1.本发明涉及卷烟制造领域,尤其涉及一种用于卷烟机的双倍长滤嘴缺陷检测系统。
背景技术:
2.目前卷烟机所采用的缺陷滤嘴检测方式局限性较大,例如zj17型卷烟机只能实现当50mm双倍长滤嘴经过汇合鼓轮时,检测其有无并剔除。但是,当有超过50mm
±
0.5mm的不合格滤嘴经过汇合鼓轮时,则无法测出并控制剔除,因而这种具有细微偏差的不合格滤嘴极易流入市场,造成严重的产品质量隐患。
技术实现要素:
3.鉴于上述,本发明旨在提供一种用于卷烟机的双倍长滤嘴缺陷检测系统,用以实现在卷烟机的汇合鼓轮位置精准检测出双倍长滤嘴的缺陷。
4.本发明采用的技术方案如下:
5.一种用于卷烟机的双倍长滤嘴缺陷检测系统,其中包括:
6.视觉采集装置、补光装置、补光电源、光纤传感器、卷烟机的剔除机构以及卷烟机控制器;
7.所述视觉采集装置与所述补光装置分别设置在卷烟机的汇合鼓轮处,所述光纤传感器位于所述视觉采集装置之前,所述剔除机构位于汇合鼓轮之后的鼓轮处;
8.所述光纤传感器用于感应待测的双倍长滤嘴并输出目标物信号至卷烟机控制器;
9.所述卷烟机控制器用于向所述视觉采集装置发送触发信号使所述视觉采集装置获取待测的双倍长滤嘴的图像,以及用于向所述剔除机构发送剔除指令信号使剔除机构动作;
10.所述视觉采集装置用于将待测的双倍长滤嘴的图像信号发送至所述卷烟机控制器进行缺陷检测;
11.所述补光装置用于为所述视觉采集装置补充光照,所述补光电源用于为补光装置供电。
12.在其中至少一种可能的实现方式中,所述视觉采集装置为ccd彩色相机。
13.在其中至少一种可能的实现方式中,所述卷烟机控制器包括卷烟设备工控机以及卷烟设备plc。
14.在其中至少一种可能的实现方式中,所述目标物信号由所述光纤传感器传输至所述卷烟设备plc;所述触发信号由所述卷烟设备plc传输至所述视觉采集装置。
15.在其中至少一种可能的实现方式中,所述图像信号由所述视觉采集装置传输至所述卷烟设备工控机;所述剔除指令信号由所述卷烟设备工控机传输至所述卷烟设备plc,所述卷烟设备plc以所述剔除指令信号控制所述剔除机构动作。
16.在其中至少一种可能的实现方式中,所述补光电源为独立设置且具有独立开关的
充电电源。
17.在其中至少一种可能的实现方式中,所述补光电源内置于所述视觉采集装置,所述卷烟机控制器还用于向所述视觉采集装置发送触发信号使所述补光电源开启。
18.本发明的设计构思在于,针对双倍长滤嘴的特性(如前文提及,长度易出现细微偏差导致缺陷),通过在卷烟机的汇合鼓轮处设置视觉采集装置与补光装置,并在视觉采集装置之前的双倍长滤嘴的输送方向设置光纤传感器,实现对输送至汇合鼓轮的双倍长滤嘴进行图像采集,并将清晰的滤嘴图像发至卷烟机控制器进行缺陷分析(通过视觉图像检测方式,结合已有的图像处理技术以及本领域基于产品视觉成像的研究成果,可以精准且精细地检测出双倍长滤嘴是否有空槽、双倍长滤嘴的长度尺寸是否达标,以及辅助检测滤嘴外观是否存在诸如爆口、破损等缺陷),从而使卷烟机控制器触发位于汇合鼓轮之后的鼓轮处的剔除机构动作,将检测出缺陷的滤嘴烟支产品剔除。本发明提供的检测系统结构简单、调整方便、成本低廉,可以实现对不合格的双倍长滤嘴经过汇合鼓轮时,将其精准测出并予以剔除,彻底解决了具有缺陷烟嘴的烟支产品流入市场造成的严重产品质量问题。
附图说明
19.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步描述,其中:
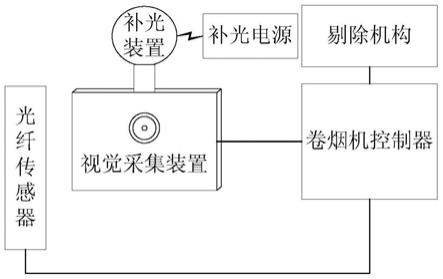
20.图1为本发明实施例提供的用于卷烟机的双倍长滤嘴缺陷检测系统的示意图。
具体实施方式
21.下面详细描述本发明的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能解释为对本发明的限制。
22.本发明提出了一种用于卷烟机的双倍长滤嘴缺陷检测系统的实施例,具体来说,如图1所示,可以包括:视觉采集装置、补光装置、补光电源、光纤传感器、卷烟机的剔除机构以及卷烟机控制器。所述视觉采集装置与所述补光装置分别设置在卷烟机的汇合鼓轮处(可以但不限于由支架固定在设备墙板等位置),所述光纤传感器位于所述视觉采集装置之前(同样可以由支架等类似部件安装设置),所述剔除机构位于汇合鼓轮之后的鼓轮处(基于卷烟设备型号,剔除机构可能有多个,本发明采用的剔除机构限定为汇合鼓轮之后的鼓轮处的剔除机构)。所述光纤传感器用于感应待测的双倍长滤嘴并输出目标物信号至卷烟机控制器。所述卷烟机控制器用于向所述视觉采集装置发送触发信号使所述视觉采集装置获取待测的双倍长滤嘴的图像,以及用于向所述剔除机构发送剔除指令信号使剔除机构动作。所述视觉采集装置用于将待测的双倍长滤嘴的图像信号发送至所述卷烟机控制器进行缺陷检测。所述补光装置用于为所述视觉采集装置补充光照(使获得的图像更为清晰,便于后续检测分析),所述补光电源用于为补光装置供电。
23.进一步地,所述视觉采集装置为ccd彩色相机。
24.进一步地,所述卷烟机控制器包括卷烟设备工控机以及卷烟设备plc(实施时皆可以采用原机控制装置)。
25.进一步地,所述目标物信号由所述光纤传感器传输至所述卷烟设备plc;所述触发
信号由所述卷烟设备plc传输至所述视觉采集装置。
26.进一步地,所述图像信号由所述视觉采集装置传输至所述卷烟设备工控机;所述剔除指令信号由所述卷烟设备工控机传输至所述卷烟设备plc,所述卷烟设备plc以所述剔除指令信号控制所述剔除机构动作。
27.进一步地,所述补光电源为独立设置且具有独立开关的充电电源。
28.进一步地,所述补光电源内置于所述视觉采集装置,所述卷烟机控制器还用于向所述视觉采集装置发送触发信号使所述补光电源开启。
29.综上所述,本发明的设计构思在于,针对双倍长滤嘴的特性(如前文提及,长度易出现细微偏差导致缺陷),通过在卷烟机的汇合鼓轮处设置视觉采集装置与补光装置,并在视觉采集装置之前的双倍长滤嘴的输送方向设置光纤传感器,实现对输送至汇合鼓轮的双倍长滤嘴进行图像采集,并将清晰的滤嘴图像发至卷烟机控制器进行缺陷分析(通过视觉图像检测方式,结合已有的图像处理技术以及本领域基于产品视觉成像的研究成果,可以精准且精细地检测出双倍长滤嘴是否有空槽、双倍长滤嘴的长度尺寸是否达标,以及辅助检测滤嘴外观是否存在诸如爆口、破损等缺陷),从而使卷烟机控制器触发位于汇合鼓轮之后的鼓轮处的剔除机构动作,将检测出缺陷的滤嘴烟支产品剔除。本发明提供的检测系统结构简单、调整方便、成本低廉,可以实现对不合格的双倍长滤嘴经过汇合鼓轮时,将其精准测出并予以剔除,彻底解决了具有缺陷烟嘴的烟支产品流入市场造成的严重产品质量问题。
30.本发明实施例中,“至少一个”是指一个或者多个,“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示单独存在a、同时存在a和b、单独存在b的情况。其中a,b可以是单数或者复数。字符“/”一般表示前后关联对象是一种“或”的关系。“以下至少一项”及其类似表达,是指的这些项中的任意组合,包括单项或复数项的任意组合。例如,a,b和c中的至少一项可以表示:a,b,c,a和b,a和c,b和c或a和b和c,其中a,b,c可以是单个,也可以是多个。
31.以上依据图式所示的实施例详细说明了本发明的构造、特征及作用效果,但以上仅为本发明的较佳实施例,需要言明的是,上述实施例及其优选方式所涉及的技术特征,本领域技术人员可以在不脱离、不改变本发明的设计思路以及技术效果的前提下,合理地组合搭配成多种等效方案;因此,本发明不以图面所示限定实施范围,凡是依照本发明的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书与图示所涵盖的精神时,均应在本发明的保护范围内。