1.本实用新型涉及服装加工行业,特别涉及一种服装标识或吊牌打孔机。
背景技术:
2.随着服装行业的发展,衣服的标签的使用量大大增加,这样,在生产标签或吊牌是,通常是成卷印刷的。而标签的生产和加工是大量流水生产,涉及打孔、切割、计算、包装扥过多个生产环节,提供生产效率是企业的需要。
3.在吊牌打孔并切割后,有一道工序就是转运已经打孔好的服装标识或吊牌到包装处。现有的这到工序需要靠人工捡起装运,效率不高,包装也不准确。
技术实现要素:
4.本实用新型的目的是提供一种转运效率高、包装方便的一种吊牌自动转运的打孔装置。
5.为了实现上述实用新型的目的,本实用新型提供的一种吊牌自动转运的打孔装置包括:
6.机架,所述机架上设有对吊牌打孔的打孔机;
7.设置在所述机架的工作面;
8.设置在所述机架的皮带传送机构,所述皮带传送机构上设有传动带,其中,所述传送带的一部分设置在工作面当中,以便用来传送吊牌;
9.设置在所述工作面上、用来输出吊牌的输出口,所述输出口设置在传动带末端延伸的方向;
10.设置在所述输出口且倾斜布置的滑板以便从所述输出口出来的吊牌缓慢滑下;
11.设置在所述输出口的下方以便接纳并转运所述吊牌的吊牌转运机构,所述吊牌转运机构包括:
12.皮带转运机构,所述皮带传送机构设有传动带以及带动所述运转的动力机构,所述传动带设置在所述滑板的下方以便承接从所述滑板滑下的所述吊牌;
13.若干储运所述吊牌的吊牌转运盒;
14.用来提供所述吊牌转运盒周转箱;
15.设置在所述传动带的上方来探测吊牌转运盒是否装满的探测器;以及
16.控制所述皮带转运机构运转的运转控制器;
17.以及
18.与所述探测器和运转控制器相连的中央处理单元(cpu),当所述中央处理单元(cpu)接收到所述探测器的吊牌转运盒已满的信号后,指令所述运转控制器让皮带转运机构运转设定的距离,使得位于传动带上的下一个吊牌转运盒位于滑板下方的指定位置来接收滑下的吊牌。
19.进一步,所述设定的距离为吊牌转运盒沿所述传动带长度方向的宽度。
20.进一步,所述动力机构为步进电机。
21.进一步,所述滑板的倾斜角度为30
°‑
60
°
。
22.进一步,所述探测装置采用红外线探测器。
23.进一步,还包括传动控制器,所述传动控制器接收中央处理单元(cpu) 的指令,当所述周转箱的所有吊牌转运盒用完后,通知所述吊牌转运盒停止皮带传送机构的运转,直至所述周转箱装填吊牌转运盒后,中央处理单元(cpu) 向所述传动控制器发出工作指令,于是所述传动控制器启动皮带传送机构。
24.进一步,所述吊牌转运盒的横切面与吊牌相当。
25.进一步,还包括接运台,所述接运台紧挨所述皮带传送机构的末端以便所述传动带上的吊牌转运盒随惯性移动到所述接运台的收集台面上,以便员工包装和运输。
26.本实用新型提供的一种吊牌自动转运的打孔装置,由于采用吊牌转运机构,打孔好的吊牌从所述输出口上经滑板滑下,滑到所述吊牌转运盒内,当探测器探测到吊牌转运盒装满后,传动带将装满的吊牌转运盒移走,最后,推送到便于员工包装和运输的位置,显然,转运盒包装打好孔吊牌效率大大提高,且准确率和可靠性也提高了。
附图说明
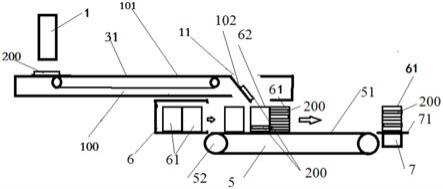
27.图1是本实用新型提供的一种吊牌自动转运的打孔装置的结构示意图。
28.图2是本实用新型提供的一种吊牌自动转运的打孔装置的所述吊牌转运机构的结构示意图。
29.图3是本实用新型提供的一种吊牌自动转运的打孔装置的控制结构图。
30.图4是本实用新型提供的一种吊牌自动转运的打孔装置的运转控制器的工作流程图。
31.图5是本实用新型提供的一种吊牌自动转运的打孔装置的传动控制器的工作流程图。
具体实施方式
32.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本实用新型。
33.参见图1到图3,本实用新型提供的一种吊牌自动转运装置包括机架100、皮带传送机构3、吊牌转运机构300、输出口11、滑板102、接运台7、中央处理单元cpu和传动控制器30。
34.工作面101设置在所述机架100上用来运载打孔后的吊牌200,打孔机1 设有对吊牌200打孔的打孔机1。皮带传送机构3设置在所述机架100上,所述皮带传送机构3上设有传送带31,其中,所述传送带31的一部分设置在工作面101当中,以便用来传送吊牌200。输出口11设置在所述工作面101上、用来输出吊牌200,所述输出口11设置在传送带31末端延伸的方向。
35.滑板102设置在所述输出口11且倾斜布置以便从所述输出口11出来的吊牌200缓慢滑下。所述滑板102的倾斜角度设为30
°‑
60
°
为佳。
36.吊牌转运机构300设置在所述输出口11的下方以便接纳并转运所述吊牌 200,它包括皮带转运机构5、动力机构52、吊牌转运盒61、周转箱6、探测器2以及运转控制器8。所述
动力机构52采用步进电机。接运台7紧挨所述皮带转运机构5的末端以便所述传动带51上的吊牌转运盒61随惯性移动到所述接运台7的收集台面71上,以便员工包装和运输。
37.所述皮带转运机构5设有传动带51以及带动所述运转的动力机构52,所述传动带51设置在所述滑板102的下方以便承接从所述滑板102滑下的所述吊牌200。若干转运盒61分别用来储运所述吊牌200周转箱6用来提供所述吊牌转运盒61,不断补充装满吊牌200而用完的吊牌转运盒61。探测器2设置在所述传动带51的上方来探测吊牌转运盒61是否装满的探测器2。所述探测装置2采用常用的红外线探测器。另外,运转控制器8受中央处理单元cpu控制,用来具体控制所述皮带转运机构5运转。所述吊牌转运盒61的横切面与吊牌200相当,以便接纳的所述吊牌200在里面层层叠加,便于计数和装满由探测器2探测。
38.再参见图3到图5,中央控制单元(cpu)与所述探测器2、传动控制器30 和运转控制器8相连。当所述中央控制单元(cpu)接收到所述探测器2的吊牌转运盒61已满的信号后,指令所述运转控制器8让皮带转运机构5运转设定的距离,也就是,沿所述传动带51长度方向的宽度,使得位于传动带51上的下一个吊牌转运盒61移动到位于滑板102下方的指定位置来接收滑下的吊牌 200(见图2)。
39.进一步,所述传动控制器30接收中央处理单元(cpu)的指令,当所述周转箱6的所有吊牌转运盒61用完后,停止皮带传送机构3的运转,直至所述周转箱6装填吊牌转运盒61后,中央处理单元(cpu)向所述传动控制器30 发出工作指令,于是所述传动控制器30启动皮带传送机构3。
40.本实用新型提供的一种吊牌自动转运的打孔装置,由于采用吊牌转运机构 300,打孔好的吊牌200从所述输出口11上经滑板102滑下,滑到所述吊牌转运盒61内,当探测器2探测到吊牌转运盒61装满后,传动带51将装满的吊牌转运盒61移走,最后,推送到便于员工包装和运输的位置,显然,转运盒包装打好孔吊牌200效率大大提高,且准确率和可靠性也提高了。
41.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。