1.本实用新型涉及呕吐袋技术领域,特别涉及一种全生物降解呕吐袋。
背景技术:
2.在医院病房,呕吐袋是必备的用品,病人在呕吐时需要用呕吐袋盛装呕吐物。在现有技术中,病人使用的呕吐袋往往是使用普通的塑料袋,这种普通的塑料袋具有如下问题:其一、塑料袋的袋口需要人手进行撑开,撑开之后才能将呕吐物吐向塑料袋之内,但病人在呕吐时,往往是非常迅速的过程,呕吐时来不及撑开塑料袋的袋口;其二、病人在呕吐时,塑料袋需要一直提着,比较费力,使用不方便;其三、普通塑料袋为不可降解的塑料袋,塑料结构稳定,不易被天然微生物菌降解,在自然环境中长期不分离,将在环境中变成污染物永久存在并不断累积,会对环境造成极大危害。
技术实现要素:
3.本实用新型要解决的技术问题是根据上述现有技术的不足,提供一种全生物降解呕吐袋,该呕吐袋包括全生物降解套环及全生物降解袋体,全生物降解袋体的袋口套设于全生物降解套环之外,两者之间相互过盈配合,全生物降解套环能起到撑开袋口的作用,病人使用时无需用人手撑开袋口;将全生物降解套置于外部器械上时,病人无需用人手一直提着全生物降解袋体,使用方便;并且,全生物降解套环及全生物降解袋体均具有良好的生物降解性,易被天然微生物菌降解,在土壤环境或潮湿环境下的降解速度非常快;全生物降解袋体的质地挺度和硬度适中、拉伸强度好、不易断裂,水汽阻隔性好。
4.为解决上述技术问题,本实用新型的技术方案是:一种全生物降解呕吐袋,包括全生物降解套环及全生物降解袋体,所述全生物降解袋体的袋口套设于全生物降解套环之外,两者之间相互过盈配合;所述全生物降解袋体从外之内依次包括第一pbat膜层、pbat与pla共混膜层、淀粉与pbat共混膜层、第二pbat膜层;所述第一pbat膜层的厚度为3~7μm,所述pbat与pla共混膜层的厚度为4~8μm,所述淀粉与pbat共混膜层的厚度为6~10μm,所述第二pbat膜层的厚度为3~7μm。
5.优选地,所述第一pbat膜层的厚度为5μm,所述pbat与pla共混膜层的厚度为6μm,所述淀粉与pbat共混膜层的厚度为8μm,所述第二pbat膜层的厚度为5μm。
6.优选地,所述袋体的前侧设有两列容量刻度,左侧的一列容量刻度的单位为毫升,右侧的一列容量刻度的单位是盎司。
7.优选地,所述全生物降解套环为淀粉与pbat共混套环。
8.优选地,所述全生物降解套环从上至下依次连接有外延部、凸起部和斜面部,所述外沿部的上端往外延伸,所述凸起部的中部往外凸起,所述斜面部的上端往外倾斜。所述斜面部的下端设置有若干个圆形卡孔,圆形卡孔的下端具有开口。
9.本实用新型的有益效果是:其一、由于本实用新型包括全生物降解套环及全生物降解袋体,全生物降解袋体的袋口套设于全生物降解套环之外,两者之间相互过盈配合,因
此,全生物降解套环能起到撑开袋口的作用,病人使用时无需用人手撑开袋口,将全生物降解套置于外部器械上时,病人无需用人手一直提着全生物降解袋体,使用方便;其二、全生物降解套环及全生物降解袋体均具有良好的生物降解性,易被天然微生物菌降解,在土壤环境或潮湿环境下的降解速度非常快;其三、全生物降解袋体从外之内依次包括第一pbat膜层、pbat与pla共混膜层、淀粉与pbat共混膜层、第二pbat膜层,pbat膜层的拉升强度好能提升呕吐袋的整体韧性,使呕吐袋整体拉伸强度非常好,不易断裂,并且水汽阻隔性好,pbat与pla共混膜层的pbat拉升强度好,pla具有较高的硬度,pbat与pla共混膜层使得呕吐袋整体挺度和硬度适中、便于使用;淀粉与pbat共混膜层能大幅提升呕吐袋的生物降解性,在土壤环境或潮湿环境下的降解速度非常快。
附图说明
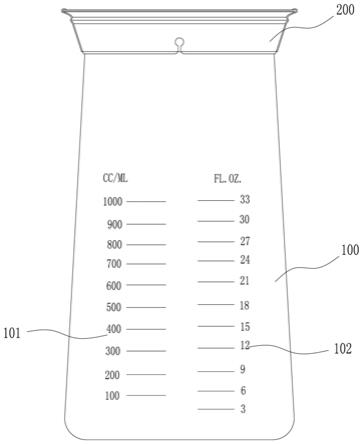
10.图1为本实用新型的整体结构示意图。
11.图2为全生物降解套环的侧部结构图。
12.图3为全生物降解套环的俯视结构图。
13.图4为全生物降解袋体的剖视图。
14.图5为全生物降解套环及全生物降解袋体的组装过程示意图。
具体实施方式
15.下面结合附图对本实用新型的结构原理和工作原理作进一步详细说明。
16.如图1-图4所示,本实用新型为一种全生物降解呕吐袋,包括全生物降解套环100及全生物降解袋体200,所述全生物降解袋体100的袋口套设于全生物降解套环200之外,两者之间相互过盈配合;所述全生物降解袋体100从外之内依次包括第一pbat膜层1、pbat与pla共混膜层2、淀粉与pbat共混膜层3、第二pbat膜层4;所述第一pbat膜层1的厚度为3~7μm,优选为5μm;所述pbat与pla共混膜层2的厚度为4~8μm,优选为6μm;所述淀粉与pbat共混膜层3的厚度为6~10μm,优选为8μm;所述第二pbat膜层4的厚度为3~7μm,优选为5μm。
17.在pbat与pla共混膜层2中,pbat(己二酸丁二醇酯和对苯二甲酸丁二醇酯的共聚物)占膜层重量的80%,pla(聚乳酸)占膜层重量的20%,这样能调节呕吐袋挺度和硬度,挺度和硬度适中;在淀粉与pbat共混膜层中,淀粉占膜层重量的25%,pbat占膜层重量的75%,淀粉与pbat共混膜层能大幅提升呕吐袋的生物降解性,在土壤环境或潮湿环境下的降解速度非常快。
18.如图1所示,所述袋体100的前侧设有两列容量刻度101、102,左侧的一列容量刻度101的单位为毫升,右侧的一列容量刻度102的单位是盎司,以适应不同国家和地区的使用者。
19.如图1-图3所示,所述全生物降解套环200为淀粉与pbat共混套环。在淀粉与pbat共混套环中,淀粉占套环重量的25%,pbat占套环重量的75%,淀粉与pbat共混套环具有较高的生物降解性,在土壤环境或潮湿环境下的降解速度非常快。
20.如图1-图3所示,所述全生物降解套环200从上至下依次连接有外延部201、凸起部202和斜面部203,所述外沿部201的上端往外延伸,所述凸起部202的中部往外凸起,所述斜面部203的上端往外倾斜。采用这种结构,能使全生物降解袋体100的袋口紧密套设于全生
物降解套环200之外,并且能使全生物降解套环200方便固定于外部器械(图中未示出)上。进一步,所述斜面部203的下端设置有若干个圆形卡孔204,圆形卡孔204的下端具有开口,当全生物降解套环200固定于外部器械上时,能通过圆形卡孔204卡住全生物降解套环200不动。
21.本实用新型全生物降解呕吐袋的加工方法如下:
22.一、制造全生物降解套环的步骤,采用注塑成型的方式成型全生物降解套环;
23.二、制造全生物降解袋体的步骤,首先将四层膜层的材料都调配好;然后将四层膜层的材料在挤出机中挤出成型,在挤出机模头处,在130℃-140℃熔融状态下,四层膜层结合在一起,形成带状膜;接着在带状膜上印刷两列容量刻度;再接着将带状膜依次切断成呕吐袋袋片;再接着将每片呕吐袋袋片的一端往上折叠,热封成全生物降解呕吐袋;
24.三、组装全生物降解呕吐袋的步骤,将全生物降解套环从下往上斜向塞入全生物降解袋体的袋口中;然后,将全生物降解套环拉平,在拉平过程中,全生物降解套环与全生物降解袋体的袋口相互过盈配合,紧密套装在一起;最后用人手往上伸入全生物降解袋体中,拉住全生物降解袋体上端,往下拉,使全生物降解袋体的内侧与外侧对调翻转,形成图1中所示的全生物降解呕吐袋。
25.以上所述,仅是本实用新型较佳实施方式,凡是依据本实用新型的技术方案对以上的实施方式所作的任何细微修改、等同变化与修饰,均属于本实用新型技术方案的范围内。