1.本实用新型涉及卷烟工业领域,尤其涉及一种梗丝掺配工序余留梗丝消除装置。
背景技术:
2.针对现如今制丝车间使用的梗丝掺配线,主线在叶丝冷却工序后经过主线流量电子秤,电子秤记录流量,同时按照牌号预设的梗丝掺配比例,根据主线记录的流量,按比例计算得到梗丝掺配电子秤的应检流量,从而将梗丝按照计算出的比例添加至叶丝中。在实际操作过程中,主线开始运转前,需对梗丝掺配电子秤进行预填充,即需要控制驱动贮梗丝柜持续将待掺配梗丝先输出至梗丝掺配电子秤的落料口前,才能够在主线流量电子秤产生瞬时流量时进行梗丝掺配。
3.但是按上述方式,在生产结束后,由贮梗丝柜至掺配电子秤落料口的路径上便会余留梗丝,目前只能通过人工回收的方式将余留梗丝手工扫出、装袋再返回至贮梗丝柜中。现有技术中也有考虑增加梗丝自动进柜回收线路与梗丝自动装箱回收线路的方式,对该阶段余留的梗丝进行处理,但是此方式需要占用掺配间的空间进行相关设备的安装,且具有一定的实现难度。
技术实现要素:
4.鉴于上述,本实用新型的目的是提供一种梗丝掺配工序余留梗丝消除装置,以解决上述问题。
5.本实用新型采用的技术方案如下:
6.本实用新型提供了一种梗丝掺配工序余留梗丝消除装置,其中包括:计量电子秤、暂存柜、控制器以及贮梗丝柜;
7.所述计量电子秤设于叶丝冷却工位之后,并通过物料输送部件与叶丝冷却工位连接;
8.所述暂存柜设于所述计量电子秤之后、主线流量电子秤之前,且通过物料输送部件分别与所述计量电子秤以及所述主线流量电子秤连接;
9.所述控制器分别与所述计量电子秤以及所述贮梗丝柜电信号连接。
10.在其中至少一种可能的实现方式中,所述暂存柜的容积至少满足1000kg叶丝的贮存量。
11.在其中至少一种可能的实现方式中,所述计量电子秤的选型至少满足4000kg/h的称重能力。
12.在其中至少一种可能的实现方式中,所述控制器包括原机plc。
13.本实用新型的设计构思在于,在叶丝冷却工序后、梗丝掺配工序前加装一套计量暂存装置,为后续工序留有更多的容错空间。这样,能够缓存叶丝冷却工序后的烟丝,为掺配计算及贮梗丝柜的输出调控,提供了充足的缓冲时间,同时能够精准计量主线批次的叶丝总重,为掺配计算提供可靠的数据基础,避免不必要的梗丝供给。本实用新型从根本上解
决了行业内普遍存在的梗丝掺配后出现的掺配余料问题,一方面无需人工参与后续回收处理,降低劳动强度;另一方面,提升了掺配精度,有效避免了回收余留梗丝时对梗丝产生造碎进一步导致回收消耗等问题;并且,本实用新型设置简单,不占据掺配间的空间,便于推广实施。
附图说明
14.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步描述,其中:
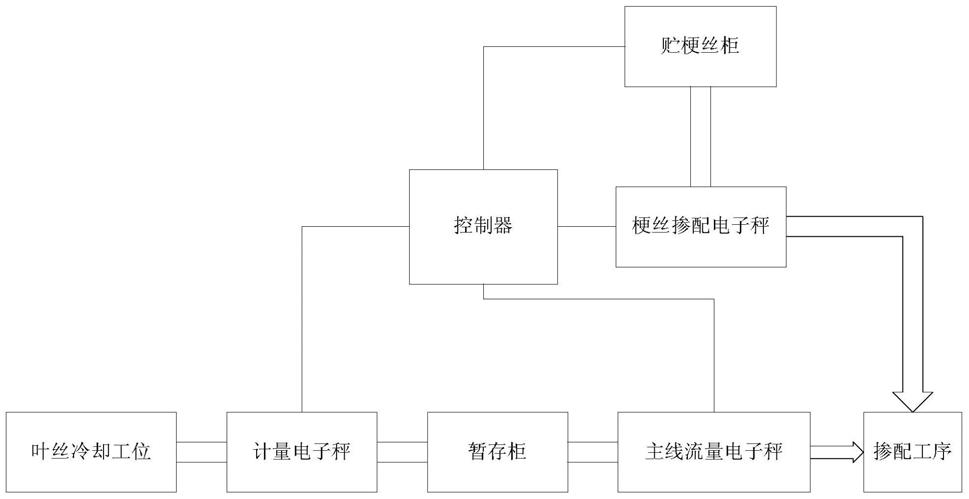
15.图1为本实用新型实施例提供的梗丝掺配工序余留梗丝消除装置的示意图。
具体实施方式
16.下面详细描述本实用新型的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能解释为对本实用新型的限制。
17.本实用新型提供了一种梗丝掺配工序余留梗丝消除装置的实施例,具体可以如图1所示,包括:计量电子秤、暂存柜、控制器以及贮梗丝柜。具体地,所述计量电子秤设于叶丝冷却工位之后,并通过物料输送部件(可以是传送带等类似机构)与叶丝冷却工位连接,所述暂存柜设于所述计量电子秤之后、主线流量电子秤之前,且通过物料输送部件分别与所述计量电子秤以及所述主线流量电子秤连接;所述控制器分别与所述计量电子秤以及所述贮梗丝柜电信号连接。
18.前述计量电子秤的作用是对经冷却工序后的主线来料进行计量称重,并可将称重信号发送至控制器(控制器可采用原机的控制系统,如用于掺配工序的plc等)。在实际操作中,所述计量电子秤的选型至少满足4000kg/h的称重能力,这是考虑到实际生产所需而设计的,即与主线的正常生产流量相对应。
19.前述暂存柜的作用则是提供一种输送暂缓机制,防止控制器进行处理并调控贮梗丝柜输出时,贮梗丝柜的出柜重量超过实际所需添加量。在实际操作中,所述暂存柜的容积至少满足1000kg叶丝的贮存量,这同样是考虑到实际生产所需而设计的,此容积的计算可以参考如下:依据从贮梗丝柜出口至梗丝掺配电子秤的落料口处的残留梗丝重量统计最大值50kg,以及需要掺配梗丝的牌号最低掺配比例为7%,可计算50/7%≈714.3kg,因而可以在此数据基础上,选型时预留一定的空间故优选采用至少具有1000kg暂存能力的暂存柜。
20.前述控制器的作用则如前所述,可以计算出需要掺配梗丝的总重,并可以传递控制信号以驱使贮梗丝柜向梗丝掺配电子秤输出对应重量的梗丝,而避免不必要的持续输出梗丝进行预填充。
21.结合图1,对上述实施例结合生产各工序的工作方式进行示意性介绍:主线叶丝经过叶丝冷却工序后输送至计量电子秤,计量电子秤可以但不限于累计主线来料进过重量计量,也即是优选可以待当前批次生产结束后将累计的叶丝重量发送至控制器,控制器可按既定的掺配比例计算出需要掺配的梗丝总重,并传递信号至贮梗丝柜,控制其输出对应重量的梗丝(控制器与贮梗丝柜的输出控制方式为现有技术);优选但不限于待暂存柜达到料满状态后将叶丝输送至原机的主线流量电子秤,当主线流量电子秤具有瞬时流量时,主线
流量电子秤可以反馈瞬时流量至控制器,控制器再既定比例计算需发送至梗丝掺配电子秤的瞬时流量,之后再由梗丝掺配电子秤的出料口输送梗丝与主线叶丝进行实际掺配混合工序(此也为现有技术,本实用新型不作赘述)。
22.综上所述,本实用新型的设计构思在于,在叶丝冷却工序后、梗丝掺配工序前加装一套计量暂存装置,为后续工序留有更多的容错空间。这样,能够缓存叶丝冷却工序后的烟丝,为掺配计算及贮梗丝柜的输出调控,提供了充足的缓冲时间,同时能够精准计量主线批次的叶丝总重,为掺配计算提供可靠的数据基础,避免不必要的梗丝供给。本实用新型从根本上解决了行业内普遍存在的梗丝掺配后出现的掺配余料问题,一方面无需人工参与后续回收处理,降低劳动强度;另一方面,提升了掺配精度,有效避免了回收余留梗丝时对梗丝产生造碎进一步导致回收消耗等问题;并且,本实用新型设置简单,不占据掺配间的空间,便于推广实施。
23.以上依据图式所示的实施例详细说明了本实用新型的构造、特征及作用效果,但以上仅为本实用新型的较佳实施例,需要言明的是,上述实施例及其优选方式所涉及的技术特征,本领域技术人员可以在不脱离、不改变本实用新型的设计思路以及技术效果的前提下,合理地组合搭配成多种等效方案;因此,本实用新型不以图面所示限定实施范围,凡是依照本实用新型的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书与图示所涵盖的精神时,均应在本实用新型的保护范围内。
技术特征:
1.一种梗丝掺配工序余留梗丝消除装置,其特征在于,包括:计量电子秤、暂存柜、控制器以及贮梗丝柜;所述计量电子秤设于叶丝冷却工位之后,并通过物料输送部件与叶丝冷却工位连接;所述暂存柜设于所述计量电子秤之后、主线流量电子秤之前,且通过物料输送部件分别与所述计量电子秤以及所述主线流量电子秤连接;所述控制器分别与所述计量电子秤以及所述贮梗丝柜电信号连接。2.根据权利要求1所述的梗丝掺配工序余留梗丝消除装置,其特征在于,所述暂存柜的容积至少满足1000kg叶丝的贮存量。3.根据权利要求1所述的梗丝掺配工序余留梗丝消除装置,其特征在于,所述计量电子秤的选型至少满足4000kg/h的称重能力。4.根据权利要求1~3任一项所述的梗丝掺配工序余留梗丝消除装置,其特征在于,所述控制器包括原机plc。
技术总结
本实用新型公开了一种梗丝掺配工序余留梗丝消除装置,本实用新型的设计构思在于,在叶丝冷却工序后、梗丝掺配工序前加装计量暂存装置,为后续工序留有更多的容错空间。这样,能够缓存叶丝冷却工序后的烟丝,为掺配计算及贮梗丝柜的输出调控,提供了充足的缓冲时间,同时能够精准计量主线批次的叶丝总重,为掺配计算提供可靠的数据基础,避免不必要的梗丝供给。本实用新型从根本上解决了行业内普遍存在的梗丝掺配后出现的掺配余料问题,一方面无需人工参与后续回收处理,降低劳动强度;另一方面,提升了掺配精度,有效避免了回收余留梗丝时对梗丝产生造碎进一步导致回收消耗等问题;并且,本实用新型设置简单,不占据掺配间的空间,便于推广实施。便于推广实施。便于推广实施。
技术研发人员:赵恒思 余晓宇 杨露 张程 李本宪 赵庆辉 朱恩康
受保护的技术使用者:红云红河烟草(集团)有限责任公司
技术研发日:2021.06.24
技术公布日:2021/12/3