1.本发明涉及烟支检测技术领域,尤其涉及一种适用于烟支检测前的预处理装置。
背景技术:
2.随着人们生活水平和消费水平的提高,消费者对卷烟的要求也逐渐提高,卷烟行业也因此制定了一系列的卷烟检测标准,用于指导各种卷烟的生产和检测,使卷烟厂生产出来的卷烟能够满足不同消费者的需求。
3.目前,卷烟厂在生产卷烟时,均会对各条生产线上的卷烟进行抽检,以检测生产过程中卷烟的各项指标是否符合相关要求。在进行抽检时,检测人员将从生产线取回来的烟支先进行编号,编号完成后再对每支烟进行重量、长度和抽吸感等相关测试,测试完成后将每支烟的相关数据对应填写,以分析生产过程中卷烟的品质。但在进行编号时,一般是通过人工用记号笔在每支烟的接装纸部位(即头部)进行标号,例如1、2、3、4或a1、a2、a3、a4等,由于每次需要标号的烟支至少有几十上百支,且烟支的直径较小,长时间的标号,容易造成检测人员手部和眼睛疲劳,影响检测人员的身心健康。
技术实现要素:
4.有鉴于此,本发明的目的是提供一种适用于烟支检测前的预处理装置,用来解决目前,在卷烟厂进行抽检时,在烟支检测前,通过人工使用记号笔在每支烟的接装纸部位进行标号,由于每次需要标号的烟支至少有几十上百支,且烟支的直径较小,长时间的标号,容易造成检测人员手部和眼睛疲劳,影响检测人员的身心健康的问题。
5.本发明通过以下技术手段解决上述技术问题:
6.一种适用于烟支检测前的预处理装置,包括第一安装座,所述第一安装座上安装有转动组件,所述第一安装座一侧安装有传输组件,所述转动组件和传输组件连接,所述传输组件的一侧安装有传动组件,所述传动组件与传输组件传动连接,所述传动组件包括安装板、第一电机、第二安装座、第一传动件、第二传动件、第三传动件、自动打码器和控制屏,所述安装板安装在传输组件的一侧,所述第二安装座安装在安装板的一侧,所述第一电机固定安装在第二安装座上,所述第一电机的输出轴穿出安装板,并与第一传动件传动连接,所述第一传动件的一端与传输组件连接,另一端与第一电机的输出轴连接,所述第一传动件与第二传动件传动连接,所述第二传动件和第三传动件的一端均转动安装在安装板上,所述第二传动件和第三传动件传动连接,所述自动打码器安装在第三传动件上,所述控制屏安装在安装板上,所述控制屏与第一电机以及转动组件均电连接。
7.进一步,所述第一传动件包括第一齿轮、第一单向棘轮、第一转动轴、皮带和第一支撑块,所述第一支撑块安装在安装板的一侧,所述第一电机的输出轴末端转动穿设在第一支撑块上,所述第一齿轮固定安装在第一电机的输出轴上,所述第一转动轴的一端转动安装在安装板上,另一端转动安装在传输组件上,所述第一单向棘轮安装在第一转动轴上,所述第一单向棘轮与第一齿轮啮合,所述皮带的一端张紧在第一转动轴上,另一端张紧在
传输组件上,这样设置,使第一电机的输出轴在正向转动带动第一齿轮转动时,第一齿轮能够带动第一单向棘轮转动,第一单向棘轮转动能够带动第一转动轴转动,第一转动轴转动能够带动皮带转动,从而能够带动传输组件工作,使烟支移动至自动打码机正下方,便于打码,在第一电机的输出轴反向转动时,第一单向棘轮空转,不会带动第一转动轴、皮带和传输组件工作。
8.进一步,所述第一电机的输出轴与安装板的连接处安装有轴承,这样设置,避免第一电机的输出轴长期转动导致磨损。
9.进一步,所述第二传动件包括第二齿轮、不完全齿轮、第二转动轴和第二支撑块,所述第二支撑块安装在安装板的一侧,所述第二转动轴转动安装在安装板和第二支撑块之间,所述第二齿轮安装在第二转动轴上,所述第二齿轮与第一齿轮啮合,所述不完全齿轮安装在第二齿轮上,且不完全齿轮与第二齿轮同轴心,这样设置,使第一齿轮转动时,能够带动第二齿轮和不完全齿轮转动。
10.进一步,所述第三传动件包括第二单向棘轮、第三转动轴、转动柱、转动套和支撑板,所述第三转动轴与转动柱一体成型,所述第三转动轴的一端转动安装在安装板上,所述第二单向棘轮安装在第三转动轴上,所述第二单向棘轮和不完全齿轮啮合,所述第二支撑块上开设有转动孔,所述转动柱的一端转动安装在转动孔内,所述转动套套接在转动柱上,所述转动柱上固定设置有卡块,所述转动套上开设有卡槽,所述卡块嵌设在卡槽内,所述支撑板固定安装在转动套的一侧,所述自动打码器固定安装在支撑板上,所述支撑板上安装有红外线对准仪,所述红外线对准仪和控制屏电连接,这样设置,使第一齿轮正向转动时,带动第二齿轮和不完全齿轮转动,不完全齿轮转动带动第二单向棘轮空转,不会带动第三转动轴、转动柱、转动套、支撑板和自动打码机转动;当第一齿轮反向转动时,带动第二齿轮和不完全齿轮转动,不完全齿轮转动带动第二单向棘轮转动,使第二单向棘轮转动能够带动第三转动轴、转动柱、转动套、支撑板和自动打码机转动,从而使自动打码机能够对烟支头部的四个面进行自动打码。
11.进一步,所述传输组件包括固定板、两个固定块、两个转动杆、传输带和放置带,两个所述固定块分别安装在固定板的首尾两端,两个所述转动杆的一端分别转动安装在两个固定块上,另一端转动安装在固定板上,其中一个所述转动杆与皮带连接,所述第一转动轴的一端转动安装在安装板上,另一端转动安装在其中一个固定块上,所述传输带张紧在两个转动杆上,所述放置带张紧在传输带上,这样设置,使第一电机的工作能够同步带动传动组件和传输组件工作,使一个动力源能够实现传输组件和传动组件的工作,节约使用成本。
12.进一步,所述传输带上开设有多个卡接槽,所述放置带上固定设置有卡接块,所述卡接块卡接在卡接槽内,所述放置带上开设有若干放置槽,这样设置,使放置带能够稳定随着传输带在两个转动杆上转动,且烟支放置在放置槽上,便于连续对烟支进行打码。
13.进一步,所述转动组件包括第二电机、电机座、放置架、转动轮和第一滑板,所述电机座固定安装在第一安装座上,所述第二电机固定安装在电机座上,所述第二电机与控制屏电连接,所述放置架安装在第一安装座上,所述放置架上开设有安装槽,所述转动轮转动安装在安装槽的底部,所述第二电机的输出轴与转动轮的一端固定连接,所述转动轮上均匀开设有多个转动槽,所述放置架上开设有通槽,所述通槽和安装槽连通,所述第一滑板安装在放置架外壁上,所述第一滑板的一端位于通槽处,另一端位于放置带上,所述安装槽内
安装有承载板,所述安装槽内于转动轮一侧安装有倾斜板,这样设置,使抽检取的烟支能够完全放在放置架内,通过转动轮的转动,使烟支能够一支一支的进行第一滑板,从而进入放置带上的放置槽。
14.进一步,所述固定板和其中一个固定块上安装有第二滑板,所述第二滑板与放置带相接,这样设置,使标号完成的烟支能够通过第二滑板进入下一工序,避免掉落或人工拿取。
15.本发明的一种适用于烟支检测前的预处理装置,具有如下优点:
16.1、通过转动组件、传输组件和传动组件的相互配合,能够对抽检的烟支一支一支的连续进行标号,且能够对每支烟的接装纸部位的四个面均进行标号,方便、快捷,避免检测人员人工标号的繁琐,以及影响检测人员的身心健康;
17.2、通过传动组件中的第一电机、第一传动件、第二传动件和第三传动件的相互配合,使第一电机的输出轴正转能够带动第一传动件和第二传动件工作,第一传动件工作能够带动传输组件工作,使烟支能够传输在自动打码机的正下方,从而便于打码,第二传动件工作不会带动第三传动件工作;当第一电机的输出轴反转时,第一传动件不会工作,第二传动件能够带动第三传动件工作,从而对烟支的接装纸部位的四个面均进行打码,便于后续的识别以及检测,实现了一个动力源同时带动传动组件和传输组件工作,节约使用成本;
18.3、通过转动组件中的第二电机、放置架、转动轮、第一滑板、承载板和倾斜板的相互配合,使抽检取的烟支能够完全放在放置架内,通过转动轮的转动,使烟支能够一支一支的依次通过自动打码器下方,不必人工手动放置烟支,节约了时间;
19.4、通过控制屏控制第一电机、第二电机、自动打码器和红外线对准仪的工作,使整个装置的工作不需要人工操作,更加自动化、智能。
附图说明
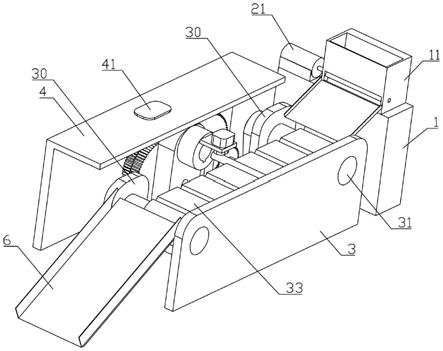
20.图1是本发明一种适用于烟支检测前的预处理装置的结构示意图一;
21.图2是本发明一种适用于烟支检测前的预处理装置的结构示意图二;
22.图3是本发明一种适用于烟支检测前的预处理装置中转动组件的剖视结构示意图;
23.图4是本发明一种适用于烟支检测前的预处理装置中传输组件的部分安装结构示意图;
24.图5是本发明一种适用于烟支检测前的预处理装置中传动组件的部分安装结构示意图;
25.图6是本发明一种适用于烟支检测前的预处理装置中传动组件的剖视结构示意图;
26.其中,第一安装座1、放置架11、安装槽111、通槽112、承载板113、倾斜板114、第一滑板12、电机座2、第二电机21、转动轮22、转动槽221、固定板3、固定块30、转动杆31、传输带32、卡接槽321、放置带33、卡接块331、放置槽332、套筒34、烟支35;
27.安装板4、控制屏41、第二支撑块42、转动孔421、第二安装座5、第一电机51、第一齿轮511、第一支撑块512、轴承52、第一转动轴53、第一单向棘轮531、皮带532、第二转动轴54、第二齿轮541、不完全齿轮542、第三转动轴55、转动柱551、卡块552、第二单向棘轮56、转动
套57、卡槽571、支撑板58、自动打码器581、红外线对准仪582、第二滑板6。
具体实施方式
28.以下将结合附图和具体实施例对本发明进行详细说明:
29.如图1
‑
6所示,本发明的一种适用于烟支检测前的预处理装置,包括第一安装座1,第一安装座1上安装有转动组件,通过转动组件能够放置抽检取的烟支35,并能够将烟支35一支一支的依次释放处转动组件。第一安装座1一侧安装有传输组件,用于传输烟支35,转动组件和传输组件连接,使转动组件释放的烟支35能够依次进入传输组件。传输组件的一侧安装有传动组件,传动组件与传输组件传动连接,使传输组件上的烟支35能够依次通过传动组件的标号,方便、快捷;且传输组件和传动组件通过一个动力源带动,节约使用成本。
30.转动组件包括第二电机21、电机座2、放置架11、转动轮22和第一滑板12,电机座21固定安装在第一安装座1上,第二电机2固定安装在电机座21上,放置架11固定安装在第一安装座1上,放置架11上开设有安装槽111,转动轮22转动安装在安装槽111的底部,第二电机21的输出轴与转动轮22的一端固定连接,使第二电机21的工作能够带动转动轮22转动。转动轮22上均匀开设有多个转动槽221,放置架11上开设有通槽112,通槽112的宽度尺寸大于烟支35的宽度尺寸,通槽112和安装槽111连通,使转动槽221上的烟支35能够通过转动轮22转动,从而通过通槽112滑出转动轮22。第一滑板12安装在放置架11外壁上,第一滑板12的一端位于通槽112处,另一端位于传输组件上,使滑出转动轮22的烟支35能够通过第一滑板滑入传输组件。
31.安装槽111内安装有承载板113,承载板113位于转动轮22上方,且承载板113的底部不会阻挡转动轮22上烟支35随转动轮22转动,承载板113的上部呈倾斜状,使烟支35能够自动下滑,承载板113与安装槽111一侧的内壁距离大于烟支35的直径,且只允许一根烟通过,使承载板113上方下滑的烟支在承载板113与安装槽111内壁之间依次排列下降。安装槽111内于转动轮22一侧安装有倾斜板114,倾斜板114的倾斜面与转动轮22相对,使每支下降的烟支35能够进入转动轮22上的转动槽221。
32.传动组件包括安装板4、第一电机51、第二安装座5、第一传动件、第二传动件、第三传动件、自动打码器581和控制屏41,安装板4呈l形,安装板4安装在传输组件的一侧,第二安装座5安装在安装板4的一侧,第一电机51固定安装在第二安装座5上,第一电机51的输出轴穿出安装板4,并与第一传动件传动连接,第一传动件的一端与传输组件连接,另一端与第一电机51的输出轴连接,使第一电机51的工作能够带动第一传动件工作,第一传动件工作能够带动传输组件工作。第一传动件与第二传动件传动连接,第二传动件和第三传动件的一端均转动安装在安装板上,第二传动件和第三传动件传动连接,自动打码器581安装在第三传动件上,使第一电机51的工作能够带动第一传动件工作,第一传动件的工作能够带动第二传动件工作,第二传动件的工作能够带动第三传动件工作,第三传动件能够带动自动打码器581转动,从而使一个动力源能够同时带动传动组件和传输组件工作,节约使用成本。控制屏41安装在安装板4上,控制屏41与第一电机51以及第二电机21均电连接,使控制屏41能够控制第一电机51和第二电机21的工作。
33.第一传动件包括第一齿轮511、第一单向棘轮531、第一转动轴53、皮带532和第一支撑块512,第一支撑块512安装在安装板4的一侧,第一电机51的输出轴末端转动穿设在第
一支撑块512上,第一电机51的输出轴与安装板4的连接处安装有轴承52,通过轴承52的安装,避免第一电机51的输出轴长期转动导致磨损。第一齿轮511固定安装在第一电机51的输出轴上,第一转动轴53的一端转动安装在安装板4上,另一端转动安装在传输组件上,第一单向棘轮531安装在第一转动轴53上,第一单向棘轮531与第一齿轮511啮合,皮带532的一端张紧在第一转动轴53上,另一端张紧在传输组件上,使第一电机51的输出轴正向转动时,能够带动第一齿轮511转动,第一齿轮511正向转动能够带动第一单向棘轮531转动,第一单向棘轮531转动能够带动第一转动轴53转动,第一转动轴53转动能够带动皮带532转动,从而能够带动传输组件工作,使烟支35移动至自动打码器581正下方,便于打码;在第一电机51的输出轴反向转动时,第一齿轮511带动第一单向棘轮531空转,从而不会带动第一转动轴53、皮带532和传输组件工作。
34.第二传动件包括第二齿轮541、不完全齿轮542、第二转动轴54和第二支撑块42,第二支撑块42安装在安装板4的一侧,第二转动轴54转动安装在安装板4和第二支撑块42之间,第二齿轮541固定安装在第二转动轴54上,第二齿轮541与第一齿轮511啮合,使第一齿轮511的转动能够带动第二齿轮541转动。不完全齿轮542安装在第二齿轮541上,且不完全齿轮542与第二齿轮541同轴心,使第二齿轮541的转动能够同步带动不完全齿轮542转动。
35.第三传动件包括第二单向棘轮56、第三转动轴55、转动柱551、转动套57和支撑板58,第三转动轴55与转动柱551一体成型,第三转动轴55的一端转动安装在安装板4上,第二单向棘轮56固定安装在第三转动轴55上,第二单向棘轮56和不完全齿轮542啮合,使不完全齿轮542转动时,能够带动第二单向棘轮56转动。第二支撑块42上开设有转动孔421,转动柱551的一端转动安装在转动孔421内,将第三转动轴55和转动柱551转动安装在安装板4和第二支撑块42之间。转动套57套接在转动柱551上,转动柱551上固定设置有卡块552,转动套57上开设有卡槽571,卡块552嵌设在卡槽571内,支撑板58固定安装在转动套57的一侧,自动打码器581固定安装在支撑板58上,使转动柱551的转动能够带动转动套57转动,转动套57转动能够带动支撑板58和自动打码器581转动,从而对烟支35的接装纸部位的四个面均进行打码。支撑板58上安装有红外线对准仪582,红外线对准仪582能够检测烟支35的有无,且与自动打码器581是否对准,使自动打码器581与烟支35正对应时,能够精准打码,且进一步转动后的自动打码器581与烟支35的一个侧面对齐,使烟支35上的标号更均匀。红外线对准仪582和控制屏41电连接,使控制屏41能够控制红外线对准仪582的工作。
36.当第一齿轮511正向转动时,带动第二齿轮541和不完全齿轮542转动,不完全齿轮542转动带动第二单向棘轮56空转,不会带动第三转动轴55、转动柱551、转动套57、支撑板58、自动打码器581和红外线对准仪582转动,从而使传输组件工作时,自动打码器581与红外线对准仪582不会转动;当第一齿轮511反向转动时,带动第二齿轮541和不完全齿轮542转动,不完全齿轮542转动带动第二单向棘轮56转动,使第二单向棘轮56转动能够带动第三转动轴55、转动柱551、转动套57、支撑板58、自动打码器581和红外线对准仪582转动,不完全齿轮542转动一圈带动第二单向棘轮56转动四分之一圈,从而使自动打码器581能够对烟支35接装纸的四个面进行均匀打码,此时,第一单向棘轮531空转,不会带动第一转动轴53、皮带532和传输组件工作,使烟支35能够稳定停留在自动打码器581的正下方。
37.传输组件包括固定板3、两个固定块30、两个转动杆31、传输带32和放置带33,两个固定块30分别安装在固定板3的首尾两端,两个转动杆31的一端分别转动安装在两个固定
块30上,另一端转动安装在固定板3上,其中一个转动杆31与皮带532连接,第一转动轴53的一端转动安装在安装板4上,另一端转动安装在其中一个固定块30上,将第一转动轴53转动安装在安装板4和固定块30上。传输带32张紧在两个转动杆31上,传输带32与两个固定块30之间有一定间距,便于烟支35的接装纸部位露出,从而便于打码。传输带32与两个固定块30之间于两个转动杆31上分别套接有套筒34,套筒34的一端与固定板30固定连接,通过套筒34的设置,避免传输带32在转动杆31的长期转动过程中,导致传输带32错位。放置带33张紧在传输带32上,使第一转动轴53转动时,能够带动皮带532转动,皮带532转动能够带动转动杆31转动,转动杆31转动能够带动传输带32和放置带33转动,从而将烟支35移动,从而使第一电机51的工作能够同步带动传动组件和传输组件工作,使一个动力源能够实现传输组件和传动组件的工作,节约使用成本。
38.传输带32上开设有多个卡接槽321,放置带33上固定设置有卡接块331,卡接块331卡接在卡接槽321内,使放置带33能够稳定随着传输带32在两个转动杆31上转动,且放置带33长期使用后能够更换。放置带33上开设有若干放置槽332,便于烟支35稳定放置在放置带33上,从而方便打码。固定板3和其中一个固定块30上安装有第二滑板6,第二滑板6与放置带33相接,通过第二滑板6的设置,使标号完成的烟支35能够通过第二滑板6进入下一工序,避免掉落或人工拿取。
39.本实施例的使用方法:使用前,先将抽检用的烟支35整齐放置在放置架11内,使烟支35的接装纸部位朝向第二电机21的位置,全部烟支放置在放置架11内后,由于承载板113与倾斜板114在安装槽111内的位置关系,使部分烟支先进入承载板113与安装槽111的内壁之间,并整齐排列,且有一根烟支与转动轮22相抵或位于转动轮22的转动槽221内;
40.使用时,通过控制屏41启动第二电机21,第二电机21工作使转动轮22转动,从而将烟支35通过通槽112释放到第一滑板12上,烟支35在第一滑板12上滑动到放置带33上的放置槽332内,第一电机51启动,第一电机51的输出轴正转,带动第一齿轮511正转,第一齿轮511正转带动第一单向棘轮531转动,同时,第一齿轮511正转带动第二齿轮541转动,第二齿轮541转动带动不完全齿轮542转动,不完全齿轮542转动带动第二单向棘轮56空转;第一单向棘轮531转动带动第一转动轴53转动,第一转动轴53转动带动皮带532转动,皮带532转动带动其中一个转动杆31转动,转动杆31转动带动传输带32与放置带33转动,从而带动烟支35移动至自动打码器581正下方,并被红外线对准仪582检测到,从而使第一电机51的输出轴停止正转,并开始反转,当第一电机51的输出轴反向转动时,带动第一齿轮511反转,第一齿轮511反转带动第一单向棘轮531空转,同时,第一齿轮511反转带动第二齿轮541反转,第二齿轮541转动带动不完全齿轮542转动,不完全齿轮542转动带动第二单向棘轮56转动,第二单向棘轮56转动带动第三转动轴55和转动柱551转动,转动柱551转动带动转动套57、支撑板58、自动打码器581和红外线对准仪582转动,不完全齿轮542转动一圈带动第二单向棘轮56转动四分之一圈,从而使自动打码器581能够对烟支35接装纸的四个面进行均匀打码;
41.打码完成后,第一电机51的输出轴停止反向转动,开始正向转动,从而使传输带32和放置带33移动,使打码完成后的烟支35通过第二滑板6进入下一工序,在此过程中,第二根烟支正好进入自动打码器581的正下方,并被红外线对准仪582检测到,重复上述步骤,即可使整个装置对烟支进行连续打码,方便、快捷。
42.以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发
明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。本发明未详细描述的技术、形状、构造部分均为公知技术。