1.本实用新型涉及服装技术领域,具体涉及一种后领贴模具。
背景技术:
2.后领贴在服装中具有功能性作用和装饰作用,后领贴的制作成为了服装加工过程中不可缺少的工艺流程。目前,现有后领贴的传统熨烫工艺步骤一般如下:将后领贴烫板与裁片领圈比齐
→
左手一边理顺裁片,右手烫斗沿左手熨烫,但这种工艺,操作人员很容易在熨烫后领贴时烫伤左手,且熨烫的边容易起角,不圆顺平整,且一次只能熨烫一片。由此可知,传统熨烫后领贴的方式不仅熨烫效率低、影响后领贴的质量,且存在安全隐患。
技术实现要素:
3.1、实用新型要解决的技术问题
4.针对传统熨烫后领贴的方式存在熨烫效率低、质量差的技术问题,本实用新型提供了一种后领贴模具,它不仅操作简单,且可以提高熨烫效率和熨烫质量。
5.2、技术方案
6.为解决上述问题,本实用新型提供的技术方案为:
7.一种后领贴模具,包括:基板,所述基板上设有与后领贴形状匹配的凹槽;盖板,所述盖板的形状与后领贴的形状相同,所述盖板用于与基板配合夹紧后领贴。
8.在本技术中,使用时,将后领贴面料(裁片)沿着基板上的凹槽边沿位置摆放好,形成熨烫边,且保证后领贴的熨烫边会多出1cm缝边,盖上盖板,压住后领贴面料,使后领贴面料不走动,然后沿着熨烫边进行熨烫,熨烫结束后,打开盖板将后领贴取出即可。由此可知,相比于传统的熨烫工艺,采用本技术中的后领贴模板对后领贴面料(裁片)进行熨烫,不仅操作简单,速度快,可以有效的避免熨烫过程中伤手的风险,且烫好后的后领贴圆顺不起角,质量稳定。
9.可选的,所述凹槽底壁上设有若干通气孔,所述盖板上对应设有若干通气孔。
10.可选的,所述基板包括由上到下依次贴合的第一层模板和第二层模板,所述第一层模板上开设有与后领贴形状匹配的镂空部。
11.可选的,所述第二层模板上设有若干第一通孔,所述盖板上对应设有若干第二通孔。
12.可选的,所述第一通孔和所述第二通孔均为蜂窝孔,所述第一通孔在第二层模板上的位置与第一层模板上镂空部相对应。
13.可选的,所述第一层模板与所述第二层模板之间通过胶带相连。
14.可选的,所述盖板的一侧与所述基板的一侧相连接。
15.可选的,所述盖板的一侧与所述基板的一侧通过胶带相连接。
16.可选的,所述基板和盖板的厚度均为0.3-0.5mm。
17.可选的,所述凹槽具有两个,对称设于所述基板上。
18.3、有益效果
19.采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
20.(1)本技术实施例提出的一种后领贴模具,结构简单,在使用时,将后领贴面料(裁片)沿着基板上的凹槽边沿位置摆放好,形成熨烫边,且保证后领贴的熨烫边会多出1cm缝边,盖上盖板,压住后领贴面料,使后领贴面料不走动,然后沿着熨烫边进行熨烫,熨烫结束后,打开盖板将后领贴取出即可。由此可知,相比于传统的熨烫工艺,采用本技术中的后领贴模板对后领贴面料(裁片)进行熨烫,不仅操作简单,速度快,可以有效的避免熨烫过程中伤手的风险,且烫好后的后领贴圆顺不起角,质量稳定。
21.(2)本技术实施例提出的一种后领贴模具,通过设置通气孔可以实现空气的流通,便于将后领贴面料吸附于基板的凹槽内,使后领贴面料在凹槽内不易移动。
22.(3)本技术实施例提出的一种后领贴模具,所述基板和盖板的厚度均为0.3-0.5mm,降低了基板和盖板对后领贴熨烫边的影响,有效保证后领贴熨烫边会多出1cm缝边。
23.(4)本技术实施例提出的一种后领贴模具,所述凹槽具有两个,对称设于所述基板上,该设置使得每次熨烫可以出两片,提高了熨烫效率。
附图说明
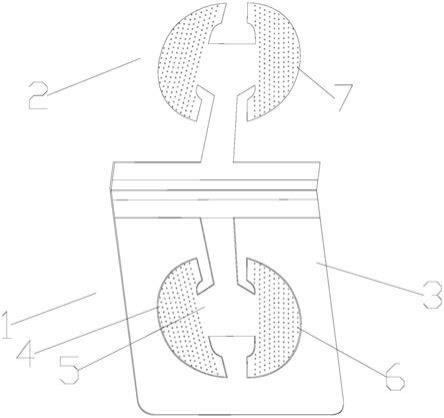
24.图1为本实用新型实施例提出的一种后领贴模具的结构示意图。
25.图2为本实用新型实施例提出的第一层模板的结构示意图。
26.图3为本实用新型实施例提出的第二层模板的结构示意图。
27.图4为本实用新型实施例提出的盖板的结构示意图。
具体实施方式
28.为进一步了解本实用新型的内容,结合附图及实施例对本实用新型作详细描述。
29.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关实用新型,而非对该实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与实用新型相关的部分。本实用新型中所述的第一、第二等词语,是为了描述本实用新型的技术方案方便而设置,并没有特定的限定作用,均为泛指,对本实用新型的技术方案不构成限定作用。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。同一实施例中的多个技术方案,以及不同实施例的多个技术方案之间,可进行排列组合形成新的不存在矛盾或冲突的技术方案,均在本实用新型要求保护的范围内。
30.实施例1
31.结合附图1-4,本实施例提供一种后领贴模具,包括:基板1,所述基板1上设有与后领贴形状匹配的凹槽4;盖板2,所述盖板2的形状与后领贴的形状相同,所述盖板2用于与基板1配合夹紧后领贴。
32.在使用时,将后领贴面料(裁片)沿着基板1上的凹槽4边沿位置摆放好,形成熨烫边,且保证后领贴的熨烫边会多出1cm缝边,盖上盖板2,压住后领贴面料,使后领贴面料不走动,然后沿着熨烫边进行熨烫,熨烫结束后,打开盖板2将后领贴取出即可。由此可知,相比于传统的熨烫工艺,采用本技术中的后领贴模板对后领贴面料(裁片)进行熨烫,不仅操作简单,速度快,可以有效的避免熨烫过程中伤手的风险,且烫好后的后领贴圆顺不起角,质量稳定。
33.实施例2
34.本实施例的一种后领贴模具,与实施例1的技术方案相比,可改进如下:所述凹槽4底壁上设有若干通气孔,所述盖板2上对应设有若干通气孔。通气孔的设置可以实现空气的流通,便于将后领贴面料吸附于基板1的凹槽4内,使后领贴面料在凹槽4内不易移动。
35.实施例3
36.结合附图1-2,本实施例的一种后领贴模具,与实施例1的技术方案相比,可改进如下:所述基板1包括由上到下依次贴合的第一层模板3和第二层模板5,所述第一层模板3上开设有与后领贴形状匹配的镂空部8。所述第一层模板3上开设的镂空部8与第二层模板5的组合形成了凹槽4。
37.实施例4
38.结合附图3-4,本实施例的一种后领贴模具,与实施例3的技术方案相比,可改进如下:所述第二层模板5上设有若干第一通孔6,所述盖板2上对应设有若干第二通孔7。第一通孔6和第二通孔7的设置可以实现空气的流通,便于将后领贴面料吸附于基板1的凹槽4内,使后领贴面料在凹槽4内不易移动。
39.实施例5
40.结合附图3-4,本实施例的一种后领贴模具,与实施例4的技术方案相比,可改进如下:所述第一通孔6和所述第二通孔7均为蜂窝孔,所述第一通孔6在第二层模板5上的位置与第一层模板3上镂空部8相对应。该设置可以进一步保证后领贴面料吸附于基板1的凹槽4内,使后领贴面料在凹槽4内不易移动。
41.实施例6
42.本实施例的一种后领贴模具,与实施例3的技术方案相比,可改进如下:所述第一层模板3与所述第二层模板5之间通过胶带相连。该设置可以提高第一层模板3与第二层模板5的连接稳定性。
43.实施例7
44.本实施例的一种后领贴模具,与实施例1的技术方案相比,可改进如下:所述盖板2的一侧与所述基板1的一侧相连接。该设置便于盖板2精确的盖于沿着凹槽4边沿放置的后领贴面料上。实际运用中,盖板2与基板1是分离的。
45.实施例8
46.本实施例的一种后领贴模具,与实施例7的技术方案相比,可改进如下:所述盖板2
的一侧与所述基板1的一侧通过胶带相连接。该设置可以保证盖板2与所述基板1稳定连接在一起。
47.实施例9
48.本实施例的一种后领贴模具,与实施例1的技术方案相比,可改进如下:所述基板1和盖板2的厚度均为0.3-0.5mm。采用上述范围的厚度限定,降低了基板和盖板对后领贴熨烫边的影响,有效保证后领贴熨烫边会多出1cm缝边。实际运用中,所述基板1和盖板2均为环氧树脂板,环氧树脂板耐热性好,结构稳定性强。
49.实施例10
50.结合附图1-3,本实施例的一种后领贴模具,与实施例1-9任一项技术方案相比,可改进如下:所述凹槽4具有两个,对称设于所述基板1上。该设置使得每次熨烫可以出两片,提高了熨烫效率。
51.以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。