1.本实用新型涉及电子烟加工设备领域,具体为一种雾化芯成型用模具。
背景技术:
2.雾化芯通俗来讲就是可以将烟油进行加热气化,从而产生一种雾状的颗粒,可以模仿出传统烟草在燃烧之后出现的那种烟雾效果。雾化芯就是雾化器的芯片,应用有雾化治疗、气体雾化技术。电子烟的雾化芯在加工时,包括多种方法,一种是将电热丝印刷至多孔陶瓷、另一种是将电热丝与多孔陶瓷同时成型,共同烧结。现有成型方法中生产效率不高,所成型的产品精度不高。
技术实现要素:
3.本实用新型的目的在于提供一种雾化芯成型用模具,以解决现有雾化芯的成型不便的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种雾化芯成型用模具,包括打料芯固定板、推管固定板、型腔板、进浆板、尺寸插板和打浆插板,所述打料芯固定板上设置有若干脱模杆、所述推管固定板上设置有第一容置孔、定位销,所述脱模杆贯穿第一容置孔,相邻所述第一容置孔之间设置有电热丝插装柱,所述型腔板上设置有第一定位孔和成型孔,所述进浆板包括第二定位孔和进浆孔,所述打浆插板设置于打料芯固定板和推管固定板之间,所述尺寸插板设置于推管固定板和型腔板之间,所述成型孔、电热丝插装柱和脱模杆三者合围形成下模腔。
5.作为上述技术方案的进一步改进:
6.所述型腔板和尺寸插板的总高度大于电热丝插装柱的长度。
7.所述脱模杆的长度小于推管固定板、型腔板、尺寸插板和打浆插板的总高度。
8.所述定位销包括主定位销和副定位销,所述主定位销的直径大于副定位销的直径。
9.与现有技术相比,本实用新型的有益效果是:
10.本实用新型的雾化芯成型用模具通过设置尺寸插板和打浆插板实现了电热丝的插装和下模腔的形成,便于雾化芯成型,同时还便于下料,定位销采用一大一小设置便于准确定位,解决了雾化芯成型不便的问题。
附图说明
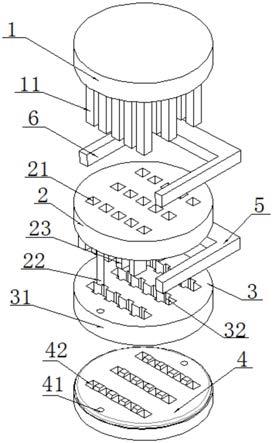
11.图1为本实用新型的雾化芯成型模具结构示意图之一;
12.图2为本实用新型的雾化芯成型模具结构示意图之二。
13.附图标记:1、打料芯固定板;2、推管固定板;3、型腔板;4、进浆板;5、尺寸插板;6、打浆插板;11、脱模杆;21、第一容置孔;22、定位销;23、电热丝插装柱;31、第一定位孔;32、成型孔;41、第二定位孔;42、进浆孔;221、主定位销;222、副定位销。
具体实施方式
14.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
15.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
16.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.如图1和图2所示,本实施例的雾化芯成型用模具,包括打料芯固定板1、推管固定板2、型腔板3、进浆板4、尺寸插板5和打浆插板6,打料芯固定板1上设置有若干脱模杆11、推管固定板2上设置有第一容置孔21、定位销22,脱模杆11贯穿第一容置孔21,相邻第一容置孔21之间设置有电热丝插装柱23,型腔板3上设置有第一定位孔31和成型孔32,进浆板4包括第二定位孔41和进浆孔42,打浆插板6设置于打料芯固定板1和推管固定板2之间,尺寸插板5设置于推管固定板2和型腔板3之间,成型孔32、电热丝插装柱23和脱模杆11三者合围形成下模腔。
19.型腔板3和尺寸插板5的总高度大于电热丝插装柱23的长度。脱模杆11的长度小于推管固定板2、型腔板3、尺寸插板5和打浆插板6的总高度。如此设置便于可以便于下模腔的形成。
20.定位销22包括主定位销221和副定位销222,主定位销221的直径大于副定位销222的直径。定位孔与定位销的尺寸对应,采用一大一小的定位销可以满足其快速定位功能。
21.本实用新型的工作原理:
22.使用者在使用时,首先将待引脚的电热丝插入电热丝插装柱23上,其引脚孔图中未示出,插入电热丝使模具的摆放方式为:自上而下依次包括打料芯固定板1、打浆插板6、尺寸插板5、推管固定板2、型腔板3,此时推管固定板2和型腔板3均插入至脱模杆11内,电热丝插装柱23突出,便于工作人员将电热丝插入电热丝插装柱23。
23.插装完成后将尺寸插板5插入在推管固定板2和型腔板3之间,成型孔32、电热丝插装柱23和脱模杆11三者合围形成下模腔,通过定位销22安装进浆板4,进浆板4自带模头形成上膜腔,将整个模具自上而下按照打料芯固定板1、打浆插板6、推管固定板2、尺寸插板5、型腔板3、进浆板4的顺序放置于压模机下,压膜机底部的浆液从进浆孔42,进行成型。
24.成型完成便是脱模工序,将上一步成型的模具倒置,取下打浆插板6,推动打料芯
固定板1,脱模杆11将进浆板4上的余料推出,取下进浆板4,将进浆板4上的余料进行清理,将尺寸插板5和打浆插板6插入打料芯固定板1和推管固定板2之间,推动型腔板3向打料芯固定板1靠近,以实现脱模,取下型腔板3倒出模具,然后继续插装电热丝进入电热丝插装柱23,重复以上工序即完成了对雾化芯的成型。
25.以上步骤将电热丝安装在多孔陶瓷上,实现了雾化芯的成型,可以多人操作,提高了生产效率,通过模具可以有效的保证加工精度。
26.以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
技术特征:
1.一种雾化芯成型用模具,其特征在于:包括打料芯固定板(1)、推管固定板(2)、型腔板(3)、进浆板(4)、尺寸插板(5)和打浆插板(6),所述打料芯固定板(1)上设置有若干脱模杆(11)、所述推管固定板(2)上设置有第一容置孔(21)、定位销(22),所述脱模杆(11)贯穿第一容置孔(21),相邻所述第一容置孔(21)之间设置有电热丝插装柱(23),所述型腔板(3)上设置有第一定位孔(31)和成型孔(32),所述进浆板(4)包括第二定位孔(41)和进浆孔(42),所述打浆插板(6)设置于打料芯固定板(1)和推管固定板(2)之间,所述尺寸插板(5)设置于推管固定板(2)和型腔板(3)之间,所述成型孔(32)、电热丝插装柱(23)和脱模杆(11)三者合围形成下模腔。2.根据权利要求1所述的雾化芯成型用模具,其特征在于:所述型腔板(3)和尺寸插板(5)的总高度大于电热丝插装柱(23)的长度。3.根据权利要求2所述的雾化芯成型用模具,其特征在于:所述脱模杆(11)的长度小于推管固定板(2)、型腔板(3)、尺寸插板(5)和打浆插板(6)的总高度。4.根据权利要求3所述的雾化芯成型用模具,其特征在于:所述定位销(22)包括主定位销(221)和副定位销(222),所述主定位销(221)的直径大于副定位销(222)的直径。
技术总结
本实用新型公开了一种雾化芯成型用模具,包括打料芯固定板、推管固定板、型腔板、进浆板、尺寸插板和打浆插板,所述打料芯固定板上设置有若干脱模杆、所述推管固定板上设置有第一容置孔、定位销,所述脱模杆贯穿第一容置孔,相邻所述第一容置孔之间设置有电热丝插装柱,所述型腔板上设置有第一定位孔和成型孔,所述进浆板包括第二定位孔和进浆孔,所述打浆插板设置于打料芯固定板和推管固定板之间,所述尺寸插板设置于推管固定板和型腔板之间,所述成型孔、电热丝插装柱和脱模杆三者合围形成下模腔。解决了现有雾化芯的成型不便的问题。解决了现有雾化芯的成型不便的问题。解决了现有雾化芯的成型不便的问题。
技术研发人员:陈继忠 邹鹏
受保护的技术使用者:湖南新颖科技有限公司
技术研发日:2021.03.31
技术公布日:2021/12/3