1.本实用新型涉及固化炉组装技术领域,具体是一种固化炉网板焊接工装。
背景技术:
2.固化是指在电子行业及其它各种行业中,为了增强材料结合的应力而采用的零部件加热、树脂固化和烘干的生产工艺,实施固化的容器即为固化炉,适用于电子行业及其它各种行业中的零部件加热、树脂固化和烘干的生产工艺,尤其是对于岩棉生产固化加工来说,固化炉的存在必不可少,而在对固化炉组装过程中,固化炉网板作为岩棉的输送板架,其一般通过焊接形式与输送带的输送架进行焊接组装固定。
3.但是目前市场上关于固化炉网板用的焊接工装存在着一些缺点,传统的焊接形式多为工作人员手持焊枪来回走动对网板与输送架进行定点焊接工作,其工作效率低下的同时,又极易增加工作人员的操作强度,且在焊接过程中,网板与输送架极易出现错位移动的情况,导致焊接尺寸出现偏差。因此,本领域技术人员提供了一种固化炉网板焊接工装,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供一种固化炉网板焊接工装,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种固化炉网板焊接工装,包括导轨支架,所述导轨支架的端面位于前后两端位置处对称开设有两组导轨滑槽,且导轨支架的内侧位于前后两端位置处对称连接有两组推送丝杆,所述推送丝杆的一端设置有传动蜗轮,所述传动蜗轮的正下方转动连接有传动主轴,所述传动主轴通过传动蜗杆与传动蜗轮连接,且传动主轴的输出端贯穿导轨支架的端面与推送手轮固定连接,所述推送丝杆的外侧对称错开套接有两组推送丝套,所述推送丝套的顶端固定有传动件,所述传动件的上方贯穿导轨滑槽对称设置有定位卡块,所述定位卡块的顶端固定有焊接平台机构;
6.所述焊接平台机构包括对称错开固定在定位卡块顶端位置处的两组焊接平台,所述焊接平台的端面对称设置有防滑铺垫,且焊接平台的端面位于两端位置处对称开设有调节滑槽,所述调节滑槽的内侧转动连接有传动丝杆,所述传动丝杆的输出端贯穿焊接平台的端面与调节手轮固定连接,且焊接平台的外侧对称套接有传动丝套,所述传动丝套的顶端对称设置有肘夹。
7.作为本实用新型再进一步的方案:所述防滑铺垫的数量不少于四组,且防滑铺垫之间的间隔距离相同,所述防滑铺垫为pvc镂空板。
8.作为本实用新型再进一步的方案:所述传动丝杆以中线为界,中线的两侧分别设置有相互对称排列的正、反丝牙,所述传动丝杆通过正、反丝牙与传动丝套对称套接,所述传动丝套的外径与调节滑槽的内径相适配。
9.作为本实用新型再进一步的方案:所述传动蜗杆的数量为两组,且传动蜗杆与传
动蜗轮相互对应,所述传动蜗杆的丝牙与传动蜗轮的齿牙啮合连接。
10.作为本实用新型再进一步的方案:所述推送丝杆的丝牙相对于导轨支架的水平中线呈正、反向对称排列,且推送丝杆的丝牙长度与导轨滑槽的槽径长度相同。
11.作为本实用新型再进一步的方案:所述定位卡块的外径与导轨滑槽的内径相适配,所述传动件通过定位卡块与导轨滑槽卡合滑动。
12.与现有技术相比,本实用新型的有益效果是:
13.本实用新型通过焊接平台机构对网板与输送架的压固定位,能够对网板进行装配式定位焊接工作,其不仅降低了工作人员的再操作强度,同时能够提高定点焊接的质量,确保焊接尺寸的精准性,且在焊接过程中,通过对焊接平台机构中两组焊接平台的正反向循环推送,能够对网板与输送架进行循环装配、焊接工作,取代了传统人工手持焊枪循环走动焊接的形式,能够在焊接的同时,对网板与输送架进行装配定位,进而提高焊接效率。
附图说明
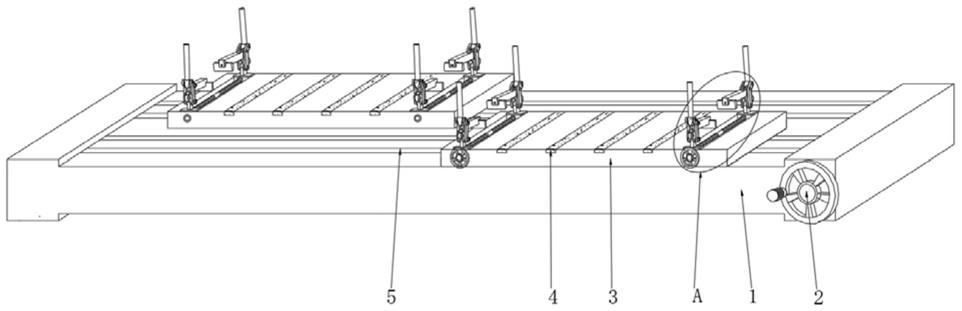
14.图1为一种固化炉网板焊接工装的结构示意图;
15.图2为一种固化炉网板焊接工装图1中a处的放大示意图;
16.图3为一种固化炉网板焊接工装中导轨支架内部的结构示意图。
17.图中:1、导轨支架;2、推送手轮;3、焊接平台;4、防滑铺垫;5、导轨滑槽;6、调节手轮;7、调节滑槽;8、传动丝杆;9、传动丝套;10、肘夹;11、传动主轴;12、传动蜗杆;13、传动蜗轮;14、推送丝杆;15、推送丝套;16、传动件;17、定位卡块。
具体实施方式
18.请参阅图1~3,本实用新型实施例中,一种固化炉网板焊接工装,包括导轨支架1,导轨支架1的端面位于前后两端位置处对称开设有两组导轨滑槽5,且导轨支架1的内侧位于前后两端位置处对称连接有两组推送丝杆14,推送丝杆14的一端设置有传动蜗轮13,传动蜗轮13的正下方转动连接有传动主轴11,传动主轴11通过传动蜗杆12与传动蜗轮13连接,且传动主轴11的输出端贯穿导轨支架1的端面与推送手轮2固定连接,传动蜗杆12的数量为两组,且传动蜗杆12与传动蜗轮13相互对应,传动蜗杆12的丝牙与传动蜗轮13的齿牙啮合连接,当需要进行焊接工作时,焊接工作人员转动推送手轮2,带动传动主轴11转动,同步的带动两组传动蜗杆12转动,通过传动蜗杆12与传动蜗轮13的啮合传动,带动两组推送丝杆14转动,将焊接平台3上未焊接的网板推送至工作人员面前进行焊接工作,同时将焊接平台3上已经焊接完毕的网板推送至原位进行拆卸,再次装配定位未焊接的网板与输送架。
19.推送丝杆14的外侧对称错开套接有两组推送丝套15,推送丝套15的顶端固定有传动件16,传动件16的上方贯穿导轨滑槽5对称设置有定位卡块17,推送丝杆14的丝牙相对于导轨支架1的水平中线呈正、反向对称排列,且推送丝杆14的丝牙长度与导轨滑槽5的槽径长度相同,定位卡块17的外径与导轨滑槽5的内径相适配,传动件16通过定位卡块17与导轨滑槽5卡合滑动,在对网板与输送架推送过程中,推送丝杆14转动的同时,推动两组推送丝套15对称滑动,同步的推动传动件16对称滑动,进而在定位卡块17与导轨滑槽5的定向卡合,推动两组焊接平台3对称滑动,对未焊接和已经焊接完毕的网板与输送架进行循环推送焊接工作。
20.定位卡块17的顶端固定有焊接平台机构,焊接平台机构包括对称错开固定在定位卡块17顶端位置处的两组焊接平台3,焊接平台3的端面对称设置有防滑铺垫4,防滑铺垫4的数量不少于四组,且防滑铺垫4之间的间隔距离相同,防滑铺垫4为pvc镂空板,在对网板与输送架进行装配焊接工作时,将输送架放置于焊接平台3上,通过防滑铺垫4对其进行防滑定位处理,在放置完毕后,将网板放置于输送架上。
21.焊接平台3的端面位于两端位置处对称开设有调节滑槽7,调节滑槽7的内侧转动连接有传动丝杆8,传动丝杆8的输出端贯穿焊接平台3的端面与调节手轮6固定连接,且焊接平台3的外侧对称套接有传动丝套9,传动丝套9的顶端对称设置有肘夹10,传动丝杆8以中线为界,中线的两侧分别设置有相互对称排列的正、反丝牙,传动丝杆8通过正、反丝牙与传动丝套9对称套接,传动丝套9的外径与调节滑槽7的内径相适配,在对输送架与网板放置调节完毕后,工作人员转动调节手轮6,带动传动丝杆8转动,通过传动丝杆8上相互对称排列的正、反丝牙,推动传动丝套9在调节滑槽7内对称滑动,对肘夹10之间的间隔距离进行调节,使其能够对网板进行压固定位工作,进而工作人员按压肘夹10的手柄,将肘夹10压头压固在网板上,对网板进行压固定位。
22.本实用新型的工作原理是:在对网板与输送架进行装配焊接工作时,将输送架放置于焊接平台3上,通过防滑铺垫4对其进行防滑定位处理,在放置完毕后,将网板放置于输送架上,在对输送架与网板放置调节完毕后,工作人员转动调节手轮6,带动传动丝杆8转动,通过传动丝杆8上相互对称排列的正、反丝牙,推动传动丝套9在调节滑槽7内对称滑动,对肘夹10之间的间隔距离进行调节,使其能够对网板进行压固定位工作,进而工作人员按压肘夹10的手柄,将肘夹10压头压固在网板上,对网板进行压固定位,当需要进行焊接工作时,焊接工作人员转动推送手轮2,带动传动主轴11转动,同步的带动两组传动蜗杆12转动,通过传动蜗杆12与传动蜗轮13的啮合传动,带动两组推送丝杆14转动,将焊接平台3上未焊接的网板推送至工作人员面前进行焊接工作,同时将焊接平台3上已经焊接完毕的网板推送至原位进行拆卸,再次装配定位未焊接的网板与输送架,且在对网板与输送架推送过程中,推送丝杆14转动的同时,推动两组推送丝套15对称滑动,同步的推动传动件16对称滑动,进而在定位卡块17与导轨滑槽5的定向卡合,推动两组焊接平台3对称滑动,对未焊接和已经焊接完毕的网板与输送架进行循环推送焊接工作。
23.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。