1.本发明涉及一种熨烫高延展线及其制备方法和应用,属于服装熨烫修饰技术领域。
背景技术:
2.目前市场上很多服装面料在高温熨烫以后会变长,而市场上的缝纫线经过熨烫以后变化不大,于是面料变长,缝纫线没有变长导致服装经过熨烫以后会有褶皱,不平整,不美观。
技术实现要素:
3.本发明的目的是为了克服现有技术的不足,提出一种熨烫高延展线及其制备方法和应用,该延展线用于缝纫服装,该延展线在高温熨烫后能够变长且有很好的缝纫性能。
4.本发明的技术方案是:
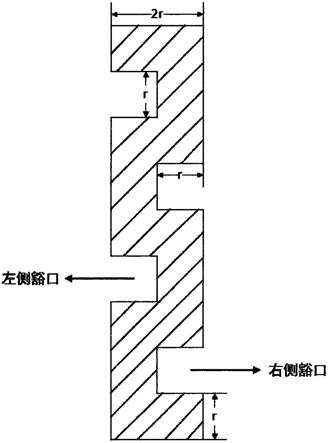
5.一种熨烫高延展线,该熨烫高延展线的材质为涤纶短纤、涤纶蚕丝、尼龙,该熨烫高延展线为涤纶短纤加捻形成的一根圆形的缝纫线,该熨烫高延展线为涤纶蚕丝并线形成的一根圆形的缝纫线,该熨烫高延展线为尼龙喷丝后并线形成的一根圆形的缝纫线,该圆形的缝纫线上沿轴向有左右交替的豁口,左右交替的豁口分别称为左侧豁口和右侧豁口,左侧豁口的开口方向朝左,右侧豁口的开口方向朝右,即开有左侧豁口和右侧豁口之后的缝纫线的横截面为“弓”字形;
6.所述的左侧豁口通过药水或是激光腐蚀形成;
7.所述的右侧豁口通过药水或是激光腐蚀形成;
8.设圆形的缝纫线的半径为r;左侧豁口和右侧豁口之间的距离(相邻的左侧豁口的低端到右侧豁口的顶端之间的距离或者是相邻的左侧豁口的顶端到右侧豁口的底端之间的距离)为r;
9.所述的左侧豁口的长为r,左侧豁口的高为r;
10.所述的右侧豁口的长为r,右侧豁口的高为r;
11.所述的左侧豁口位置填充有热熔线;
12.所述的右侧豁口位置填充有热熔线;
13.所述的热熔线的流体热熔温度70℃。
14.一种熨烫高延展线的制备方法,该方法的步骤包括:
15.第一步,将涤纶短纤加捻形成一根圆形的缝纫线;
16.第二步,在第一步形成的圆形的缝纫线沿轴向制备左右交替的豁口,形成左侧豁口和右侧豁口;
17.第三步,在第二步形成的左侧豁口和右侧豁口处填充热熔线,得到熨烫高延展线。
18.一种熨烫高延展线的应用,步骤包括:使用制备的熨烫高延展线缝制面料服装,在面料服装进行70-100℃熨烫时热熔线熔融,熨烫高延展线随着面料服装的延伸而与面料服
装同步延伸,使服装平整无褶皱。
19.有益效果
20.本发明的熨烫高延展线在缝纫服装面料后,当服装面料在高温熨烫以后会随着面料服装的延伸而与面料服装同步延伸,使服装平整无褶皱,平整美观。
附图说明
21.图1为本发明的熨烫高延展线的结构示意图。
具体实施方式
22.下面结合附图和实施例对本发明做进一步说明。
23.实施例1
24.如图1所示,一种熨烫高延展线,该熨烫高延展线的材质为涤纶短纤,该熨烫高延展线为涤纶短纤加捻形成的一根圆形的缝纫线,该圆形的缝纫线上沿轴向有左右交替的豁口,左右交替的豁口分别称为左侧豁口和右侧豁口,左侧豁口的开口方向朝左,右侧豁口的开口方向朝右,即开有左侧豁口和右侧豁口之后的缝纫线的横截面为“弓”字形;
25.所述的左侧豁口通过药水腐蚀形成;
26.所述的右侧豁口通过药水腐蚀形成;
27.设圆形的缝纫线的半径为r;左侧豁口和右侧豁口之间的距离(左侧豁口的低端到右侧豁口的顶端之间的距离)为r;
28.所述的左侧豁口的长为r,左侧豁口的高为r;
29.所述的右侧豁口的长为r,右侧豁口的高为r;
30.所述的左侧豁口位置填充有热熔线;
31.所述的右侧豁口位置填充有热熔线;
32.所述的热熔线的流体热熔温度70℃。
33.一种熨烫高延展线的制备方法,该方法的步骤包括:
34.第一步,将涤纶短纤加捻形成一根圆形的缝纫线;
35.第二步,在第一步形成的圆形的缝纫线沿轴向制备左右交替的豁口,形成左侧豁口和右侧豁口;
36.第三步,在第二步形成的左侧豁口和右侧豁口处填充热熔线,得到熨烫高延展线。
37.一种熨烫高延展线的应用,步骤包括:使用制备的熨烫高延展线缝制面料服装,在面料服装进行80℃熨烫时热熔线熔融,熨烫高延展线随着面料服装的延伸而与面料服装同步延伸,服装平整无褶皱。
38.实施例2
39.一种熨烫高延展线,该熨烫高延展线的材质为涤纶蚕丝,该熨烫高延展线为涤纶蚕丝并线形成的一根圆形的缝纫线,该圆形的缝纫线上沿轴向有左右交替的豁口,左右交替的豁口分别称为左侧豁口和右侧豁口,左侧豁口的开口方向朝左,右侧豁口的开口方向朝右,即开有左侧豁口和右侧豁口之后的缝纫线的横截面为“弓”字形;
40.所述的左侧豁口通过激光腐蚀形成;
41.所述的右侧豁口通过激光腐蚀形成;
42.设圆形的缝纫线的半径为r;左侧豁口和右侧豁口之间的距离(左侧豁口的低端到右侧豁口的顶端之间的距离)为r;
43.所述的左侧豁口的长为r,左侧豁口的高为r;
44.所述的右侧豁口的长为r,右侧豁口的高为r;
45.所述的左侧豁口位置填充有热熔线;
46.所述的右侧豁口位置填充有热熔线;
47.所述的热熔线的流体热熔温度70℃。
48.一种熨烫高延展线的制备方法,该方法的步骤包括:
49.第一步,将涤纶短纤加捻形成一根圆形的缝纫线;
50.第二步,在第一步形成的圆形的缝纫线沿轴向制备左右交替的豁口,形成左侧豁口和右侧豁口;
51.第三步,在第二步形成的左侧豁口和右侧豁口处填充热熔线,得到熨烫高延展线。
52.一种熨烫高延展线的应用,步骤包括:使用制备的熨烫高延展线缝制面料服装,在面料服装进行85℃熨烫时热熔线熔融,熨烫高延展线随着面料服装的延伸而与面料服装同步延伸,服装平整无褶皱。
53.实施例3
54.一种熨烫高延展线,该熨烫高延展线的材质为尼龙,该熨烫高延展线为尼龙喷丝后并线形成的一根圆形的缝纫线,该圆形的缝纫线上沿轴向有左右交替的豁口,左右交替的豁口分别称为左侧豁口和右侧豁口,左侧豁口的开口方向朝左,右侧豁口的开口方向朝右,即开有左侧豁口和右侧豁口之后的缝纫线的横截面为“弓”字形;
55.所述的左侧豁口通过药水或是激光腐蚀形成;
56.所述的右侧豁口通过药水或是激光腐蚀形成;
57.设圆形的缝纫线的半径为r;左侧豁口和右侧豁口之间的距离(左侧豁口的低端到右侧豁口的顶端之间的距离)为r;
58.所述的左侧豁口的长为r,左侧豁口的高为r;
59.所述的右侧豁口的长为r,右侧豁口的高为r;
60.所述的左侧豁口位置填充有热熔线;
61.所述的右侧豁口位置填充有热熔线;
62.所述的热熔线的流体热熔温度70℃。
63.一种熨烫高延展线的制备方法,该方法的步骤包括:
64.第一步,将涤纶短纤加捻形成一根圆形的缝纫线;
65.第二步,在第一步形成的圆形的缝纫线沿轴向制备左右交替的豁口,形成左侧豁口和右侧豁口;
66.第三步,在第二步形成的左侧豁口和右侧豁口处填充热熔线,得到熨烫高延展线。
67.一种熨烫高延展线的应用,步骤包括:使用制备的熨烫高延展线缝制面料服装,在面料服装进行90℃熨烫时热熔线熔融,熨烫高延展线随着面料服装的延伸而与面料服装同步延伸,服装平整无褶皱。
68.本说明书未作详细描述的内容属于本领域专业技术人员公知的现有技术。
69.上述说明示出并描述了本发明的若干优选实施例,但如前所述,应当理解本发明
并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。