1.本实用新型涉及刀具技术领域,尤其是一种复合铰刀。
背景技术:
2.铰刀是常用的扩孔或者修孔刀具,在对孔的精加工中使用较多。汽车火花塞电极间的间隙对火花塞的工作有很大影响,间隙过小,则火花微弱,并且容易因产生积碳而漏电;间隙过大,所需击穿电压增高,发动机不易启动,且在高速时容易发生“缺火”现象,所以需要设计一种加工火花塞孔的铰刀,以保证火花塞间隙适当。
技术实现要素:
3.本实用新型要解决的技术问题是:克服现有技术中之不足,提供一种复合铰刀。
4.本实用新型解决其技术问题所采用的技术方案是:一种复合铰刀,包括一体结构的刀柄和刀体,所述刀体自端部向刀柄处的外径依次增大,且依次设置有第一切削部、第二切削部和第三切削部,所述第一切削部、第二切削部和第三切削部均设有等分圆周的两个切削刃,刀体自端部向刀柄处设置有两个等分圆周的排屑槽,刀体内设有穿过刀柄和刀体中心轴的冷却主管以及分别对应各切削刃设置的冷却支管,所述冷却支管与冷却主管连通。
5.采用上述结构,将三段切削部设置在一个刀体上,加工时一次性完成,保证同轴度的要求,刀体设置冷却主管以及分别对应各切削刃设置的冷却支管,提高了孔加工的稳定性。
6.进一步地限定,所述第一切削部设有凸出刀体外周设置的两个直条形切削刃;所述第二切削部设有凸出刀体外周设置的两个齿形切削刃。
7.第一切削部设两个直条形切削刃,切削深入快,减少刀体震动;第二切削部设两个齿形切削刃,便于加工出一段环形槽,切削轻快,孔壁的粗糙度佳,刀具寿命有所提高。
8.进一步地限定,所述第三切削部为刀体与刀柄之间设有连续台阶部,第三切削部设有凸出连续台阶部外周设置的两个连续台阶结构的切削刃。
9.第三切削部的两个连续台阶结构的切削刃,便于形成扩孔结构。
10.更进一步地限定,所述连续台阶部包括斜面部、第一竖直部、平面部和第二竖直部,所述斜面部上开设有第一冷却口,所述第一冷却口朝向排屑槽设有弧形槽。
11.第一冷却口设置在斜面上能保证冷却液自上而下冷却连续台阶结构的切削刃,多余的冷却液从弧形槽流向排屑槽。
12.更进一步地限定,所述排屑槽底面对应第二切削部和第一切削部的位置分别开设有第二冷却口和第三冷却口,所述第三冷却口、第二冷却口和第一冷却口分别为各冷却支管的出口。
13.如此设置,保证加工时冷却效果更好。
14.进一步地限定,所述刀体内还设有两根平行于冷却主管的辅助冷却管。
15.如此设置,刀具适用于高速旋转加工。
16.为了保证刀具的刚性,进一步地限定,所述刀柄和刀体均为硬质合金钢制成。
17.本实用新型的有益效果是:本实用新型将三段切削部设置在一个刀体上,加工时一次性完成,保证同轴度的要求,刀体设置冷却主管以及分别对应各切削刃设置的冷却支管,提高了孔加工的稳定性;不仅可以提高加工精度,也可以提高加工效率。
附图说明
18.下面结合附图和实施方式对本实用新型进一步说明。
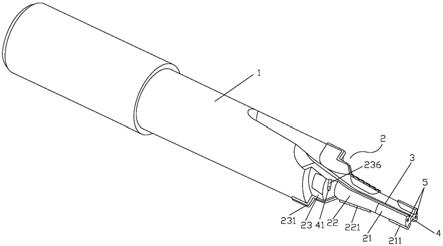
19.图1是本实用新型的结构示意图。
20.图2是图1的右视放大结构图。
21.图3是本实用新型种刀体部分的放大结构示意图。
22.图中:1.刀柄,2.刀体,3.排屑槽,4.冷却主管,5.辅助冷却管,21.第一切削部,22.第二切削部,23.第三切削部, 211.直条形切削刃,221.齿形切削刃,231.连续台阶结构的切削刃,232.斜面部,233.第一竖直部,234.平面部,235.第二竖直部,236.弧形槽,41.第一冷却口,42.第二冷却口,43.第三冷却口。
具体实施方式
23.现在结合附图对本实用新型作进一步的说明。这些附图均为简化的示意图仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
24.如图1~3所示的一种复合铰刀,包括一体结构的刀柄1和刀体2,均为硬质合金钢制成,刀体2自端部向刀柄1处的外径依次增大,且依次设置有第一切削部21、第二切削部22和第三切削部23,第一切削部21、第二切削部22和第三切削部23均设有等分圆周的两个切削刃,刀体2自端部向刀柄1处设置有两个等分圆周的排屑槽3,用于排出刀体2钻进中产生的废屑,废屑沿着刀体2的钻进方向向刀柄1处移动并从刀柄1上流出,不会影响孔的表面,提高孔加工精度;刀体2内设有穿过刀柄1和刀体2中心轴的冷却主管4以及分别对应各切削刃设置的冷却支管(图中未示出),冷却支管与冷却主4管连通,用于对加工时各切削刃进行冷却,延长了刀体的使用寿命。
25.其中,第一切削部21设有凸出刀体2外周设置的两个直条形切削刃211;第二切削部22设有凸出刀体2外周设置的两个齿形切削刃221。第三切削部23为刀体2与刀柄1之间的连续台阶部,第三切削部23设有凸出连续台阶部外周设置的两个连续台阶结构的切削刃231。
26.如图3所示,连续台阶部23包括斜面部232、第一竖直部233、平面部234和第二竖直部235,斜面部231上开设有第一冷却口41,第一冷却口41朝向排屑槽3设有弧形槽236。排屑槽3底面对应第二切削部22和第一切削部21的位置分别开设有第二冷却口42和第三冷却口43,第三冷却口43、第二冷却口42和第一冷却口41分别为各冷却支管的出口。刀体2内还设有两根平行于冷却主管4的辅助冷却管5。
27.本实施例的复合铰刀在加工火花塞孔的过程中,无需更换刀具,不但提高的加工效率,而且提高了加工精度。
28.上述实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技
术的人士能够了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
技术特征:
1.一种复合铰刀,包括一体结构的刀柄和刀体,其特征在于:所述刀体自端部向刀柄处的外径依次增大,且依次设置有第一切削部、第二切削部和第三切削部,所述第一切削部、第二切削部和第三切削部均设有等分圆周的两个切削刃,刀体自端部向刀柄处设置有两个等分圆周的排屑槽,刀体内设有穿过刀柄和刀体中心轴的冷却主管以及分别对应各切削刃设置的冷却支管,所述冷却支管与冷却主管连通。2.根据权利要求1所述的复合铰刀,其特征在于:所述第一切削部设有凸出刀体外周设置的两个直条形切削刃;所述第二切削部设有凸出刀体外周设置的两个齿形切削刃。3.根据权利要求1所述的复合铰刀,其特征在于:所述第三切削部为刀体与刀柄之间设有的连续台阶部,第三切削部设有凸出连续台阶部外周设置的两个连续台阶结构的切削刃。4.根据权利要求3所述的复合铰刀,其特征在于:所述连续台阶部包括斜面部、第一竖直部、平面部和第二竖直部,所述斜面部上开设有第一冷却口,所述第一冷却口朝向排屑槽设有弧形槽。5.根据权利要求4所述的复合铰刀,其特征在于:所述排屑槽底面对应第二切削部和第一切削部的位置分别开设有第二冷却口和第三冷却口,所述第三冷却口、第二冷却口和第一冷却口分别为各冷却支管的出口。6.根据权利要求1所述的复合铰刀,其特征在于:所述刀体内还设有两根平行于冷却主管的辅助冷却管。7.根据权利要求1所述的复合铰刀,其特征在于:所述刀柄和刀体均为硬质合金钢制成。
技术总结
本实用新型涉及一种复合铰刀,包括一体结构的刀柄和刀体,其特征在于:所述刀体自端部向刀柄处的外径依次增大,且依次设置有第一切削部、第二切削部和第三切削部,所述第一切削部、第二切削部和第三切削部均设有等分圆周的两个切削刃,刀体自端部向刀柄处设置有两个等分圆周的排屑槽,刀体内设有穿过刀柄和刀体中心轴的冷却主管以及分别对应各切削刃设置的冷却支管,所述冷却支管与冷却主管连通。本实用新型将三段切削部设置在一个刀体上,加工时一次性完成,保证同轴度的要求,刀体设置冷却主管以及分别对应各切削刃设置的冷却支管,提高了孔加工的稳定性;不仅可以提高加工精度,也可以提高加工效率。也可以提高加工效率。也可以提高加工效率。
技术研发人员:戴少杰 戴志伟 恽建琴
受保护的技术使用者:常州市志伟工具有限公司
技术研发日:2021.09.03
技术公布日:2022/2/18