具有嘴端腔和通风的吸烟制品
1.本分案申请是基于申请号为201680015391.1,申请日为2016年03月24日,发明名称为“具有嘴端腔和通风的吸烟制品”的中国专利申请的分案申请,该中国专利申请为国际申请号为pct/ep2016/056586的国际申请的中国国家阶段。
技术领域
2.本发明涉及一种具有由中空管段限定的嘴端腔的吸烟制品。
背景技术:
3.过滤嘴香烟通常包括由包装纸包围的烟草切割填料的圆柱形条,和与包装好的烟丝条以邻接的端对端关系轴向对准的圆柱形过滤嘴。圆柱形过滤嘴通常包括由成型纸(paper plug wrap)包围的过滤材料。传统地,包装好的烟丝条和过滤嘴通过接装包装材料带连接,接装包装材料带通常由包围过滤嘴的整个长度和包装好的烟丝条的邻近部分的不透明纸材料形成。本发明还提出了一种在其过滤嘴区段的嘴端处具有腔的吸烟制品。
4.本领域还提出了其中烟草被加热而非燃烧的多种吸烟制品。在加热式吸烟制品中,通过加热气溶胶生成基质(例如烟草)生成气溶胶。已知的加热式吸烟制品包括例如其中通过电加热或通过从可燃燃料元件或热源传递热到气溶胶形成基质而生成气溶胶的吸烟制品。在吸烟期间,挥发性化合物通过来自热源的热传递而从气溶胶形成基质中被释放出且夹带在通过吸烟制品被抽吸的空气中。随着所释放的化合物冷却,化合物凝结以形成由消费者吸入的气溶胶。还已知这样的吸烟制品:其中无需燃烧并且在一些情况下无需加热,例如通过化学反应,由烟草材料、烟草提取物或其它尼古丁源生成含尼古丁的气溶胶。
5.如上文所提及,在一些情况下,吸烟制品可在过滤嘴的嘴端处具有腔。这种嘴端腔通常通过使过滤嘴的成型纸、接装纸、或成型纸和接装纸二者延伸超出过滤材料的最下游段而形成。然而,当嘴端腔的长度增加时,典型的成型纸可能无法提供足够的强度。因此,随着嘴端腔的长度增加,这种腔存在变形风险。
6.因此,将需要提供一种具有增加长度的嘴端腔的过滤式吸烟制品,其不大可能受到变形的影响。同时,将需要提供可以使用标准设备和技术制造而不需要对现有机器和方法进行显著改变的这种过滤式吸烟制品。此外,将需要提供这种过滤式吸烟制品,而不会不合需要地改变消费者的一般吸烟体验。
技术实现要素:
7.根据本发明的第一方面,提供一种包括烟丝条和连接到所述烟丝条的过滤嘴的吸烟制品。过滤嘴包括中空嘴端部分和所述中空嘴端部分上游的过滤部分,所述过滤部分包括一个或多个过滤嘴段。所述中空嘴端部分在过滤嘴的嘴端处限定腔,从而提供从所述过滤部分的下游端延伸至所述过滤嘴的嘴端的不受限制的流动通道。中空嘴端部分的长度是整体过滤嘴长度的至少约25%。此外,吸烟制品包括通风区域,所述通风区域包括在围绕过滤部分的位置处设置的至少一行周向穿孔。
8.如本文中所使用,术语“上游”和“下游”用于描述吸烟制品的元件或元件的部分关于消费者在使用吸烟制品期间抽吸吸烟制品的方向的相对位置。如本文中所描述的吸烟制品包括下游端和相反的上游端。在使用时,消费者在吸烟制品的下游端抽吸。另外被描述为嘴端的下游端是另外可被描述为远端的上游端的下游。
9.表述“不受限制的流动”在本说明书全文中用于指示所述中空管段内部限定了一个具有基本恒定横截面积的通道,供烟气和空气流通。此外,表述“不受限制的流动”在本说明书全文中用于指示所述中空管段不包含任何可能对烟气和空气的流动造成局部限制的物体。换句话说,所述中空管段是空的。因此,供烟气和空气流通之用的横截面积沿着所述中空管段的整个长度基本恒定,并且穿过所述中空管段的烟气和空气流基本畅通无阻。
10.表述“整体过滤嘴长度”在本说明书全文中用于指代形成过滤嘴的各种组件的长度的和。因此,表述“整体过滤嘴长度”应理解为至少指代中空管段的长度与第一过滤嘴段的长度的和。类似地,如果吸烟制品在所述中空管段上游包括多于一个的过滤嘴段,那么表述“整体过滤嘴长度”应理解为指代中空管段的长度与吸烟制品中每个其它过滤嘴段的长度的和。
11.中空嘴端部分可通过成型纸包围过滤部分的一个或多个段并在过滤部分的下游延伸以在嘴端处限定腔而形成。在此类实施例中,优选的是,成型纸的基重为至少约70克/平方米,优选的是至少约80克/平方米。成型纸的基重可介于约120克/平方米与约70克/平方米之间,优选的是介于约80克/平方米与约100克/平方米之间。最优选的是,成型纸的基重为约80克/平方米。这可有助于增强过滤嘴的中空嘴端部分的结构刚度。
12.替代地,在一些优选的实施例中,中空嘴端部分通过布置在过滤嘴的嘴端处的中空管段形成。
13.因此,在本发明的一些实施例中,提供了一种包括烟丝条和连接到所述烟丝条的过滤嘴的吸烟制品。过滤嘴包括过滤部分和布置在所述过滤部分的下游的中空管段,所述过滤部分包括一个或多个过滤嘴段。所述中空管段在过滤嘴的嘴端处限定腔,从而提供从所述过滤部分的下游端延伸至所述过滤嘴的嘴端的不受限制的流动通道。所述中空管段的长度是整体过滤嘴长度的至少约25%。此外,吸烟制品包括通风区域,所述通风区域包括在围绕过滤部分的位置处设置的至少一行周向穿孔。
14.通过在过滤嘴中提供中空管段以限定所述嘴端处的腔,且将所述中空管段的长度布置为整体过滤嘴长度的至少约25%,可在过滤嘴中形成相对较长的嘴端腔,而不会显著增加嘴端腔受变形影响的风险。这是因为中空管段可在所述过滤嘴的嘴端处提供增加的强度或刚度。
15.此外,通过在围绕过滤部分的位置处设置至少一行周向穿孔,通风式地将空气引入到过滤嘴中将不会影响嘴端腔的结构。主流烟气可在嘴端腔的上游被稀释且允许其在穿过相对较长的嘴端腔时与空气进一步混合。
16.根据本发明,包括过滤嘴且过滤嘴包括具有以上指定的特征的不受限制的中空管段有利地容许具有增加长度的嘴端腔的过滤式吸烟制品,其不大可能受变形影响。
17.优选的是,所述中空管段的长度是整体过滤嘴长度的小于约50%。因此,中空管段上游的过滤部分的长度将占整体过滤嘴长度的至少约50%。不受限制的中空管段基本上不对吸烟制品的抽吸阻力(rtd)增加作出贡献。至多,不受限制的中空管段对所述吸烟制品的
rtd的增加只是作出略微贡献。实际上,不受限制的中空管段可适于产生范围为约1mm h2o(约10pa)到约20mm h2o(约200pa)的rtd。优选的是,不受限制的中空管段适于产生介于约2mm h2o(约20pa)与约10mm h2o(约100pa)之间的rtd。在不受限制的中空管段上游的一个或多个过滤嘴段占整体过滤嘴长度的至少约50%的情况下,有利的是,有可能通过选择具有适当密度和特征的一种或多种过滤材料来调整所述吸烟制品的整体rtd达到令人满意的水平。在一些优选实施例中,不受限制的中空管段上游的一个或多个过滤嘴段占整体过滤嘴长度的至少约60%。
18.优选的是,所述中空管段的长度小于约30mm。更优选的是,所述中空管段的长度小于约20mm。再更优选的是,所述中空管段的长度小于约15mm。此外,或作为替代,所述中空管段的长度是至少约8mm。优选的是,所述中空管段的长度是至少约10mm。在一些优选实施例中,所述中空管段的长度是约8mm到约30mm,更优选的是约10mm到约20mm,甚至更优选的是约10mm到约15mm,最优选的是约10mm。这不仅提供了适当尺寸的嘴端腔和不受限制的流动通道,而且确保了中空管段和任何包装材料之间的充分重叠,所述包装材料可包围所述中空管段以维持其与过滤嘴段或与烟丝条或与二者的轴向对准。此类包装材料包含成型纸和接装纸带。
19.在优选实施例中,过滤部分包括第一过滤嘴段。优选的是,所述第一过滤嘴段的长度是至少约8mm。在某些优选实施例中,所述第一过滤嘴段的长度是至少约10mm。替代地或另外,所述第一过滤嘴段的长度是小于约14mm。在优选实施例中,所述第一过滤嘴段的长度介于约8mm与约14mm之间,更优选的是介于约10mm与约14mm之间。在某些优选实施例中,所述第一过滤嘴段的长度是约12mm。
20.在根据本发明的某些实施例中,所述中空管段的长度在第一过滤嘴段的长度的5mm内。在更优选实施例中,所述中空管段的长度在所述第一过滤嘴段的长度的2mm内。替代地或另外,在根据本发明的某些实施例中,所述中空管段的长度小于所述第一过滤嘴段的长度。
21.在根据本发明的某些实施例中,所述第一过滤嘴段的长度是整体过滤嘴长度的至少约10%。优选的是,所述第一过滤嘴段的长度是整体过滤嘴长度的至少约20%。更优选的是,所述第一过滤嘴段的长度是整体过滤嘴长度的至少约30%。替代地或另外,所述第一过滤嘴段的长度可小于整体过滤嘴长度的约80%。优选的是,所述第一过滤嘴段的长度小于整体过滤嘴长度的约60%。更优选的是,所述第一过滤嘴段的长度小于整体过滤嘴长度的约40%。
22.在某些优选实施例中,所述第一过滤嘴段的长度介于整体过滤嘴长度的约10%与约80%之间。在更优选实施例中,所述第一过滤嘴段的长度介于整体过滤嘴长度的约20%与约60%之间。在再更优选实施例中,所述第一过滤嘴段的长度介于整体过滤嘴长度的约30%与约40%之间。
23.在本发明的某些优选实施例中,所述中空管段和所述第一过滤嘴段的组合长度是整体过滤嘴长度的至少约35%。优选的是,所述中空管段和所述第一过滤嘴段的组合长度是整体过滤嘴长度的至少约50%。更优选的是,所述中空管段和所述第一过滤嘴段的组合长度是整体过滤嘴长度的至少约70%。
24.优选的是,至少一行周向穿孔定位在第一过滤嘴段的下游端的上游至少约5mm处。
更优选的是,至少一行周向穿孔定位在第一过滤嘴段的下游端的上游至少约5mm处。在更优选实施例中,至少一行周向穿孔定位在第一过滤嘴段的下游端的上游至少约8mm处。这有利地使得消费者在用其嘴唇或手指叼住吸烟制品时不大可能阻塞通风区域。
25.另外,或作为替代,至少一行周向穿孔优选地定位在所述第一过滤嘴段的下游端的上游小于约12mm处。更优选的是,至少一行周向穿孔优选地定位在所述第一过滤嘴段的下游端的上游小于约10mm处。这可确保至少一行周向穿孔不会定位成过于靠近烟丝条。
26.在一些优选实施例中,至少一行周向穿孔优选地定位在所述第一过滤嘴段的下游端的上游约1mm到约12mm处。在一些更优选实施例中,至少一行周向穿孔优选地定位在所述第一过滤嘴段的下游端的上游约3mm到约10mm处。在另外优选实施例中,至少一行周向穿孔优选地定位在所述第一过滤嘴段的下游端的上游约8mm至约10mm处。替代地或另外,根据本发明,至少一行周向穿孔布置成与过滤嘴的嘴端的距离为整体过滤嘴长度的至少约50%。优选的是,至少一行周向穿孔布置成与所述过滤嘴的嘴端的距离为整体过滤嘴长度的至少约70%。
27.在一些优选实施例中,所述通风区域包括在围绕第一过滤嘴段的位置处设置的两行周向穿孔。举例来说,所述穿孔可在制造所述吸烟制品期间在生产线上形成。优选的是,每行周向穿孔包括8到30个穿孔。
28.所述烟丝条通常包括被包装纸包围的烟草切割填料填装。
29.中空管段和过滤部分的一个或多个过滤嘴段优选地被成型纸带环绕,所述成型纸带在下文被称为组合成型纸。优选的是,组合成型纸是不透气的。
30.优选的是,组合成型纸的基重小于约120克/平方米,优选地小于约100克/平方米,更优选地小于约90克/平方米。另外,或作为替代,组合成型纸的基重优选地为至少约70克/平方米,优选地为至少约80克/平方米。组合成型纸的基重可介于约120克/平方米与约70克/平方米之间,更优选地介于约80克/平方米与约100克/平方米之间。最优选的是,成型纸的基重为约80克/平方米。通过布置组合成型纸以具有此相对高的基重,在中空管段上游的过滤嘴段可展现与中空管段处的过滤嘴的坚固性类似的坚固性。这可有利地给消费者一种感觉,即过滤嘴具有沿其长度的大体均匀坚固性,并且因此使得中空管段的存在较不明显。
31.优选的是,组合成型纸的厚度为至少约80微米,更优选的是,厚度为至少约100微米。优选的是,组合成型纸的厚度小于约180微米,更优选的是,厚度小于约140微米。通过布置组合成型纸以具有此相对高的厚度,在中空管段上游的过滤嘴段可展现与中空管段处的过滤嘴的坚固性类似的坚固性。这可有利地给消费者一种感觉,即过滤嘴具有沿其长度的大体均匀坚固性,并且因此使得中空管段的存在较不明显。
32.组合成型纸可使用例如胶粘剂附连到中空管段和过滤部分的一个或多个过滤嘴段。在过滤嘴包括基本不透气的组合成型纸的情况下,通风区域优选地包括被设置为穿过组合成型纸的一部分的至少一行周向穿孔。通过实例,穿过成型纸的穿孔可在吸烟制品的制造期间在线形成。优选的是,被设置为穿过组合成型纸的一部分的一行或多行周向穿孔与第一过滤嘴段的一部分基本对准。
33.包括组合成型纸的过滤嘴优选的是通过基本上不透气的接装纸带附接到烟丝条。接装包装材料可包括基重小于约70克/平方米,优选地小于约50克/平方米的纸。接装包装材料优选地具有大于约20克/平方米的基重。
34.接装纸带可延伸在过滤嘴的整个长度上方以及烟丝条的一部分上方。因此,接装纸带可重叠在围绕第一过滤嘴段的位置处设置的通风穿孔。在此类实施例中,通风穿孔优选地延伸穿过接装纸带。
35.如上文所提及,过滤部分的一个或多个过滤嘴段可包括与第一过滤嘴段组合的额外过滤嘴段。举例来说,在一个实施例中,所述吸烟制品进一步包括在第一过滤嘴段和烟丝条之间的过滤材料的条端段。过滤嘴可包括在第一端段与条端段之间的一个或多个额外过滤嘴段。然而,在优选实施例中,过滤材料的条端段抵靠第一过滤嘴部分。在更优选实施例中,过滤材料的条端段抵靠第一过滤嘴段和烟丝条二者。
36.优选的是,过滤材料的条端段的长度在第一过滤嘴段的长度的约5mm内。更优选的是,过滤材料的条端段的长度在第一过滤嘴段的长度的约1mm内。在一些特别优选的实施例中,过滤材料的条端段的长度与第一过滤嘴段的长度基本上相同。
37.在某些优选实施例中,过滤材料的条端段的长度是整体过滤嘴长度的至少约20%。更优选的是,过滤材料的条端段的长度是整体过滤嘴长度的至少约30%。
38.替代地或另外,过滤材料的条端段的长度小于整体过滤嘴长度的约80%。优选的是,过滤材料的条端段的长度小于整体过滤嘴长度的约50%。
39.在某些优选实施例中,过滤材料的条端段的长度介于整体过滤嘴长度的约20%与约80%之间。在更优选实施例中,过滤材料的条端段的长度介于整体过滤嘴长度的约30%与约50%之间。
40.所述吸烟制品中每个过滤嘴段内的过滤材料优选地为纤维过滤材料(例如醋酸纤维素丝束或纸)的塞。过滤嘴增塑剂可通过将其喷涂到分离的纤维上,优选地在将任何额外材料涂覆到过滤材料之前,以常规的方式涂覆到纤维过滤材料。替代地或另外,根据本发明的吸烟制品可包括一个或多个含有一种或多种添加剂的段。这些添加剂可包括(但不限于)香料和炭粒子。
41.优选地,条端段包括炭粒子。优选的是,炭为活性炭。在优选实施例中,条端段中的炭粒子的密度是每毫米过滤材料含至少约1毫克炭。更优选的是,条端段中的炭粒子的密度是每毫米过滤材料含至少约5毫克炭。条端段中的炭粒子的密度可不大于每毫米过滤材料含约15毫克炭,优选的是不大于每毫米过滤材料含10毫克炭。
42.条端段中的炭粒子的密度可介于每毫米过滤材料含约1毫克炭与每毫米过滤材料含约15毫克炭之间,优选的是介于每毫米过滤材料含约5毫克炭与每毫米过滤材料含约10毫克炭之间。
43.中空管段可由任何适合材料形成。举例来说,中空管段可由过滤材料(例如醋酸纤维素)的环形段形成,其具有从环形段的上游端延伸至环形段的下游端的中空核心。这种段可被称为醋酸盐中空管。优选的是,具有环形段的过滤材料具有高颗粒效率。优选的是,具有环形段的过滤材料包括介于大约1.5单丝纤度(dpf)与大约5dpf之间,更优选地介于大约1.5单丝纤度(dpf)与大约3dpf之间的纤维。在优选实施例中,具有环形段的过滤材料包括大约3.3dpf的纤维。优选的是,具有环形段的过滤材料包括介于大约30000总纤度(td)与大约50000td之间,更优选地介于35000总纤度(td)与大约50000td之间的纤维。在优选实施例中,具有环形段的过滤材料包括大约44000td的纤维。优选的是,中空管段包括一种或多种增塑剂。适合的增塑剂包括三乙酸甘油酯和三乙二醇二醋酸酯。优选的是,增塑剂以介于约
5重量百分比与约15重量百分比之间,更优选地介于约8重量百分比与约12重量百分比之间的量存在于环形段中。这可有助于中空管段维持其在过滤嘴中的结构刚度,其尤为重要,因为中空管段的长度是整体过滤嘴长度的至少约25%。
44.在一些其它优选实施例中,中空管段优选地由纸材料形成。更优选的是,中空管段由多层重叠的纸层形成,例如多层平行卷绕的纸层或多层螺旋卷绕的纸层。由多层重叠的纸层形成中空管段可有助于改进对塌陷或变形的抗性。
45.优选的是,每个中空管段包括至少两层纸层。替代地或另外,每个中空管段优选地包括少于十一层纸层。
46.优选的是,所述纸层中的至少一层由具有至少约100克/平方米的基重的纸制成。
47.优选的是,所述中空管段的壁厚是至少约100微米。更优选的是,所述中空管段的壁厚是至少约200微米。替代地或另外,所述中空管段的壁厚小于约300微米。优选的是,所述中空管段的壁厚小于约270微米。在一些优选实施例中,所述中空管段的壁厚是约100微米到约300微米,优选的是200微米到270微米。
48.一种用于由多层卷绕纸层形成管段的示例性方法包括围绕圆柱形心轴以重叠方式包装多个基本上连续的纸条。以平行方式或螺旋方式包装所述条以便在心轴上形成基本上连续的管。所形成的管可例如使用橡胶带围绕心轴旋转,使得纸层连续抽出并围绕心轴包装。随后可将所形成的管切成心轴下游所需的长度。
49.可限制中空管段在吸烟制品抽吸期间保持其椭圆度的能力的一个因素是,在吸烟期间将水分吸入所述管段。因此,为了在吸烟制品的抽吸期间抑制水分从一层纸层传递到下一层纸层,优选的是,每个管状构件的邻近纸层通过胶粘剂的中间层粘附在一起,此为水分在层之间的传递提供屏障。
50.在上述实施例中的任一个中,中空管段对塌陷或变形的抗性可为使得过滤嘴发生50%变形之后管段的椭圆度与变形之前管段的椭圆度之间的差小于约25%,优选地小于约20%。举例来说,在变形之前管段的椭圆度为5%的情况下,过滤嘴发生50%变形之后管段的椭圆度优选地小于30%,更优选地小于25%。下文详细描述用于进行根据本发明的过滤嘴的变形的特定测试程序。
51.如本文所使用的术语“椭圆度”意思是与正圆的偏差程度。椭圆度表示成百分数且下文给出数学定义。
[0052][0053][0054]
为了确定根据本发明的吸烟制品的段(例如中空管段)的椭圆度,沿着吸烟制品的纵向方向观察嘴端。举例来说,吸烟制品可以其嘴端定位在透明工作台上,使得由定位在所述工作台下方的适当成像装置记录制品的嘴端的图像。尺寸“b”被视为所述段在其下游端处的最小外径,而尺寸“a”被视为所述段在其下游端处的最大外径。对具有相同设计的总共
十个吸烟制品重复所述过程,并且将十个椭圆度测量值的数字平均值记录为用于吸烟制品的该设计的椭圆度。
[0055]
由于吸烟制品过滤嘴的横截面大体上为圆形,因此发生50%变形之后中空管段的椭圆度优选地小于约25%,更优选地小于约20%。在这种情况下,根据本发明的吸烟制品的嘴端腔将保持或恢复大体上为圆形的横截面,即使在过滤嘴变形50%之后也是如此。替代地或另外,过滤嘴发生67%变形之后管段的椭圆度优选地小于约35%,更优选地小于约30%。
[0056]
在一些实施例中,在吸烟制品接受吸烟测试之后,使过滤嘴发生50%变形之后中空管段的椭圆度优选地小于约35%,更优选地小于约30%。替代地或另外,在吸烟制品接受吸烟测试之后,使过滤嘴发生67%变形之后中空管段的椭圆度优选地小于约45%,更优选地小于约40%。此在吸烟制品的抽吸期间有利地提供嘴端腔椭圆度的一致性。
[0057]
下文详细描述用于测试根据本发明的吸烟制品的吸烟测试。在有必要在抽吸前后执行的变形测试之后测量椭圆度的情况下,应当使用具有相同设计的吸烟制品的两个样品。也就是说,未变形的未抽吸过的吸烟制品应当用于抽吸前变形测试,且具有相同设计的未变形的制品接受抽吸测试并且用于抽吸后变形测试。
[0058]
如上文所论述,可限制所述中空管段在抽吸所述吸烟制品期间保持其椭圆度的能力的一个因素是,将水分吸入管段中。因此,所述中空管段可在其内表面上包括涂层,所述涂层可以抑制将水分吸入所述中空管段中。在其中所述中空管段由多层纸层形成的那些实施例中,涂层可另外地或可替代地设置在某些或所有邻近纸层之间。合适的涂层材料包含(但不限于)蜡、聚合材料及其组合。特别合适的蜡包含植物蜡,且其它特别合适的材料是乙基纤维素和硝化纤维素。
[0059]
为了增加所述中空管段对挤压的抗性,所述过滤嘴在50%压缩下优选地具有至少约20牛顿的未抽吸压缩强度。替代地或另外,所述过滤嘴在50%压缩下的未抽吸压缩强度优选地为小于约50牛顿。术语“压缩强度”是使得所述吸烟制品的过滤嘴段达到特定压缩所需的力的度量。压缩强度使用下文中详述的压缩强度测试进行测量,在所述情况下,给定的吸烟制品设计的压缩强度是具有相同设计的吸烟制品的样品的压缩强度测量值的数字平均值。
[0060]
在一些实施例中,可能需要为过滤嘴提供用于释放香料或其它所需添加剂的构件,通常由消费者在马上要抽吸吸烟制品之前手动释放。因此,所述过滤嘴可包括至少一个过滤嘴段,所述过滤嘴段包括含香料的材料,举例来说,例如一个或多个可破碎胶囊,所述胶囊包括外壳和含有添加剂的内芯。优选地,所述至少一个过滤嘴段包括一个或多个分散在纤维过滤材料中的可破碎胶囊。所述至少一个过滤嘴段可为第一过滤嘴段,或可并入过滤嘴中的额外的过滤嘴段,或其组合。
[0061]
在包括含香料的材料的实施例中,所述至少一个含香料的过滤嘴段优选地被成型纸环绕,所述成型纸基本不透香料添加剂。这有利地抑制添加剂通过成型纸传递到吸烟制品外部,在添加剂传递到吸烟制品外部的情况下,添加剂可能不合意地与消费者的手指接触,并且可能使得吸烟制品表面失去光泽。
[0062]
测试程序
[0063]
变形和压缩强度测试
[0064]
待测吸烟制品被定位于平整表面和与所述平整表面相对的圆板之间,所述圆板的直径为10mm。最靠近吸烟制品的嘴端的圆板定位成距嘴端8mm。随后通过以100mm/s的恒定速度将所述圆板移向所述平整表面,而压缩过滤嘴。增加圆板所施加的力,直到在圆板和平整表面之间的吸烟制品的部分达到所需变形为止。举例来说,为了达到50%变形,所述吸烟制品的压缩部分被压缩至压缩之前该部分直径的50%。类似地,为了达到67%变形,压缩所述吸烟制品,直到压缩部分减小至压缩之前该部分直径的33%。沿着压缩方向测量所述直径,所述压缩方向为延伸在所述平整表面和所述圆板之间的方向。一旦达到所需压缩,便记下实现该压缩所需的力,作为过滤嘴的压缩强度。随后将所述圆板缩回,使得移除压缩力。在进行任何其它测试或测量之前,留出30秒的时间让所述吸烟制品膨胀。
[0065]
吸烟测试
[0066]
为了模拟吸烟制品的抽吸,吸烟制品接受在iso条件下的标准吸烟测试(每次测试抽吸35ml,持续2秒,每60秒发生一次抽吸)。在iso测试方法中,吸烟制品在通风区域充分打开的情况下抽吸。
[0067]
虽然上文借助于参考其中中空嘴端部分通过布置在过滤嘴的嘴端处的中空管段形成的实施例而主要描述本发明的优选特征,但所属领域的技术人员将理解,在适用时,此类优选特征可用于其中中空嘴端部分通过成型纸形成的实施例中。举例来说,在上文描述了中空管段的优选尺寸的情况下,所属领域的技术人员将理解,这些尺寸对于其中中空嘴端部分通过成型纸形成的实施例来说可为优选的。
附图说明
[0068]
本发明现将参照附图,仅借助于实例进一步描述,在附图中:
[0069]
图1示出根据本发明的吸烟制品;
[0070]
图2示出了图1的吸烟制品的嘴端,其中过滤嘴被解开;和
[0071]
图3示出了根据本发明的形成管状构件以形成中空管段的示例性方法。
具体实施方式
[0072]
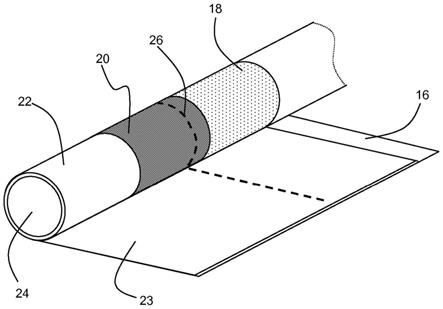
图1和图2示出了根据本发明的吸烟制品10。吸烟制品10包括烟草切割填料的包装条12,所述包装条在一端处附接到轴向对准的过滤嘴14。接装纸带16环绕过滤嘴14和烟草包装条12的一部分,以将吸烟制品10的所述两个部分连接在一起。
[0073]
如图2中所示,过滤嘴14包括中空管段24、可含有或可不含有香料的第一过滤嘴段20以及条端过滤嘴段18。中空管段22的上游端抵靠第一过滤嘴段20的下游端。第一过滤嘴段20的上游端抵靠条端过滤嘴段18的下游端。条端过滤嘴段18的上游端抵靠烟丝条12。中空管段为10mm长。第一过滤嘴段为12mm长。条端过滤嘴段为12mm长。整体过滤嘴长度为34mm。
[0074]
中空管段24和过滤嘴段20及18被组合成型纸带23环绕,所述组合成型纸带连接三个段以形成过滤嘴14。段18、段20、段22中的一个或多个可另外被包装在单独的成型纸中。
[0075]
第一过滤嘴20和条端过滤嘴段22由适合的过滤材料形成,例如醋酸纤维素丝束。此外,第一过滤嘴段20可包括适合的香料,所述香料可以包含在第一过滤嘴20内的一个或多个可破碎胶囊的形式提供。在这种情况下,当需要时,消费者通过挤压消费者手指之间的
第一过滤嘴段20,来弄破所述一个或多个可破碎胶囊。条端过滤嘴段18包含一种吸收材料,例如炭基吸收材料。
[0076]
中空管段22限定过滤嘴14中的嘴端腔24,并提供在第一过滤嘴段20的下游端和过滤嘴14的嘴端之间延伸的不受限制的流动通道。更详细地,中空管段22在内部限定一个通道,所述通道具有基本恒定的横截面积供烟气和空气流通。此外,中空管段22不包含任何适于引起对烟气和空气的流动的局部限制的物体。因此,可用于供烟气和空气流通的横截面积沿着中空管段22的整个长度基本恒定,并且穿过中空管段22的烟气和空气流畅通无阻。
[0077]
在图1和图2的实施例中,中空管段22的长度是整体过滤嘴长度的约30%。此外,中空管段22可的壁厚可为约100微米到约300微米。
[0078]
中空管段22可由多层螺旋缠绕的纸层形成,所述纸层可例如在吸烟期间或在存在于第一过滤嘴段20中时的一个或多个可破裂胶囊破裂期间进一步提高对嘴端腔24的变形的抗性。在过滤嘴14变形50%之后,所述中空管段的椭圆度可小于25%。
[0079]
吸烟制品10在沿着第一过滤嘴段20的位置处进一步包括通风区域26。更详细地,通风区域26包括延伸穿过第一过滤嘴段20的一行穿孔。多行穿孔定位在第一过滤嘴段的下游端的上游10mm处。一行穿孔也延伸穿过组合成型纸带23并穿过接装纸带16。延伸穿过组合成型纸带23并穿过接装纸带16的多行穿孔与延伸穿过第一过滤嘴段20的那些穿孔基本对准。
[0080]
图3示出了形成中空管构件30的示例性方法,所述中空管构件可被切割形成多个中空管段,用于制造根据本发明的吸烟制品。多层连续纸层32以交错重叠布置螺旋卷绕在圆柱形心轴34上。在将每层纸层卷绕在心轴34上之前,可使用胶粘剂浴36将合适的胶粘剂施覆至一层或多层纸层32。纸层32受到橡胶带38的驱动,使得形成的管状构件30绕着心轴34转动,直到其被切割为更下游的所需长度为止。