1.本实用新型涉及电机配件制造领域,特别涉及刷盒铆接领域,具体为一种新刷盒铆接机。
背景技术:
2.刷盒在工业应用中十分广泛,主要涉及各种电机领域,且在该领域中充当着重要的作用,目前刷盒已经有了长期的发展。但现有刷盒铆接机在对刷盒进行铆接时不能一次性的对待铆接的刷盒进行成型,工序繁琐、效率低下。
3.鉴于此,有必要提供一款解决上述问题的一种刷盒铆接机。
技术实现要素:
4.本实用新型提供的一种刷盒铆接机克服了现有技术的不足,具备结构简单,操作方便,能够一次性的对刷盒进行铆接成型。
5.本实用新型所采用的技术方案是:
6.一种刷盒铆接机,包括支座,所述支座上设置有用于固定刷盒的固定机构,所述固定机构一侧设置有将固定机构驱动到铆接位的固定驱动机构,所述固定机构上方设置有用于铆接刷盒的铆接组件,所述铆接组件上设置有用于驱动铆接组件向固定机构运动的铆接驱动机构。
7.所述铆接组件包括第一固定板和第二固定板,所述第二固定板上设置有直线轴承和对刷盒进行预折弯的斜边形状的预折弯刀,所述第一固定板上设置有圆柱轴和对预折弯部分进行挤压下沉的下沉刀,所述圆柱轴穿过直线轴承与第二固定板滑动连接,所述圆柱轴套接有第一弹簧,所述第一弹簧位于第一固定板和第二固定板之间。
8.进一步的是:所述第一固定板上设置有第一可调板,所述第一可调板与铆接驱动机构连接,所述第一可调板上设置有腰型槽,所述第一固定板上设置有与第一可调板的腰型槽配合的螺孔,使得螺栓穿过腰型槽和螺孔将第一固定板和第一可调板连接。
9.进一步的是:所述第一可调板两侧分别设置有第一限位块和第二限位块,所述第一限位块上设置有与第一固定板抵接的第一限位螺栓,所述第二限位块上设置有与第一固定板抵接的第二限位螺栓。
10.进一步的是:所述圆柱轴两两之间连接有横板,所述横板位于直线轴承下方。
11.进一步的是:所述预折弯刀和下沉刀周围设置有刀套。
12.进一步的是:所述刀套下方设置有用于脱料的按压块,所述按压块上设置有圆头导柱,所述圆头导柱穿过横板与第二固定板滑动连接,所述圆头导柱套接有第二弹簧,所述第二弹簧位于横板和第二固定板之间。
13.进一步的是:所述固定机构一侧设置有用于检测固定机构中刷盒是否放置到位的位置检测器。
14.进一步的是:所述固定机构两侧均设置有用于填充刷盒型腔的金属件,所述金属
件两侧设置有驱动金属件向刷盒方向运动的填充驱动机构。
15.进一步的是:所述固定机构一侧设置有用于检测有无刷盒的产品检测器。
16.进一步的是:所述支座上位于铆接组件下方两侧设置有用于对铆接组件进行限位的缓冲器。
17.本实用新型的优点:
18.1、刷盒经过预折弯后直接对折弯部分进行下沉处理,程序精简;
19.2、铆接过程中保护措施完善,对刷盒的保护效果好;
20.3、铆接机的自动化程度高、操作简单。
附图说明
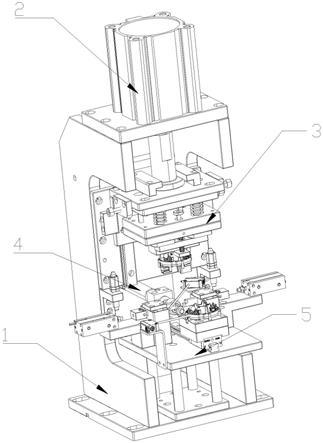
21.图1为本技术的实施例的一种刷盒铆接机整体结构示意图;
22.图2为本技术的实施例的固定机构示意图;
23.图3为本技术的实施例的铆接组件结构示意图:
24.图4为本技术的实施例的铆接组件剖视图;
25.图5为本技术的实施例的第一可调板与第二可调板示意图;
26.图中标记为:1、支座;2、铆接驱动机构;3、铆接组件;4、固定驱动机构;5、固定机构;6、缓冲器;301、第一可调板;302、第一固定板;303、第一限位块;304、第一限位螺栓;305、第二限位块;306、第二限位螺栓;307、第一弹簧;308、第二弹簧;309、直线轴承;310、预折弯刀;311、下沉刀;312、第二固定板;313、横板;314、刀套;315、按压块;316、圆柱轴;317、圆头导柱;318、腰型槽;501、填充驱动机构;502、金属件;503、位置检测器;504、产品检测器。
具体实施方式
27.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
28.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
29.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
30.如图1、图3和图4所示,本技术的实施例所提供的一种刷盒铆接机,包括支座1。所述支座1上设置有用于固定刷盒的固定机构5,所述固定机构5一侧设置有将固定机构5驱动到铆接位的固定驱动机构4,所述固定机构5上方设置有用于铆接刷盒的铆接组件3,所述铆接组件3上设置有用于驱动铆接组件3向固定机构5运动的铆接驱动机构2。
31.所述铆接组件3包括第一固定板302和第二固定板312,所述第二固定板312上设置
有直线轴承309和对刷盒进行预折弯的斜边形状的预折弯刀310,所述第一固定板302上设置有圆柱轴316和对预折弯部分进行挤压下沉的下沉刀311,所述圆柱轴316穿过直线轴承309与第二固定板312滑动连接,所述圆柱轴316套接有第一弹簧307,所述第一弹簧位于第一固定板302和第二固定板312之间。
32.需说明的是,铆接组件3有四把预折弯刀310,两把下沉刀311,一把下沉刀311位于两把预折弯刀310的中间。
33.工作时,先将刷盒放置于固定机构5中,随后固定驱动机构4将固定机构5驱动至铆接组件3正下方并将固定机构5进行固定,铆接驱动机构2驱动铆接组件3向下运动。第一固定板302向下挤压第一弹簧307,使得与第一弹簧307抵接的第二固定板312向下移动,随后铆接组件3的预折弯刀310对刷盒进行折弯,经过折弯后的刷盒部分凸出位于下沉刀311下方,折弯后预折弯刀310停止下压,此时第一弹簧307受力压缩,第一固定板302继续下压使得设置在第一固定板302上的下沉刀311下沉,此时预折弯刀310相对下沉刀311上移,下沉刀311下沉后对经过预折弯刀310折弯的折弯部分进行下沉。
34.上述设计中,刷盒经过预折弯后,预折弯刀310对刷盒折弯后使得折弯部分位于下沉刀311正下方,随后下沉刀311向下对刷盒折弯部分进行下沉,能够在刷盒进过预折弯后直接进行下沉,操作简单、过程精简,能够提高刷盒的铆接效率。
35.具体地:如图1、图3和图5所示,所述第一固定板302上设置有第一可调板301,所述第一可调板301与铆接驱动机构2连接,所述第一可调板301上设置有腰型槽,所述第一固定板302上设置有与第一可调板301的腰型槽配合的螺孔,使得螺栓穿过腰型槽和螺孔将第一固定板302和第一可调板301连接。
36.工作时,第一可调板301与铆接驱动机构2的驱动主轴连接,通过调节第一固定板302中的螺孔使其对应在第一可调板301中腰型槽318的不同位置,实现铆接组件3与固定机构5的对齐。
37.上述设计中通过调节第一固定板302在第一可调板301上的位置,确保铆接组件3与固定机构5的精准对齐,确保铆接过程顺利进行。
38.具体地:如图3所示,所述第一可调板301两侧分别设置有第一限位块303和第二限位块305,所述第一限位块303上设置有与第一固定板302抵接的第一限位螺栓304,所述第二限位块305上设置有与第一固定板302抵接的第二限位螺栓306。
39.工作时,通过对第一限位螺栓304和第二限位螺栓306进行调节,配合第一限位块303和第二限位块305对第一可调板301和第一固定板302进行固定。
40.上述设计能够将第一可调板301与第一固定板302牢牢固定在一起,防止第一可调板301和第一固定板302发生相对滑动,从而确保刷盒铆接机工作时的稳定,增强可靠性。
41.具体地:如图3所示,所述圆柱轴316两两之间连接有横板313,所述横板313位于直线轴承309下方。
42.工作时,圆柱轴316和直线轴承309起一个导向作用,圆柱轴316会通过直线轴承309在第二固定板312中进行滑动,横板313与圆柱轴316连接后与圆柱轴316同步运动。
43.上述设计中,圆柱轴316在进行导向作用时会受到力的作用,有可能发生倾斜,横板313与圆柱轴316连接后与圆柱轴316形成工字梁,工字梁的强度更高,导向作用更好。
44.具体地:如图3所示,所述预折弯刀310和下沉刀311周围设置有刀套314。
45.工作时预折弯刀310受力极易发生偏移,刀套314将预折弯刀310和下沉刀311进行包裹,给予预折弯刀310一个由外向里的挤压力。
46.上述设计总刀套314能够对预折弯刀310起到保护作用,有效的防止预折弯刀310受力劈开,避免刷盒因预折弯刀310劈开成型不良。
47.具体地:如图3所示,所述刀套314下方设置有用于脱料的按压块315,所述按压块315上设置有圆头导柱317,所述圆头导柱317穿过横板313与第二固定板312滑动连接,所述圆头导柱317套接有第二弹簧308,所述第二弹簧308位于横板313和第二固定板312之间。
48.所述圆头导柱317为导柱加上在导柱一端设置有限位盘的组合体。
49.工作时,按压块315当刷盒未成型时因为受到第二弹簧308的拉力保持不动,在刷盒成型以后,第一固定板302向下推动圆头导柱317,圆头导柱317向下推动按压块315。
50.上述设计中,按压块315在受到圆头导柱317推动时,会继续向下推动已经成型的刷盒,以此完成自动脱料。
51.具体地:如图2所示,所述固定机构5一侧设置有用于检测固定机构5中刷盒是否放置到位的位置检测器503。
52.位置检测器503具体可以为光电检测器、激光检测器等。
53.工作时,位置检测器503会对刷盒进行检测并转化成可用输出信号。
54.上述设计中,通过判断位置检测器503的可用输出信号是否与刷盒放置正确时的输出信号匹配,以此判断刷盒的位置是否放置正确。确保刷盒在来回移动过程中不会造成位置偏差,保证铆接顺利进行。
55.具体地:如图2所示,所述固定机构5两侧均设置有用于填充刷盒型腔的金属件502,所述金属件502两侧设置有驱动金属件502向刷盒方向运动的填充驱动机构501。
56.工作时,刷盒放置于固定机构5后,金属件502被填充驱动机构501驱动至刷盒的型腔。
57.上述设计能够对刷盒起到一个保护作用:刷盒在折弯或者下沉时因为受力较大,且刷盒有型腔,因此经过下沉的部分有可能会因为受力进一步向刷盒型腔方向变形,金属件502填充至刷盒型腔后,刷盒型腔部分为实体,防止刷盒在成型过程中形变量超出预定形变范围向型腔折弯或下沉,确保刷盒成型质量。
58.具体地:如图2所示,所述固定机构5一侧设置有用于检测有无刷盒的产品检测器504。
59.所述产品检测器504可以为激光检测器、电导传感器等。
60.工作时,产品检测器504会将对刷盒放置的位置进行检测,此时产品检测器504会收到一个有用信号,有刷盒时和无刷盒时有用信号不同。
61.上述设计通过产品检测器504反馈的有用信号的不同,能够有效的检测固定机构5中是否有刷盒。
62.具体地:如图1所示,所述支座1上位于铆接组件3下方两侧设置有用于对铆接组件3进行限位的缓冲器6。
63.工作时,铆接组件3在向下运动时会触碰缓冲器6。
64.上述设计中铆接组件3接触缓冲器6后速度会逐渐降低,能够有效的对刷盒进行保护,防止铆接组件3过压将刷盒压坏。
65.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。