1.本实用新型涉及烟支切割装置,具体是一种烟支任意长度全自动快速分切装置。
背景技术:
2.烟支的长度一般是由卷烟机在进行批量生产卷制时直接分切成规定的长度,但是实验室进行相关研究时需要用到少量的不同长度规格的烟支进行不同的实验,如果频繁的在卷烟机上修改长度参数进行少量的生产,会极大的影响企业的正常生产秩序,并造成资源的浪费。
3.因此需要一种烟支切割装置,能够将常规长度的烟支进行任意长度的快速分切,以满足后续实验研究,而目前还没有相应的实验装置可以使用。
技术实现要素:
4.本实用新型的目的正是基于上述现有技术状况而提供一种烟支自动分切装置,可将烟支进行任意长度切割,且能保证切口整齐、分切速度快、全自动运行。
5.本实用新型的目的是通过以下技术方案来实现的:
6.一种烟支自动分切装置,包括机壳、料仓组件、卷烟分切机构和接烟盒,
7.所述料仓组件安装在机壳前面板上,由料仓及设在料仓底部的拨烟辊构成,
8.所述卷烟分切机构安装在位于料仓正下方的机壳前面板上,包括接烟鼓轮、鼓轮电机、定位基板、吹烟器件、推烟组件及切刀组件,接烟鼓轮圆周面上沿轴向均布有多道用于容纳烟支的凹槽,每个凹槽中仅能放置一支烟,接烟鼓轮沿圆周方向设有一用于刀片嵌入的环形切刀缝,且沿接烟鼓轮还设置有用于防止烟支掉落的半圆弧形护板;定位基板紧贴接烟鼓轮后侧设置;吹烟器件设置在接烟鼓轮前侧,吹气口正对接烟鼓轮的凹槽中心线用于依次将烟支吹送至触及定位基板定位;推烟组件设置在机壳前面板上,包括定位直线电机和烟支推杆构成,推杆可穿过定位基板在接烟鼓轮凹槽内往复运动,推动烟支至设定位置;切刀组件包括切刀电机及安装在切刀电机转轴上的刀片构成,刀片位置嵌入接烟鼓轮的切刀缝中,切刀只可随切刀电机旋转,不做径向;所述吹烟器件、推烟组件及切刀组件沿接烟鼓轮护板侧从上至下呈圆周弧形布置;
9.所述料仓底部开口与接烟鼓轮顶部圆周弧面相抵接,可使料仓内的烟支在拨烟辊作用下逐一落入接烟鼓轮的圆周凹槽中;
10.所述接烟盒位于接烟鼓轮的正下方,用于收集分切后的烟支。
11.在本实用新型中,所述半圆弧形护板为4
‑
6道,间隔布置。
12.鼓轮电机为步进电机或伺服电机,间隔脉冲转动。
13.在机壳前面板上设置有控制面板,用于控制装置中的电机及吹气设备的工作过程。
14.所述鼓轮电机固定在机壳上。
15.所述定位基板与接烟鼓轮圆周相匹配,且上沿高出接烟鼓轮径向最高处。
16.烟支推杆安装在定位直线电机的滑块上,推杆工作时随着直线电机的往复运动在接烟鼓轮的凹槽内往复运动,推动烟支至设定长度位置,推杆停止工作时退至接烟鼓轮凹槽外侧,不影响接烟鼓轮转动。
17.拨烟辊通过拨烟辊电机固定在机壳前面板上,其转动方向与接烟鼓轮转动方向相同,均为顺时针转动。
18.本实用新型的工作机理和过程如下:烟支在料仓内随着接烟鼓轮的旋转落入到接烟鼓轮上的凹槽内,在护板的保护下跟随鼓轮一起旋转,在旋转过程中利用吹烟器具通入的压缩空气将烟支统一吹送到凹槽的定位基板面处,以定位基板面为基准,利用定位直线电机的推杆将烟支再反向推至指定位置,最后利用切刀将烟支成指定的长度,分切速度快,精度高,切口整齐无毛边。
19.装置结构简单,规格参数可方便调节,减少人工,提高效率。
20.本实用新型的有益效果是:一种烟支自动分切装置,该装置能够将烟支根据需求进行任意长度的快速分切,分切速度快,分切精度高,切口整齐无毛边,装置结构简单,规格参数可方便调节,减少人工,提高效率。
附图说明
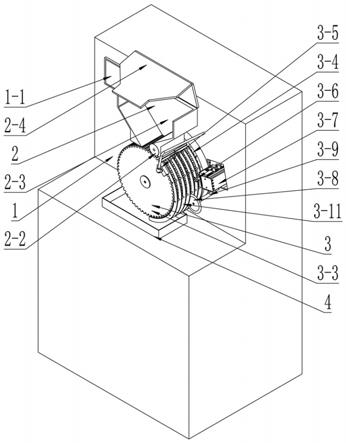
21.图1 为本实用新型分切装置的前视轴侧图,
22.图2 为图1的主视图,
23.图3 为图1的后视图,
24.图4 为图1的截面剖视图
25.图5为卷烟分切机构的轴侧示意图
26.图6为接烟鼓轮结构轴侧示意图;
27.图7为护板及推烟组件位置关系示意图,
28.图8为推烟组件轴测图,
29.图9为接烟鼓轮及切刀组件位置关系示意图,
30.图1~9 中:1
‑
机壳,1
‑
1控制屏,2
‑
料仓组件,2
‑
1拨烟棍电机,2
‑
2拨烟辊,2
‑
3料仓,2
‑
4 料仓护罩,3
‑
卷烟分切机构,3
‑
1接烟鼓轮转轴,3
‑
2接烟鼓轮电机,3
‑
3接烟鼓轮,3
‑
3.1切刀缝,3
‑
4定位基板,3
‑
4.1定位基准面,3
‑
5吹烟器件, 3
‑
5.1吹气口 ,3
‑
6烟支推杆,3
‑
7定位直线电机,3
‑
8刀片,3
‑
9切刀电机,3
‑
10接烟鼓轮凹槽,3
‑
11护板,4
‑
接烟盒。
具体实施方式
31.本实用新型以下结合附图做进一步描述:
32.如图1
‑
9所示:本实用新型的烟支自动分切装置,包括机壳1、料仓组件2、卷烟分切机构3和接烟盒4,
33.所述料仓组件2安装在机壳前面板上,由料仓2
‑
3及设在料仓底部的拨烟辊2
‑
2构成,
34.所述卷烟分切机构3安装在位于料仓2
‑
3正下方的机壳前面板上,包括接烟鼓轮3
‑
3、鼓轮电机3
‑
2、定位基板3
‑
4、吹烟器件3
‑
5、推烟组件及切刀组件,接烟鼓轮3
‑
3圆周面上沿轴向均布有多道用于容纳烟支的凹槽3
‑
10,每个凹槽中仅能放置一支烟,接烟鼓轮3
‑
3沿
圆周方向设有一用于刀片嵌入的环形切刀缝3
‑
3.1,且沿接烟鼓轮还设置有用于防止烟支掉落的半圆弧形护板3
‑
11;定位基板3
‑
4紧贴接烟鼓轮后侧设置;吹烟器件3
‑
5设置在接烟鼓轮3
‑
3前侧,吹气口3
‑
5.1正对接烟鼓轮的凹槽中心线用于依次将烟支吹送至触及定位基板定位(参见图1、图5);推烟组件设置在机壳前面板上,包括定位直线电机3
‑
7和烟支推杆3
‑
6构成,推杆可穿过定位基板预留豁口在接烟鼓轮凹槽内往复运动,推动烟支至设定位置;切刀组件包括切刀电机3
‑
9及安装在切刀电机转轴上的刀片3
‑
8构成,刀片位置嵌入接烟鼓轮的切刀缝3
‑
3.1中,刀片3
‑
8只可随切刀电机旋转,不做径向移动(参见图9);所述吹烟器3
‑
5件、推烟组件及切刀组件沿接烟鼓轮护板侧从上至下呈圆周弧形布置;
35.所述料仓底部开口与接烟鼓轮顶部圆周弧面相抵接,可使料仓内的烟支在拨烟辊2
‑
2作用下逐一落入接烟鼓轮的圆周凹槽3
‑
10中;
36.所述接烟盒4位于接烟鼓轮3
‑
3的正下方,用于收集分切后的烟支。
37.在本实用新型中,所述半圆弧形护板3
‑
11为4
‑
6道,间隔布置,且靠近定位基板位置的两道护板开设有用于烟支推杆3
‑
6往复运动的断开口,以使得推杆往复运动时不和护板发生干涉(参见图7)。
38.鼓轮电机3
‑
2为步进电机或伺服电机,间隔脉冲转动;鼓轮电机固定在机壳上
39.在机壳前面板上设置有控制面板1
‑
1,用于控制装置中的各电机及吹气设备的工作过程。
40.所述定位基板3
‑
4与接烟鼓轮圆周相匹配,且上沿高出接烟鼓轮径向最高处,作为统一定位烟支长度的基准面
41.烟支推杆3
‑
6安装在定位直线电机3
‑
7的滑块上,推杆工作时随着直线电机的往复运动在接烟鼓轮的凹槽内往复运动,推动烟支至设定长度位置,推杆停止工作时退至接烟鼓轮凹槽外侧,不影响接烟鼓轮转动(参见图5)。
42.拨烟辊2
‑
2通过拨烟辊电机2
‑
1固定在机壳前面板上,其转动方向与接烟鼓轮转动方向相同,均为顺时针转动。
43.本实用新型的使用过程如下:
44.把卷烟烟支放入料斗2
‑
3中,通过控制屏屏1
‑
1设定烟支长度及分切后所需烟支长度等参数,装置自动计算出定位推杆需要推送的距离。
45.启动设备,卷烟烟支在拨烟辊2
‑
2的拨动作用下有序的进入接烟鼓轮凹槽3
‑
10中,接烟鼓轮3
‑
3在接烟鼓轮电机3
‑
2的控制下进行固定角度的点动旋转,每次旋转一个接烟鼓轮凹槽3
‑
10的角度,即每次转动一支烟的角度,然后停下,吹烟器具3
‑
5中的吹气口3
‑
5.1释放正压气流,将烟支在接烟鼓轮凹槽3
‑
10内统一吹送到基准定位面3
‑
4.1处,受该定位面的阻挡停下,然后接烟鼓轮3
‑
1继续旋转一个接烟鼓轮凹槽的角度,停下,将下一只烟转动到吹烟块3
‑
5的吹气孔3
‑
5.1处,然后吹送至定位基准面3
‑
4.1处,这样所有的烟支经过吹气孔3
‑
5.1后都会被吹送至统一的定位基准面3
‑
4.1处。
46.当接烟鼓轮3
‑
3继续点动旋转至烟支推杆3
‑
6处时,接烟鼓轮3
‑
3停下,定位推杆3
‑
6进入接烟鼓轮凹槽3
‑
10内,推杆静止时是在鼓轮边沿外侧,没有进入鼓轮当中,烟支转动到位后,推杆从鼓轮边沿进入鼓轮凹槽内,正好推着烟支的端部,将烟支烟凹槽向指定位置推送,推送到位后沿原方向退出鼓轮凹槽3
‑
10,推杆3
‑
6安装在直线电机3
‑
7上,靠直线电机的往复运动带动推杆运动,将烟支向反方向推动一定的距离(v),定位推杆3
‑
6退出接烟鼓
轮凹槽3
‑
10,然后接烟鼓轮3
‑
1继续旋转一个接烟鼓轮凹槽3
‑
10的角度,停下,将下一只烟转动到正对定位推杆3
‑
6处,定位推杆3
‑
6将烟支推送至设定位置距离(v)后退出接烟鼓轮凹槽3
‑
10,如此循环往复;这样所有烟支经过定位推杆3
‑
6后都会被统一推送至分切位置。
47.接烟鼓轮3
‑
3继续点动旋转至刀片3
‑
8处,高速旋转的刀片3
‑
8将烟支分切;
48.接烟鼓轮3
‑
1继续点动旋转,当被分切后的烟支旋转至接烟鼓轮3
‑
3正下方时,受到自身重力作用,落入下方的接烟盒4.
49.接烟鼓轮3
‑
1继续点动旋转,直至所有烟支分切完成。