中,石墨烯基体板的制备方法包括以下步骤:
50.将氧化石墨烯压制而成的氧化石墨烯板先碳化再还原,得到石墨烯基体板。
51.氧化石墨烯的来源不作具体限定,可直接购买,也可以通过化学法将石墨氧化为氧化石墨烯。化学法所采用的强氧化剂可以为本领域常用的浓硫酸、高锰酸钾等。
52.石墨烯基体板的具体制作过程可为:将氧化石墨烯制成浆料后,再通过涂布机将氧化石墨烯浆料制成氧化石墨烯板,将氧化石墨烯板先经过碳化,再高温热压还原为石墨烯板。
53.作为本发明的一种可选实施方式,碳化的温度为900-1200℃,升温至碳化的温度所需的时间为36-48h,并保持碳化的温度2h。
54.典型但非限制性的碳化的温度为900℃、950℃、1000℃、1050℃、1100℃、1150℃或1200℃。升温至碳化的温度所需的时间包括但不限于为36h、38h、40h、42h、44h、46h或48h。升温至碳化温度后,然后保温2h。
55.作为本发明的一种可选实施方式,还原的温度为2500-3000℃,升温至还原的温度所需的时间为36-48h,并保持还原的温度2h。
56.典型但非限制性的还原的温度为2500℃、2550℃、2600℃、2650℃、2700℃、2750℃、2800℃、2850℃、2900℃、2950℃或3000℃。升温至还原的温度所需的时间包括但不限于36h、38h、40h、42h、44h、46h或48h。升温至还原温度后,然后保温2h。
57.由于均热板内部设置有真空腔体,故对于均热板的密封性能要求较高。作为本发
明的一种可选实施方式,步骤(b)中,采用模具对石墨烯基体板的四周进行高温热压密封。
58.作为本发明的一种可选实施方式,高温热压密封的温度为300℃,压力为1000吨。
59.作为本发明的一种可选实施方式,步骤(b)中,模具可采用压力和温度可调节的热压机。
60.根据本发明的第三个方面,还提供了上述一体成型的均热板或采用上述制备方法制得的一体成型的均热板在散热领域中的应用。
61.鉴于上述一体成型的均热板所具有的优势,使得其在散热领域具有良好的应用。
62.下面将结合实施例对本发明的技术方案进行进一步说明。
63.实施例1
64.本实施例提供了一种一体成型的均热板,包括石墨烯板;
65.石墨烯板四周密封,石墨烯板内部设置真空腔体,真空腔体内盛放有流体工质,流体工质为去离子水;
66.石墨烯板通过石墨烯基体板采用一体成型的方式制得。
67.本实施例提供的一体成型的均热板的制备方法,流程示意图如图1所示,包括以下步骤:
68.(a)提供石墨烯基体板;
69.将石墨采用化学法氧化剥离为氧化石墨烯,再将氧化石墨烯制成浆料形式,通过涂布机将氧化石墨烯浆料制成氧化石墨烯板,将氧化石墨烯板先经过1000℃碳化,再经3000℃热压还原,得到石墨烯基体板,该石墨烯基体板的规格为8*8cm,厚度为400μm;
70.石墨烯基体板以及其内部层状示意图如图1中的1和2所示。
71.(b)将石墨烯基体板的四周进行密封;
72.将石墨烯基体板放入特制模具内,该模具夹住石墨烯板的四周,瞬间高温热压,使石墨烯基体板内的碳原子打乱重排,得到四周密封的石墨烯基体板;
73.(c)通过注射器将去离子水注射至石墨烯基体板内部(石墨烯的层间结构内),内部充入去离子水后,石墨烯基体板中间将微微鼓起,具体如图1中的3和4所示;
74.然后将石墨烯基体板内部多余的空气通过注射口全部抽出,使其内部形成一真空腔体;
75.将注射口高温局部密封,形成石墨烯板,即得到一体成型的均热板,具体如图1中的5所示。
76.实施例2
77.本实施例提供了一种一体成型的均热板,具体结构与实施例1相同。
78.本实施例提供的一体成型的均热板的制备方法,除了步骤(a)中石墨烯基体板的厚度为300μm,其余步骤与实施例1相同。
79.实施例3
80.本实施例提供了一种一体成型的均热板,具体结构与实施例1相同。
81.本实施例提供的一体成型的均热板的制备方法,除了步骤(a)中石墨烯基体板的规格为10*10cm,厚度为300μm,其余步骤与实施例1相同。
82.实施例4
83.本实施例提供了一种一体成型的均热板,包括石墨烯板;
84.石墨烯板四周密封,石墨烯板内部设置真空腔体,真空腔体内盛放有流体工质,流体工质为乙醇;
85.石墨烯板通过石墨烯基体板采用一体成型的方式制得。
86.本实施例提供的一体成型的均热板的制备方法,包括以下步骤:
87.(a)提供石墨烯基体板;
88.将石墨采用化学法氧化剥离为氧化石墨烯,再将氧化石墨烯制成浆料形式,通过涂布机将氧化石墨烯浆料制成氧化石墨烯板,将氧化石墨烯板先经过1200℃碳化,再经2800℃热压还原,得到石墨烯基体板;
89.该石墨烯基体板的规格为5*5cm,厚度为800μm;
90.(b)将石墨烯基体板的四周进行密封;
91.将石墨烯基体板放入特制模具内,该模具夹住石墨烯板的四周,瞬间高温热压,使石墨烯基体板内的碳原子打乱重排,得到四周密封的石墨烯基体板;
92.(c)通过注射器将乙醇注射至石墨烯基体板内部(石墨烯的层间结构内),内部充入乙醇后,石墨烯基体板中间将微微鼓起;
93.然后将石墨烯基体板内部多余的空气通过注射口全部抽出,使其内部形成一真空腔体;
94.将注射口高温局部密封,得到一体成型的均热板。
95.对比例1
96.本对比例提供一种均热板,包括以下步骤:
97.(a)制备铜质板:采用冲压工艺制备铜箔,加工成上壳板和下壳板,上壳板和下壳板的规格为10*10cm,厚度均为150μm;
98.(b)分别取上述上壳板和下壳板,并对上壳板和下壳板的内表面进行加工处理,通过化学刻蚀将上壳板和下壳板的内表面刻蚀出内凹沟槽状曲折排布的毛细沟槽,毛细沟槽的深度为5μm;同时,将下壳板的四周边缘设计成四周凸起,并留有注液孔,上壳板的四周边缘设计成平板状,使其能与下壳板密封接触;
99.(c)制备吸液芯:将氧化石墨烯溶于水配置6mg/ml的氧化石墨烯水溶液,通过超声搅拌使其分散均匀,取500ml氧化石墨烯溶液放置于聚四氟乙烯板上60℃真空干燥12h,配制5%的氢氧化钠溶液,将氧化石墨烯膜放入该溶液中室温发泡5分钟,发泡完成后将其取出自然晾干,然后用低温100℃预处理氧化石墨烯膜,再用800℃将其碳化处理,最后用2800℃将其石墨化,得到石墨烯泡棉,该石墨烯泡棉具有高比表面积、高孔隙率及高弹性,裁剪石墨烯泡棉以匹配石墨烯上下壳板,将其放入石墨烯上下壳板之间;
100.(d)将上壳板和下壳板对齐,进行组装焊接,得到一个密封室,这一步不密封注液孔;
101.(e)通过注液孔向密封室注射去离子水,然后进行抽真空,并将注液孔焊接封口,得到均热板。
102.为了比较各实施例和对比例的技术效果,特设以下实验例。
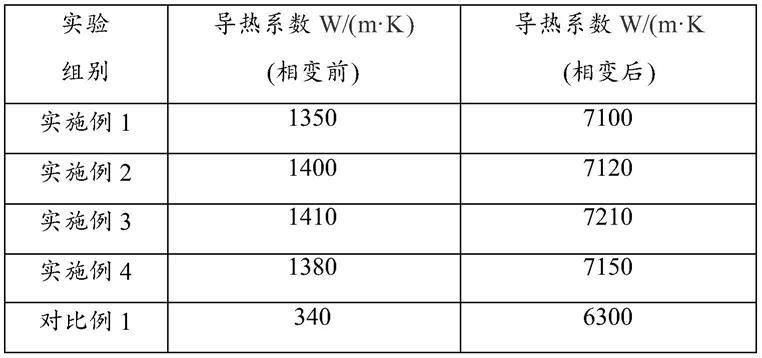
103.实验例1
104.对实施例1-4和对比例1制备得到的均热板相变前和相变后的导热系数进行检测。导热系数的检测方法依据astm e1461-2014,检测结果如表1所示:
105.表1
[0106][0107]
从表1中数据可以看出,本发明提供的一体成型的均热板相变前和相变后的导热系数均明显高于对比例1,由此可见,本发明提供的一体成型的均热板能够达到良好的导热性能。
[0108]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。