1.本实用新型涉及蜂窝纸板加工领域,特别是一种蜂窝纸板上胶后的预包边装置。
背景技术:
2.随着经济的发展和人们环保观念的提高,作为环保型材料的蜂窝纸板的应用范围越来越广。蜂窝纸板大多用于包装领域,因此对蜂窝纸板的外观要求较高,蜂窝纸板一般是由单层具有给定厚度的芯纸和双层的面纸胶合组成,蜂窝纸板制作成型后为了美观及增加强度一般要进行包边处理,现有的包边过程大多采用无源型的包边工艺,这里的“无源”是指蜂窝纸板在包边过程中不使用附加的护棱、护角纸或包边纸带进行包边,无源型包边工艺是通过挤压蜂窝纸板的芯纸,露出边缘的面层,然后利用面层进行包边。现有的包边机大都是一次性包边成型,在包边过程中不仅易造成包边折断,还易造成包边效果不理想的状态下,很难进行调整、补救,易造成蜂窝纸板的报废,增加生产成本。
技术实现要素:
3.本实用新型的目的是克服现有技术的上述不足而提供一种蜂窝纸板上胶后的预包边装置,它不仅利于提高接下来的包边质量,还利于降低生产成本。
4.本实用新型的技术方案是:一种蜂窝纸板上胶后的预包边装置,包括安装架和安装在安装架上的若干个轮侧倾斜角度呈梯度增加的包边轮组,最前端包边轮组的轮侧倾斜角度不小于10度,最后端包边轮组的轮侧倾斜角度不大于80度。
5.本实用新型进一步的技术方案是:所述包边轮组的个数不少于两个。
6.进一步,每个所述包边轮组中包边轮的个数不少于六个,并呈对称分布。
7.进一步,包边轮组的个数为三个,分别为第一包边轮组、第二包边轮组和第三包边轮组。
8.进一步,第一包边轮组中包边轮的轮侧倾斜角度为20度,第二包边轮组中包边轮的轮侧倾斜角度为60度,第三包边轮组中包边轮的轮侧倾斜角度为75度。
9.进一步,所述包边轮组用于长条形蜂窝纸板长度方向上的包边。
10.进一步,所述包边轮组所含包边轮包括竖直放置的第一轮轴和安装在第一轮轴上部用于承托蜂窝纸板的圆盘,位于所述圆盘上端的第一轮轴为第一包边部分,所述第一包边部分呈锥台结构,上端的尺寸小于下端的尺寸,所述包边轮为表面光滑的实心不锈钢结构。
11.进一步,所述包边轮组用于长方形或正方形蜂窝纸板宽度方向上的包边。
12.进一步,所述包边轮组所含包边轮包括水平放置的第二轮轴和位于第二轮轴两端部用于挤压包边的第二包边部分,所述第二包边部分呈锥台结构,内侧尺寸小于外侧尺寸,所述包边轮为表面光滑的实心不锈钢结构。
13.上述所述的蜂窝纸板上胶后的预包边装置的使用方法具体包括如下步骤:
14.s1:把已经将芯板挤压成型待包边的蜂窝纸板放置在蜂窝纸板上胶后的预包边装
置的进料端;
15.s2:先将蜂窝纸板两侧裸露出来的上面层先压下,使上面层紧贴芯板层的侧边,然后依次经过轮侧倾斜角度呈梯度增加的包边轮组,进行下面层的逐级向上倾斜,实现逐级预包边。
16.本实用新型的有益效果:
17.(1)本实用新型通过在蜂窝纸板包边装置前设置预包边装置,可使蜂窝纸板在进入包边装置前有一个预先定型,利于提高包边质量;
18.(2)本实用新型的预包边装置采用轮侧倾斜角度呈梯度增加的包边轮组进行逐级包边,使蜂窝纸板的下面层逐步倾斜成一个预包边状态,这样在接下来的包边操作过程中就不易造成因突然弯折90度而造成的断裂、歪斜等问题,利于提高包边效率;
19.(3)本实用新型的预包边装置可根据实际情况随时观察每个梯度预包边的情况,当发现有预包边不理想的情况,还可以及时进行调整,保证最后预包边完成时的合格率比较高,可进一步降低包边过程中的报废率,利于降低生产成本。
附图说明
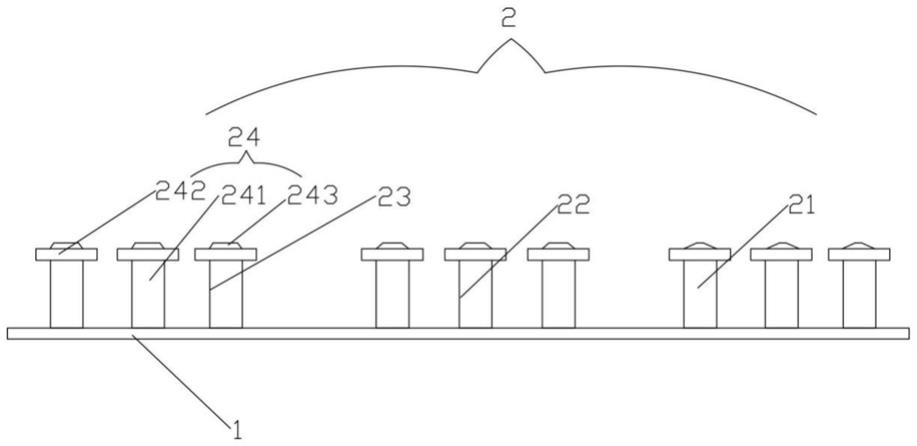
20.图1是本实用新型实施例1的结构示意图;
21.图2是本实用新型实施例2的结构示意图。
22.图例说明:
23.1、安装架;2、包边轮组;21、第一包边轮组;22、第二包边轮组;23、第三包边轮组;24、包边轮;241、第一轮轴;242、圆盘;243、第一包边部分;244、第二轮轴;245、第二包边部分;25、最前端包边轮组;26、最后端包边轮组。
具体实施方式
24.以下将结合说明书附图和具体实施例对本实用新型做进一步详细说明。
25.实施例1:
26.如附图1所示,一种蜂窝纸板上胶后的预包边装置,包括安装架1和安装在安装架1上的三个轮侧倾斜角度呈梯度增加的包边轮组2,分别为第一包边轮组21、第二包边轮组22和第三包边轮组23,第一包边轮组21中包边轮的轮侧倾斜角度为20度,第二包边轮组22中包边轮的轮侧倾斜角度为60度,第三包边轮组23中包边轮的轮侧倾斜角度为75度。
27.本实施例中,每个包边轮组2中包边轮24的个数为六个,并呈对称分布。
28.本实施中的三个包边轮组2均用于长条形蜂窝纸板长度方向上的包边,包边轮组2所含包边轮24包括竖直放置的第一轮轴241和安装在第一轮轴241上部用于承托蜂窝纸板的圆盘242,位于圆盘242上端的第一轮轴241为第一包边部分243,第一包边部分243呈锥台结构,上端的尺寸小于下端的尺寸,通过第一包边部分243进行挤压,可实现预包边效果,包边轮24为表面光滑的实心不锈钢结构,包边过程中的可靠性较高。
29.上述的蜂窝纸板上胶后的预包边装置的使用方法具体包括如下步骤:
30.s1:把已经将芯板挤压成型待包边的蜂窝纸板放置在蜂窝纸板上胶后的预包边装置的进料端;
31.s2:先将蜂窝纸板两侧裸露出来的上面层先压下,使上面层紧贴芯板层的侧边,然
后依次经过第一包边轮组21、第二包边轮组22和第三包边轮组23,进行下面层的逐级向上倾斜(先倾斜20度,再倾斜60度,最后倾斜75度),实现逐级预包边。
32.实施例2:
33.如附图2所示,一种蜂窝纸板上胶后的预包边装置,包括安装架1和安装在安装架1上的两个轮侧倾斜角度呈梯度增加的包边轮组2,最前端包边轮组25的轮侧倾斜角度为30度,最后端包边轮组26的轮侧倾斜角度为70度。
34.本实施例中,每个包边轮组2中包边轮24的个数为八个,并呈对称分布。
35.本实施例中,两个包边轮组2用于长方形或正方形蜂窝纸板宽度方向上的包边,包边轮组2所含包边轮24包括水平放置的第二轮轴244和位于第二轮轴244两端部用于挤压包边的第二包边部分245,第二包边部分245呈锥台结构,内侧尺寸小于外侧尺寸,通过第二包边部分245进行挤压,可实现预包边效果,包边轮24为表面光滑的实心不锈钢结构,包边过程中的可靠性较高。
36.上述的蜂窝纸板上胶后的预包边装置的使用方法具体包括如下步骤:
37.s1:把已经将芯板挤压成型待包边的蜂窝纸板放置在蜂窝纸板上胶后的预包边装置的进料端;
38.s2:先将蜂窝纸板两侧裸露出来的上面层先压下,使上面层紧贴芯板层的侧边,然后依次经过最前端包边轮组25和最后端包边轮组26,进行下面层的逐级向上倾斜(先倾斜30度,再倾斜70度),实现逐级预包边。
技术特征:
1.一种蜂窝纸板上胶后的预包边装置,其特征在于,包括安装架和安装在安装架上的若干个轮侧倾斜角度呈梯度增加的包边轮组,最前端包边轮组的轮侧倾斜角度不小于10度,最后端包边轮组的轮侧倾斜角度不大于80度。2.根据权利要求1所述的蜂窝纸板上胶后的预包边装置,其特征在于,所述包边轮组的个数不少于两个。3.根据权利要求1所述的蜂窝纸板上胶后的预包边装置,其特征在于,每个所述包边轮组中包边轮的个数不少于六个,并呈对称分布。4.根据权利要求1-3中任一项所述的蜂窝纸板上胶后的预包边装置,其特征在于,包边轮组的个数为三个,分别为第一包边轮组、第二包边轮组和第三包边轮组。5.根据权利要求4所述的蜂窝纸板上胶后的预包边装置,其特征在于,第一包边轮组中包边轮的轮侧倾斜角度为20度,第二包边轮组中包边轮的轮侧倾斜角度为60度,第三包边轮组中包边轮的轮侧倾斜角度为75度。6.根据权利要求1-3中任一项所述的蜂窝纸板上胶后的预包边装置,其特征在于,所述包边轮组用于长条形蜂窝纸板长度方向上的包边。7.根据权利要求6所述的蜂窝纸板上胶后的预包边装置,其特征在于,所述包边轮组所含包边轮包括竖直放置的第一轮轴和安装在第一轮轴上部用于承托蜂窝纸板的圆盘,位于所述圆盘上端的第一轮轴为第一包边部分,所述第一包边部分呈锥台结构。8.根据权利要求1-3中任一项所述的蜂窝纸板上胶后的预包边装置,其特征在于,所述包边轮组用于长方形或正方形蜂窝纸板宽度方向上的包边。9.根据权利要求8所述的蜂窝纸板上胶后的预包边装置,其特征在于,所述包边轮组所含包边轮包括水平放置的第二轮轴和位于第二轮轴两端部用于挤压包边的第二包边部分,所述第二包边部分呈锥台结构。
技术总结
本实用新型提供了一种蜂窝纸板上胶后的预包边装置,包括安装架和安装在安装架上的若干个轮侧倾斜角度呈梯度增加的包边轮组,最前端包边轮组的轮侧倾斜角度不小于10度,最后端包边轮组的轮侧倾斜角度不大于80度。本实用新型不仅利于提高接下来的包边质量,还利于降低生产成本。生产成本。生产成本。
技术研发人员:唐建军 杨佳琳 刘胜祥 陈志国
受保护的技术使用者:湖南华望科技股份有限公司
技术研发日:2021.03.24
技术公布日:2022/1/11