1.本发明涉及织物染整技术领域,特别是涉及一种纺织面料及其制备方法、纺织制品。
背景技术:
2.随着纺织工业的发展和人们生活水平的提高,物质的极大丰富,人们更注重追赶潮流,对纺织物的质量及舒适感要求越来高。
3.织物的滑移是指在一定拉伸力的作用下,织物中一个方向的纱线在另一个方向上的纱线上产生移动的现象。织物中经纬纱线的滑移会造成织物制品的变形和缝线的脱开,而在应用时,织物的缝合处总是受到最大的拉力,尤其容易出现裂缝脱线。传统技术中,对于一些组织疏松如牛津纺、方平、缎纹等浮长线较长的这类容易产生滑移的面料,为了保证制得的面料的抗滑移性能达到一定的标准,常通过在编织过程中增加面料密度或在后整理过程中加入防滑助剂等手段来改善织物的抗滑移性能;然而,增加面料密度或在后整过程中加入防滑助剂等方法会导致成本增加高、面料手感偏硬,反而降低了竞争优势。
4.因此,现有技术仍有待改进。
技术实现要素:
5.基于此,本发明提供了一种纺织面料及其制备方法、纺织制品,该纺织面料的制备方法无须添加防滑助剂或提高织物密度,就能提高纺织面料的抗滑移性能。
6.本发明的技术方案如下。
7.本发明的提供了一种纺织面料的制备方法,包括以下步骤:
8.将坯布依次进行松式退浆处理、丝光处理和定型处理,得到纺织面料;
9.其中,所述丝光处理的步骤中包括依次进行的浸碱步骤、打卷堆置步骤和松式水洗步骤;
10.在所述浸碱步骤中,施加在坯布上的张力不超过350n。
11.在其中一些实施例中,在所述浸碱步骤中,施加在坯布上的张力为200n~350n。
12.在其中一些实施例中,在所述浸碱步骤中,采用的碱液的浓度为18波美度~50波美度,温度为28℃~50℃,时间为0.5h~4h。
13.在其中一些实施例中,所述松式退浆处理的步骤包括如下步骤:
14.先于50℃~70℃下、在酶洗液中酶洗30分钟~50分钟;所述酶洗液包括:0.5g/l~1.0g/l退浆酶和0.5g/l~1.0g/l渗透剂;
15.然后于80℃~90℃的水中水洗10分钟~30分钟;
16.最后于10℃~30℃的水中水洗5分钟~20分钟。
17.在其中一些实施例中,在所述打卷堆置步骤中,坯布的带液率为70%~90%。
18.在其中一些实施例中,所述松式水洗步骤包括如下步骤:
19.先于0℃~40℃下、在水中清洗20分钟~40分钟;然后于50℃~70℃的水中清洗20
分钟~60分钟,最后于10℃~30℃的水中水洗5分钟~20分。
20.在其中一些实施例中,在所述松式退浆处理的步骤之后,且在所述丝光处理的步骤之前,还包括如下步骤:
21.将经所述松式退浆处理后的坯布烘干。
22.在其中一些实施例中,所述坯布为经烧毛处理的坯布。
23.本发明的另一方面,提供了一种纺织面料,采用如上所述的纺织面料的制备方制得。
24.本发明还提供了一种纺织制品,所述纺织制品的原材包括如上所述的纺织面料。
25.本发明上述纺织面料的制备方法中,将坯布依次进行松式退浆处理、丝光处理和定型处理。其中,丝光处理的步骤中包括依次进行的浸碱步骤、打卷堆置步骤和松式水洗步骤;并控制浸碱步骤中,施加在坯布上的张力不超过350n。如此,通过将松式退浆处理的坯布经特定条件的丝光处理,控制丝光处理过程中所受的张力,从而同时提高坯布中经纱和纬纱的弯曲程度,进而提高制得的纺织面料的抗滑移性能。
26.上述纺织面料的制备方法中,无须加入添加防滑助剂或提高织物密度,就能提高纺织面料的抗滑移性能。
附图说明
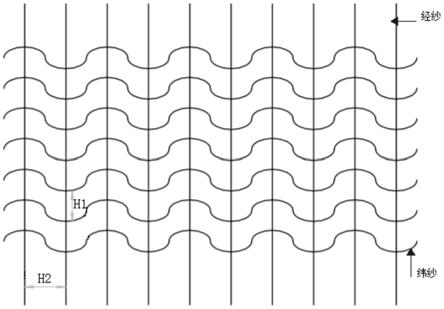
27.图1为纺织面料产生滑移的示意图。
具体实施方式
28.为了便于理解本发明,下面将对本发明进行更全面的描述,并给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
29.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
30.请参考图1,图1为纺织面料产生滑移的示意图。当施加在纺织面料上的拉伸力大于纱线间的阻力,其中一个方向的纱线在另一个方向上的纱线上产生移动,经纱距离h2和/或纬纱距离h1变大产生开口,在应用时易造成织物制品的变形和缝线的脱开。
31.影响织物抗滑移性能的因素主要在于纱线之间的相对阻力,此相对阻力受织物中纱线的摩擦力、织物组织、纱支、密度等因素的影响。纱线的摩擦力受原纱、染纱、浆纱等因素的影响,但经过退浆丝光后会将这部分影响减少。因此,纱线之间的相对阻力就主要受组织、纱支、密度的影响,这三个织物要素决定了织物的滑移大小。由此,为了保证制得的面料的抗滑移性能达到一定的标准,常通过采取在编织过程中增加面料密度或在后整过程中加入防滑助剂等方法来改善织物的抗滑移性能,然而,增加面料密度或在后整过程中加入防滑助剂等方法会导致成本增加高、面料手感偏硬,反而降低了竞争优势。
32.本发明的技术技术人员打破传统技术的束缚,另辟蹊径,尝试采用通过不添加防滑助剂或提高织物密度的方式,以提高纺织面料的抗滑移性能。本发明的技术人员创造性
地提出:从提高纱线的弯曲度,从而增加纱线间的相对阻力,进而提高纺织面料的抗滑移性能。在经过大量的实验后发现:织物的丝光后整理步骤是影响纱线弯曲度的一道重要工序,传统的平幅退浆或平幅丝光过程中,织物的纱线会受到很大的张力作用,尤其是经线在平幅丝光过程中会被绷直,从而导致织物容易产生滑移。本发明的技术人员在进一步通过大量的实验探究后,获得了本发明的技术方案。
33.本发明一实施方式提供了一种纺织面料的制备方法,包括以下步骤s10。
34.步骤s10、将坯布依次进行松式退浆处理、丝光处理和定型处理,得到纺织面料;
35.其中,丝光处理的步骤中包括依次进行的浸碱步骤、打卷堆置步骤和松式水洗步骤;
36.在浸碱步骤中,施加在坯布上的张力不超过350n。
37.上述纺织面料的制备方法中,将坯布依次进行松式退浆处理、丝光处理和定型处理。其中,丝光处理的步骤中包括依次进行的浸碱步骤、打卷堆置步骤和松式水洗步骤;并控制浸碱步骤中,施加在坯布上的张力不超过350n。如此,通过将松式退浆处理的坯布经特定条件的丝光处理,控制丝光处理过程中所受的张力,从而同时提高坯布中经纱和纬纱的弯曲程度,增加纱线间的相对阻力,进而提高制得的纺织面料的抗滑移性能。
38.上述纺织面料的制备方法中,无须加入添加防滑助剂或提高织物密度,就能提高纺织面料的抗滑移性能。
39.可理解,上述松式退浆处理指坯布在松弛的状态下进行退浆处理的过程,也称为无张力退浆处理;上述松式水洗指坯布在无张力的作用下进行洗碱;换言之,也就是指坯布在无外加张力的作用的进行的退浆处理或洗碱处理。
40.换言之,也就是指坯布在无加张力的作用的进行的退浆处理。
41.优选地,在上述浸碱步骤中,施加在坯布上的张力为200n~350n。
42.在上述特定的张力作用下,能进一步提高坯布中经纱和纬纱的弯曲程度,增加纱线间的相对阻力,进而提高制得的纺织面料的抗滑移性能。
43.在其中一些实施例中,在浸碱步骤中,采用的碱液的浓度为18波美度~50波美度,温度为28℃~50℃,时间为0.5h~4h。
44.通过控制浸碱步骤中的工艺条件,以进一步提高坯布中经纱和纬纱的弯曲程度,增加纱线间的相对阻力,进而提高制得的纺织面料的抗滑移性能。
45.本发明浸碱步骤中,采用的碱液中的碱可以本领域常用的碱,包括但不限于:碱金属的氢氧化物。在一具体的示例中,上述浸碱步骤中,采用的碱液为烧碱溶液。
46.具体地,上述浸碱步骤在goller练漂机中进行;进一步地,通过控制goller练漂机的料槽张力和上卷张力不大于350n,即可控制浸碱步骤中,施加在坯布上的张力不超过350n。
47.在其中一些实施例中,在打卷堆置步骤中,坯布的带液率为70%~90%。
48.进一步地,打卷堆置步骤中,控制温度为0℃~40℃,时间为0.5h~4h。
49.具体地,打卷堆置是将轧浸碱后的坯布打卷,然后采用布用塑料膜包好放在车间堆置,同时需让其旋转保证带液率均匀。
50.在其中一些实施例中,松式水洗步骤包括如下步骤:
51.先于0℃~40℃下、在水中清洗20分钟~40分钟;然后于50℃~70℃的水中清洗20
分钟~60分钟,最后于10℃~30℃的水中水洗5分钟~20分。
52.在特定的条件下进行松式水洗,以保证在除尽坯布上的碱液的同时,不破坏坯布的结构,以进一步提高坯布中经纱和纬纱的弯曲程度,增加纱线间的相对阻力,进而提高制得的纺织面料的抗滑移性能。
53.具体地,上述松式水洗在绳状式拉缸松式水洗机中进行。
54.在其中一些实施中,松式退浆处理的步骤包括如下步骤:
55.先于50℃~70℃下、在酶洗液中酶洗30分钟~50分钟;酶洗液包括:0.5g/l~1.0g/l退浆酶和0.5g/l~1.0g/l渗透剂;
56.然后于80℃~90℃的水中水洗10分钟~30分钟;
57.最后于10℃~30℃的水中水洗5分钟~20分钟。
58.在特定的条件下进行松式退浆处理,以保证在除尽坯布上的浆料的同时,不破坏坯布的结构,以进一步提高坯布中经纱和纬纱的弯曲程度,增加纱线间的相对阻力,进而提高制得的纺织面料的抗滑移性能。
59.具体地,上述松式退浆处理在绳状式拉缸松式水洗机中进行。
60.在其中一些实施例中,在松式退浆处理的步骤之后,且在丝光处理的步骤之前,还包括如下步骤:
61.将经松式退浆处理后的坯布烘干。
62.具体地,将经松式退浆处理后的坯布置于定型机上过水烘干即可。
63.在其中一些实施例中,在丝光处理的步骤之后,且在定型处理的步骤之前,还包括将丝光处理后的坯布烘干的步骤。
64.具体地,将丝光处理后的坯布置于定型机上过水烘干即可。
65.上述定型处理可采用本领域常用的定型工艺,可以提高纺织面料的尺寸稳定性。
66.在一具体事例中,上述定型处理的步骤中,车速60米/分钟~80米/分钟,温度为90℃~150℃;进一步地,上述定型处理在软油和酸的作用下进行。
67.在其中一些实施例中,在定型处理的步骤之后,还包括将定型处理后的坯布进行预缩的步骤。
68.在一具体示例中,预缩的步骤车速为60米/分。
69.在其中一些实施例中,上述坯布为经烧毛处理的坯布。
70.本发明一实施方式提供一种纺织面料,采用如权上所述的纺织面料的制备方制得。
71.上述纺织面料的制备方法,无须加入添加防滑助剂或提高织物密度,能同时提高坯布中经纱和纬纱的弯曲程度,使制得的纺织面料具有优异抗滑移性能,且保持了良好的手感。
72.本发明一实施方式进一步提供了一种纺织制品,该纺织制品的原材包括如上所述的纺织面料。
73.上述纺织制品具有优异的抗滑移性能,且保持了良好的手感。
74.上述针织制品包括但不限于:针织成衣、手套、袜子等;或装饰用纺织品包括家居布和餐厅浴洗室用品,如:地毯、沙发套、椅子、壁毯、贴布、像罩、纺品、窗帘、毛巾、茶巾、台布、手帕等;床上用品包括床罩、床单、被面、被套、毛毯、毛巾被、枕芯、被芯、枕套等。
75.下面将结合具体的实施例对本发明进行了说明,但本发明并不局限于下述实施例,应当理解,所附权利要求概括了本发明的范围,在本发明构思的引导下本领域的技术人员应意识到,对本发明的各实施例所进行的一定的改变,都将被本发明的权利要求书的精神和范围所覆盖。
76.具体实施例
77.实施例1
78.(1)采用规格为80/2
×
80/2的纯棉坯布,并经气体烧毛机进行烧毛处理,车速为110米/分,得到烧毛处理后的坯布。
79.(2)在绳状式拉缸松式水洗机加入酶洗液,酶洗液包括退浆酶、渗透剂和水,其中0.7克/l退浆酶和0.6克/升渗透剂(润湿剂wet)。将烧毛处理后的坯布置于状式拉缸松式水洗机中的酶洗液中,于60℃下酶洗30分钟,然后在90℃热水中洗30分钟,最后在常温25℃的水中洗10分钟后出布;最后将湿布烘干,得到松式退浆处理后的坯布。
80.(4)将松式退浆处理后的坯布进行丝光处理处理,包括如下步骤:
81.先在goller练漂机的高给液中配置丝光所需要的烧碱液,浓度为18波美度,然后将松式退浆处理后的坯布进入高给液箱中浸碱20s,其中,goller练漂机料槽张力和上卷张力为200n;然后将浸碱后的坯布打卷并布用塑料膜包好后放在车间,于30℃下冷堆2h。冷堆过程中,坯布的带液率为80%。然后将堆置完毕后的坯布置于绳状式拉缸松式水洗机中进行松式水洗:先于室温25℃的清水中水洗30分钟,然后于60℃的清水中进一步清洗45分钟,最终25℃下水洗10分钟,最后出布脱水,得到丝光处理后的坯布。
82.(5)将丝光处理后的坯布采用定型机进行定型处理,定型处理中添加软油ni:10g/l和ac酸:1.0g/l,车速为60米/分;最后采用预缩机进行预缩,车速为60米/分,得到纯棉纺织面料。
83.实施例2
84.(1)采用规格为80/2
×
80/2的纯棉坯布,并经气体烧毛机进行烧毛处理,车速为110米/分,得到烧毛处理后的坯布。
85.(2)在绳状式拉缸松式水洗机加入酶洗液,酶洗液包括退浆酶、渗透剂和水,其中0.7克/l退浆酶和0.6克/升渗透剂(润湿剂wet)。将烧毛处理后的坯布置于状式拉缸松式水洗机中的酶洗液中,于60℃下酶洗30分钟,然后在90℃热水中洗30分钟,最后在常温25℃的水中洗10分钟后出布;最后将湿布烘干,得到松式退浆处理后的坯布。
86.(4)将松式退浆处理后的坯布进行丝光处理处理,包括如下步骤:
87.先在goller练漂机的高给液中配置丝光所需要的烧碱液,浓度为18波美度,然后将松式退浆处理后的坯布平幅通过此高给液箱中浸轧15s,其中,goller练漂机料槽张力和上卷张力为350n;然后打卷并布用塑料膜包好后放在车间,于20℃下冷堆2h。冷堆过程中,坯布的带液率为90%。然后将堆置完毕后的坯布置于绳状式拉缸松式水洗机中进行松式水洗:先于室温25℃的清水中水洗30分钟,然后于60℃的清水中进一步清洗45分钟,最终25℃下水洗10分钟,最后出布脱水,得到丝光处理后的坯布。
88.(5)将丝光处理后的坯布采用定型机进行定型处理,其中添加软油ni:10g/l和ac酸:1.0g/l,车速为60米/分;最后采用预缩机进行预缩,车速为60米/分,得到纯棉纺织面料。
89.实施例3
90.(1)采用规格为80/2
×
80/2的纯棉坯布,并经气体烧毛机进行烧毛处理,车速为110米/分,得到烧毛处理后的坯布。
91.(2)在绳状式拉缸松式水洗机加入酶洗液,酶洗液包括退浆酶、渗透剂和水,其中0.7克/l退浆酶和0.6克/升渗透剂(润湿剂wet)。将烧毛处理后的坯布置于状式拉缸松式水洗机中的酶洗液中,于60℃下酶洗30分钟,然后在90℃热水中洗30分钟,最后在常温25℃的水中洗10分钟后出布;最后将湿布烘干,得到松式退浆处理后的坯布。
92.(4)将松式退浆处理后的坯布进行丝光处理处理,包括如下步骤:
93.先在goller练漂机的高给液中配置丝光所需要的烧碱液,浓度为18波美度,然后将松式退浆处理后的坯布平幅通过此高给液箱中浸轧30s,其中,goller练漂机料槽张力和上卷张力为250n;然后打卷并布用塑料膜包好后放在车间,于25℃下冷堆2h。冷堆过程中,坯布的带液率为85%。然后将堆置完毕后的坯布置于绳状式拉缸松式水洗机中进行松式水洗:先于室温25℃的清水中水洗30分钟,然后于60℃的清水中进一步清洗45分钟,最终25℃下水洗10分钟,最后出布脱水,得到丝光处理后的坯布。
94.(5)将丝光处理后的坯布采用定型机进行定型处理,其中添加软油ni:10g/l和ac酸:1.0g/l,车速为60米/分;最后采用预缩机进行预缩,车速为60米/分,得到纯棉纺织面料。
95.对比例1
96.(1)采用规格为80/2
×
80/2的纯棉坯布,并经气体烧毛机进行烧毛处理,车速为110米/分,得到烧毛处理后的坯布。
97.(2)在绳状式拉缸松式水洗机加入酶洗液,酶洗液包括退浆酶、渗透剂和水,其中0.7克/l退浆酶和0.6克/升渗透剂(润湿剂wet)将烧毛处理后的坯布置于状式拉缸松式水洗机中的酶洗液中,于60℃下酶洗30分钟,然后在90℃热水中洗30分钟,最后在常温25℃的水中洗10分钟后出布;最后将湿布烘干,得到松式退浆处理后的坯布。
98.(4)将松式退浆处理后的坯布进行丝光处理处理,包括如下步骤:
99.先在goller练漂机的高给液中配置丝光所需要的烧碱液,浓度为18波美度,然后将松式退浆处理后的坯布平幅通过此高给液箱中浸轧20s,其中,goller练漂机料槽张力和上卷张力为400n;然后打卷并布用塑料膜包好后放在车间,于30℃下冷堆2h。冷堆过程中,坯布的带液率为80%。然后将堆置完毕后的坯布置于绳状式拉缸松式水洗机中进行松式水洗:先于室温25℃的清水中水洗30分钟,然后于60℃的清水中进一步清洗45分钟,最终25℃下水洗10分钟,最后出布脱水,得到丝光处理后的坯布。
100.(5)将丝光处理后的坯布采用定型机进行定型处理,其中添加软油ni:10g/l和ac酸:1.0g/l,车速为60米/分;最后采用预缩机进行预缩,车速为60米/分,得到纯棉纺织面料。
101.对比例2
102.(1)采用规格为80/2
×
80/2的纯棉坯布,并经气体烧毛机进行烧毛处理,车速为110米/分,得到烧毛处理后的坯布。
103.(2)对烧毛处理后的坯布进行平幅退浆:在贝宁格平幅退浆机上先经过三个高温水洗箱去除布面上的pva浆料,然后进料槽,料槽里添加酶洗液,坯布浸轧后经过室温堆置
箱堆置15min使酶充分溶解浆料淀粉,最后再经过三个90℃高温水洗箱洗30分钟进一步去除布面上反应后的残余物质,常温25℃的水中洗10分钟后,最后经烘筒烘干出布,得到退浆处理后的坯布。
104.(4)将退浆处理后的坯布进行平幅丝光处理处理:在benninger平幅丝光机上,将坯布先平幅通过碱槽,采用的烧碱液浓度为18波美度,浸轧碱后的布通过针夹(布夹)按要求的定幅通过张力将布拉到一定的宽度,然后对其进行喷淋洗去除织物上的浓碱,最后再经过四个水洗箱洗去织物上的浮色以及中和布面ph值,最后经烘筒烘干出布,得到丝光处理后的坯布。
105.(5)同试试你1步骤(5)。
106.对比例3
107.对比例2与实施例1相同,不同之处仅在于:对比例2中步骤(2)中对烧毛处理后的坯布进行平幅退浆:在贝宁格平幅退浆机上先经过三个高温水洗箱去除布面上的pva浆料,然后进料槽,料槽里添加酶洗液,坯布浸轧后经过室温堆置箱堆置15min使酶充分溶解浆料淀粉,最后再经过三个90℃高温水洗箱洗30分钟进一步去除布面上反应后的残余物质,常温25℃的水中洗10分钟后,最后经烘筒烘干出布,其中酶洗液包括退浆酶、渗透剂和水,其中0.7克/l退浆酶和0.6克/升渗透剂(润湿剂wet);得到退浆处理后的坯布。
108.其与步骤与工艺和实施例1相同。
109.性能测试
110.(1)对实施例1~4及对比例1~2制得的纺织面料的抗滑移性能进行测试,测试方法参考astm d434-95,测试结果如表1所示。
111.(2)对实施例1~4及对比例1~2制得的纺织面料中纱线的弯曲程度进行表征,具体步骤如下:
112.先在纺织面料上沿着经向和纬向剪出10cm长的正方形布片,然后抽出经纱和纬纱,手拉至拉不动测量经纱和纬纱的长度,从经纱和纬纱的长度可以反应纺织面料中纱线的弯曲程度,经纱和纬纱的长度越长,弯曲长度越高。测试结果如表1所示。
113.表1
[0114][0115]
以上实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。